选矿生产线不是设备到场就能开机,安装调试没做好照样出不了指标
这个想法很常见,但真正到矿山现场,很多问题恰恰出在安装和调试阶段。选矿生产线安装调试,不是把设备摆好接上电,而是要把破碎、筛分、洗矿、磨矿、重选、磁选、浮选、电选、脱水和回水系统真正跑顺。
一、为什么安装调试这么重要?
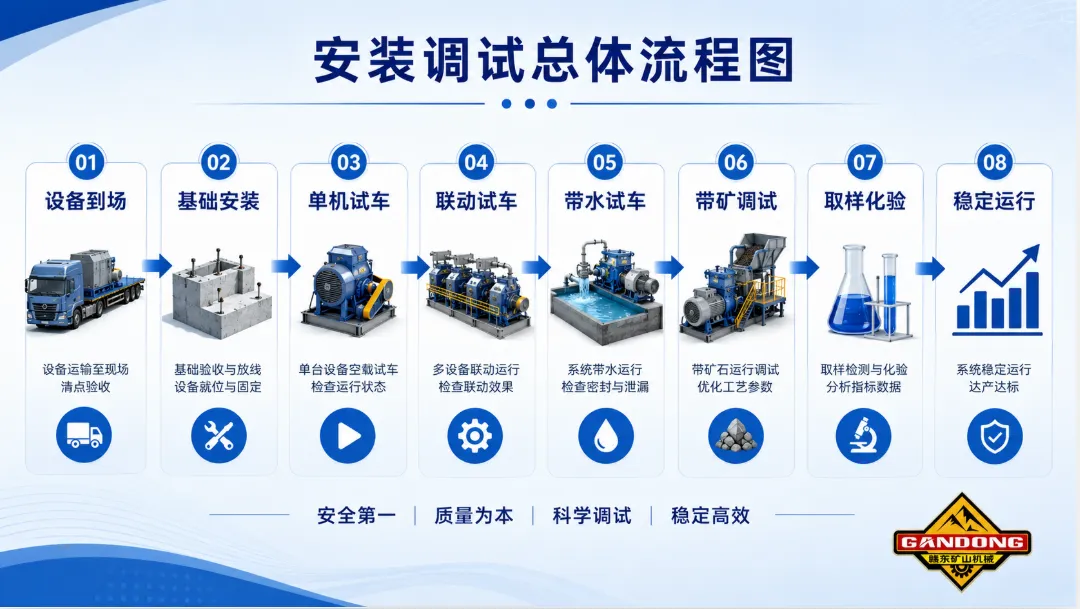
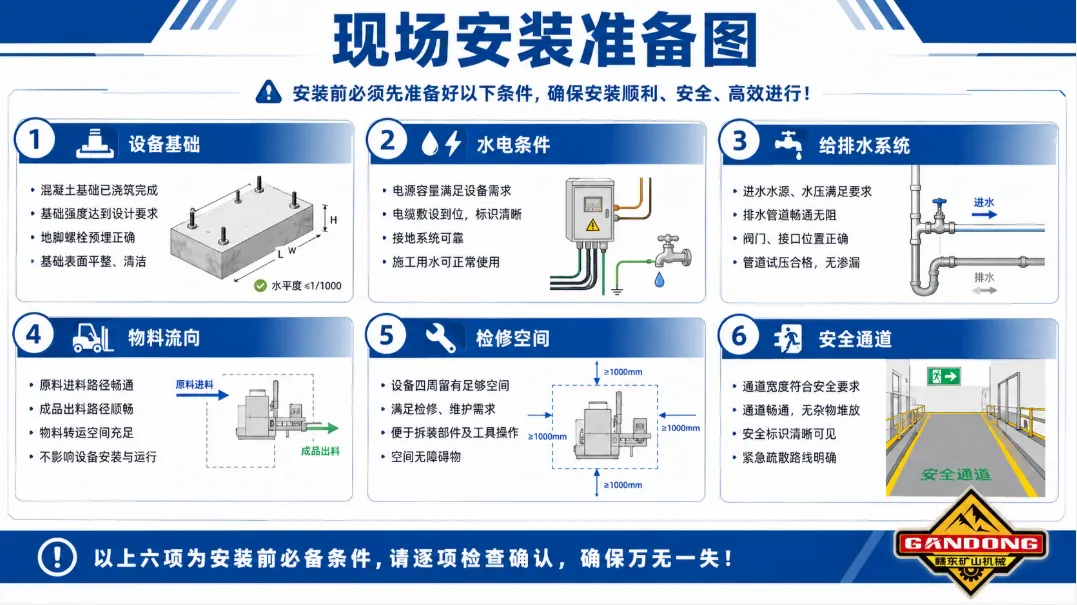
所以调试不是最后一步的小事,而是从设备到场开始,就要围绕整条流程来做。二、设备安装前,现场要先准备什么?
