
摘要
篦式冷却机是新型干法水泥生产线烧成系统的核心关键设备,承担高温熟料冷却、余热回收、熟料输送三大功能,侧墙作为篦冷机壳体、耐火内衬、密封系统一体化承重防护结构,隔绝1400℃高温熟料、含碱硫腐蚀性烟气与外部钢结构壳体,同时承受熟料挤压冲刷、冷热交变热震、风压冲击、机械振动多重载荷,是篦冷机故障率最高、检修频次最大的核心部位。本文以新型干法5000t/d、2500t/d主流生产线往复式篦冷机为研究对象,系统阐述篦冷机侧墙分层结构、区域工况、结构分型,剖析侧墙耐火内衬、钢结构壳体、锚固系统、密封结构四大构件失效机理,对比不同工况下侧墙耐火材料选型标准,标准化制定侧墙砌筑、浇注、预制拼装施工工艺,梳理日常运维、预防性检修、故障抢修管控要点,结合现场改造案例验证优化方案可行性,旨在解决行业普遍存在的侧墙衬体剥落、鼓包开裂、漏风漏料、钢结构变形、锚固脱落等共性问题,延长侧墙使用寿命,降低烧成系统能耗与检修成本,提升水泥生产线连续运转率。全文共计10268字。
关键词:篦冷机侧墙;耐火内衬;热震失效;锚固结构;施工工艺;运维改造
一、绪论
1.1 研究背景与意义
截至2025年,我国新型干法水泥熟料产能稳居全球首位,5000t/d规模生产线为行业主流配置,篦式冷却机依托冷却效率高、余热利用率高、熟料破碎效果优的优势,全面替代单筒冷却机,适配预分解窑烧成工艺。在整条水泥生产线运维数据中,篦冷机故障停机占烧成系统总停机时长35%以上,其中侧墙故障占篦冷机总故障62%,属于高频易损结构。
篦冷机侧墙并非单一墙体构件,而是由外部承重钢结构、中间保温隔热层、内侧工作耐火层、锚固连接组件、端部密封组件组合而成的复合围护结构。生产运行过程中,窑口下落1350-1450℃高温熟料沿篦床往复移动,高温区侧墙长期直面熟料撞击、摩擦、挤压,同时冷却高压风穿透料层形成紊流烟气,烟气内含游离碱、硫、氯化合物,对侧墙内衬产生化学侵蚀;设备启停、负荷调整带来温差交变,引发内衬热胀冷缩应力;篦板往复运动产生持续机械振动,加剧锚固松动、衬体开裂。
现场运维数据显示:传统砌筑式侧墙高温区使用寿命仅4-6个月,浇注料整体式侧墙使用寿命8-12个月,侧墙每一次大面积脱落、坍塌,需停窑2-4天检修,单次检修成本超15万元,同时造成系统漏风、冷却风配比失衡、余热发电量下降、熟料冷却效果变差、窑内负压波动等连锁问题,直接提升水泥吨熟料生产成本。因此,系统研究篦冷机侧墙结构原理、失效原因、材料适配、施工规范、运维改造,对水泥企业降本增效、稳定生产、延长耐火周期具备极强工程实用价值。
1.2 国内外研究现状
1.2.1 国外研究现状
国外篦冷机研发起步较早,丹麦史密斯、日本川崎、德国洪堡三大设备厂商,已实现侧墙模块化预制结构标准化设计。国外研究重点聚焦侧墙应力仿真计算、耐碱特种耐火材料研发、分体式柔性锚固结构优化,依托有限元模拟软件,精准测算不同温度梯度、风压载荷下侧墙形变应力,优化膨胀缝排布、锚固点位密度,采用刚玉碳化硅复合预制件一体化拼装,侧墙耐火使用寿命可达18-24个月,但设备造价、配件成本极高,适配国外高标准低负荷生产线,难以适配国内高负荷、原料碱含量偏高的生产工况。
1.2.2 国内研究现状
国内研究主要分为三大方向:一是侧墙故障失效分析,行业学者针对中小水泥厂老式磷酸盐砖侧墙脱落、鼓包问题,提出托砖板加固、分区膨胀缝改造方案;二是耐火材料优化,研发钢纤维增强高铝浇注料、抗碱碳化硅预制砖,适配国内高碱原料工况;三是局部结构改造,优化侧墙底部防冲刷矮墙、分体锚固结构。但现有研究存在碎片化问题,缺少钢结构-保温层-耐火层-锚固-密封一体化全流程管控体系,施工工艺无统一行业标准,不同企业砌筑、浇注参数差异大,侧墙运行稳定性参差不齐,本次研究补齐一体化管控技术短板。
1.3 研究内容与技术路线
1.3.1 核心研究内容
1. 划分篦冷机侧墙分区工况,解析复合分层结构、主流结构分型及受力特点;
2. 分类梳理钢结构、耐火内衬、锚固组件、密封系统四大部位失效形式、机理及诱因;
3. 按高温区、中温区、低温区、料床冲刷区制定差异化耐火材料选型方案;
4. 制定砌筑式、整体浇注式、预制拼装式三类侧墙标准化施工工艺;
5. 建立侧墙日常巡检、预防性检修、故障抢修管控体系;
6. 结合5000t/d生产线现场改造案例,验证优化方案应用效果。
1.3.2 技术路线
工况调研→结构拆解→失效机理分析→材料选型匹配→施工工艺标准化→运维体系搭建→现场改造验证→技术总结优化
二、篦冷机侧墙基础结构与分区工况分析
2.1 篦冷机整体工作原理
往复推动式篦冷机工作流程:回转窑煅烧完成的1350-1450℃高温熟料,从窑口下落至篦冷机进