1. 场地基础
破碎机、球磨机、浮选机、浓密机这类设备,基础不稳,后期振动、偏磨、漏浆、跑浆都会出现。2. 水电条件
破碎、磨矿、磁选、浮选、泵类、输送都需要稳定供电。3. 给排水系统
4. 设备布置空间
后期要换筛网、换滤布、检修泵、清理皮带,如果没有空间,生产会很麻烦。5. 物料流向
三、单机试车先看什么?
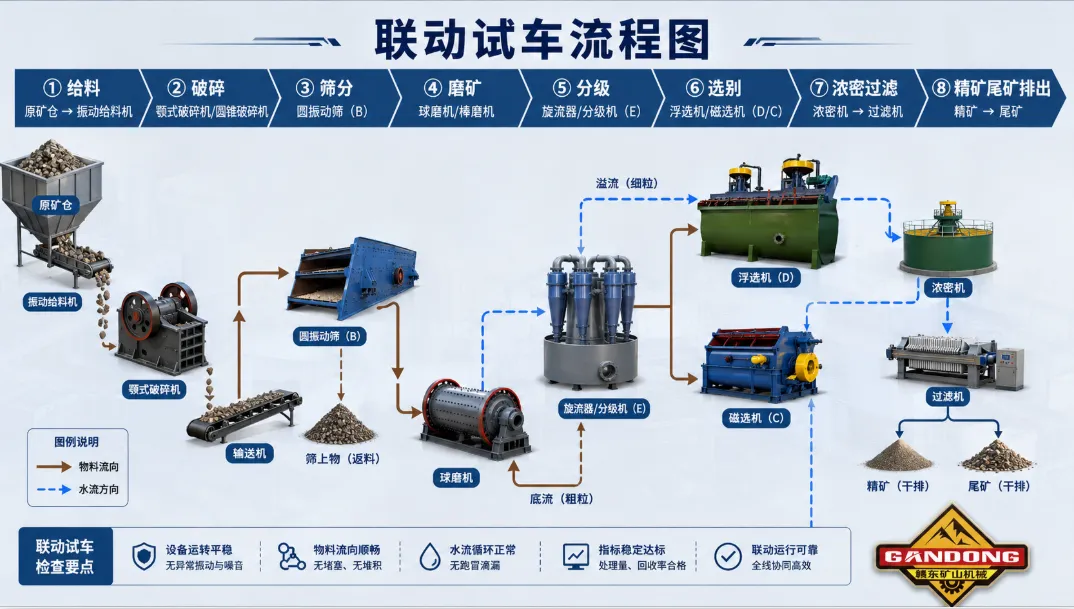
四、联动试车要看整条线是否顺畅
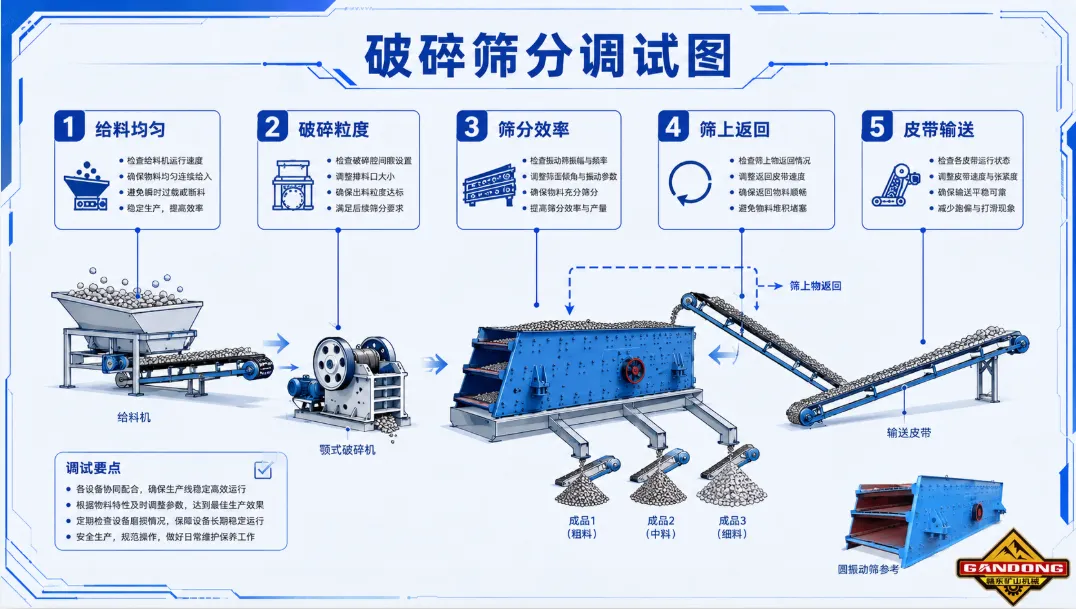
联动试车可以先空载,再带水,再少量带矿,最后逐步提高处理量。五、破碎筛分段怎么调试?
六、洗矿筛分段怎么调试?
有用矿物有没有损失,泥水系统能不能闭合,后续工艺是否更稳定。
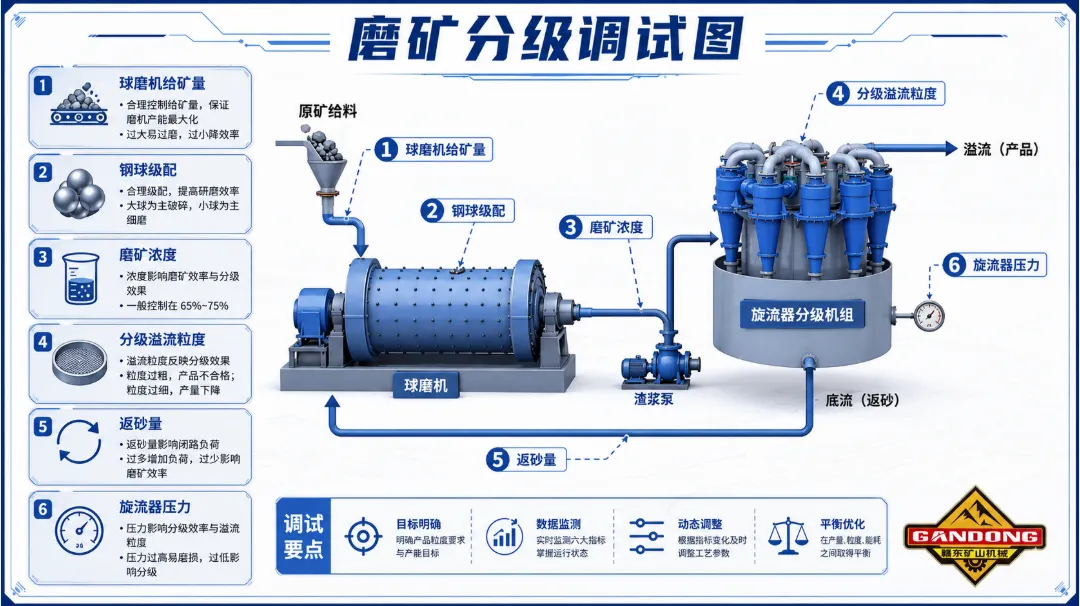
七、磨矿分级段怎么调试?
磨矿不是追求越细越好,而是要稳定达到小试确定的合适细度。八、重选段怎么调试?
重选段常见设备有跳汰机、螺旋溜槽、摇床、离心选矿机。如果前端粒度乱、细泥多,摇床再怎么调也很难分带清楚。让重矿物和轻矿物形成稳定分带,而不是盲目追求精矿多。
九、磁选段怎么调试?
尤其是钛锆砂矿、钽铌矿、石英砂除铁、锂矿除铁,磁选参数一定要根据小试结果微调。十、浮选段怎么调试?
因为它同时受磨矿细度、矿浆浓度、药剂制度、液面高度、充气量、刮泡速度和矿石性质影响。
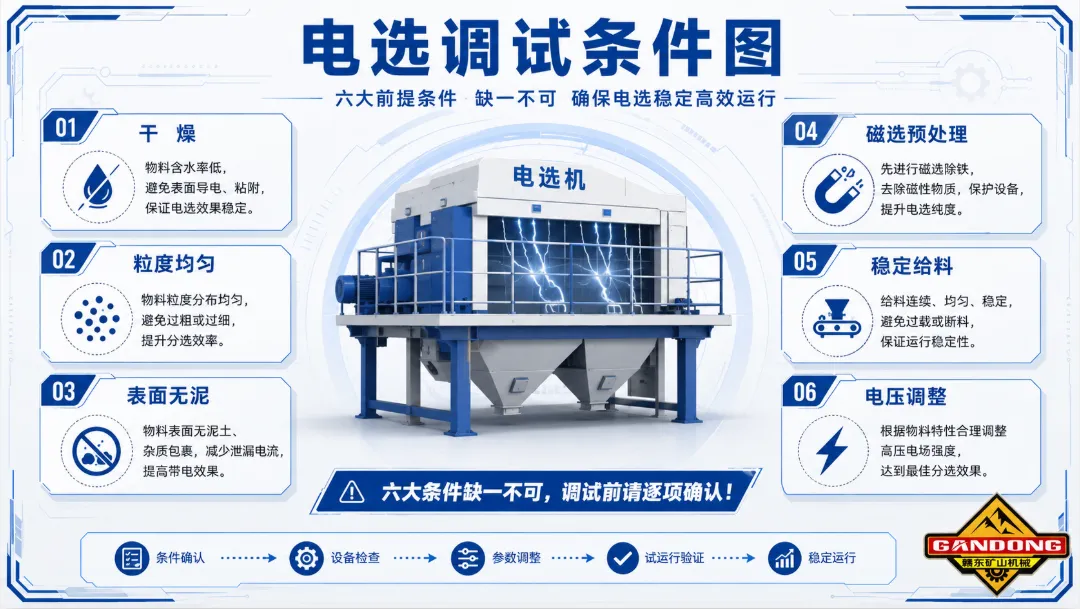
十一、电选段怎么调试?
电选段通常用于钛锆砂矿、钽铌锡矿、黑砂重矿物等干式精选。电选调试不是单独调电压,而是调整整个干式精选系统。十二、浓密过滤脱水段怎么调试?
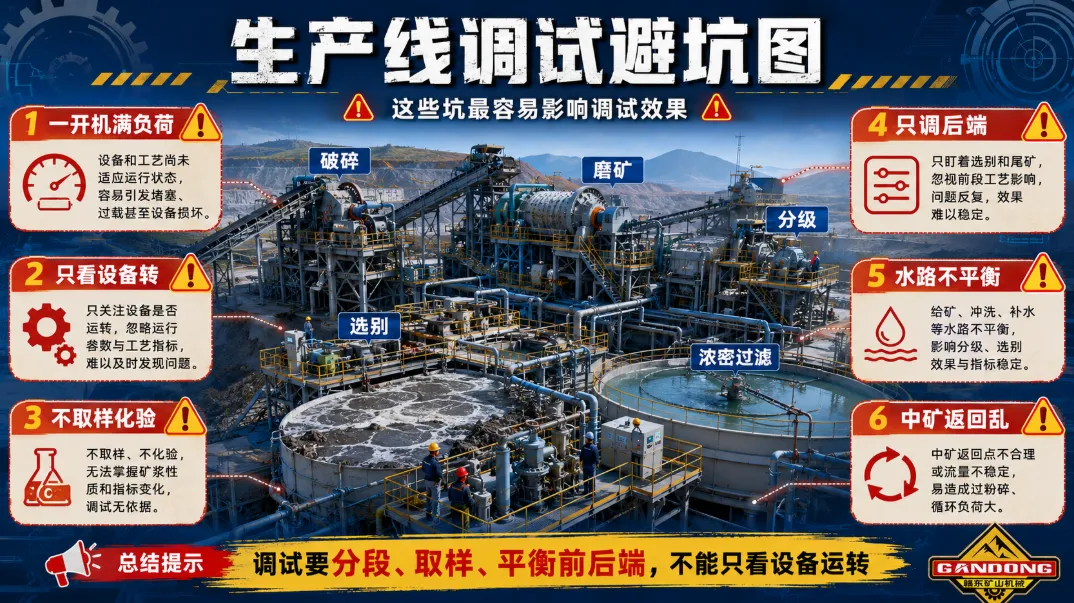
十三、调试时最容易踩的几个坑
1. 一开机就满负荷
2. 只看设备转不转
3. 不取样化验
精矿、尾矿、中矿都要取样化验,才能知道问题在哪里。4. 只调后端,不查前端
5. 水路不平衡
6. 中矿返回乱
中矿返回不合理,循环负荷会越来越大,最后整条线波动。7. 没有记录参数
调试时不记录给矿量、水量、粒度、药剂、磁场、浓度,后面就很难复盘。十四、建议怎么调试?
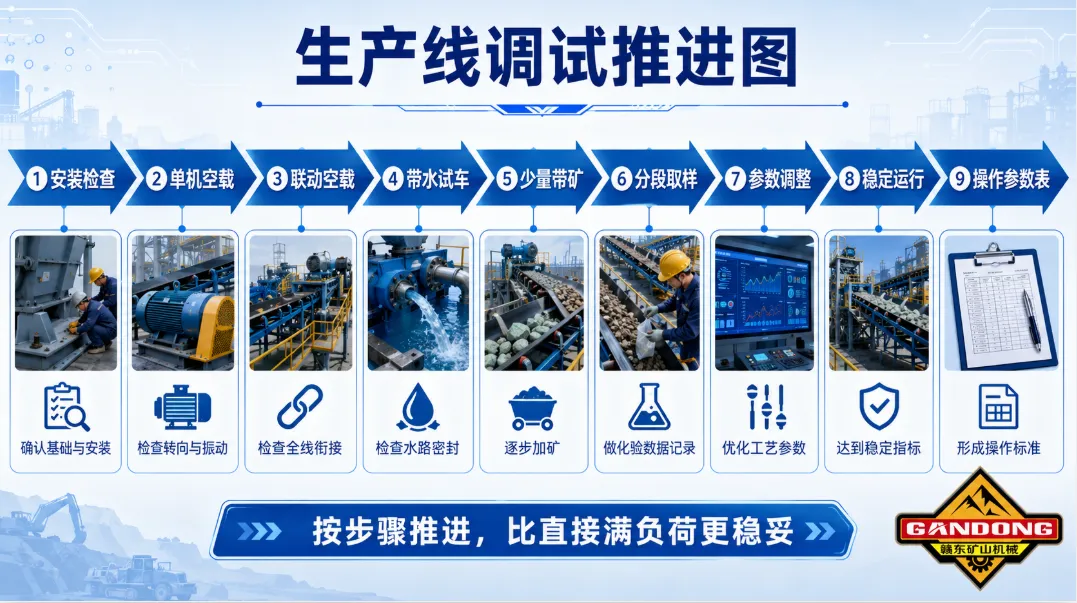
确认基础、电机、传动、管路、阀门、电控、安全防护都到位。让整条线先空载运行,看输送、泵、水路、电控是否顺畅。尤其是洗矿、重选、浮选、浓密、过滤系统,要先看水路能否平衡。从低处理量开始,逐步加矿,观察堵料、跑矿、跑浆、分选效果。包括给矿量、水量、磨矿细度、磁场强度、药剂用量、浮选时间、床面坡度、电选电压等。把调试中确定的参数记录下来,作为后续生产操作依据。十五、一句话总结
设备能不能正常运行,流程能不能连续跑通,水量和矿浆能不能平衡,精矿和尾矿指标能不能稳定。如果你准备安装一条选矿生产线,建议提前把设备基础、水电条件、物料流向、回水系统、取样点、操作空间和调试计划都准备好。我们可以根据你的工艺流程和设备配置,帮你梳理安装调试顺序、试车重点和现场参数调整思路,让生产线更快跑顺,少走弯路。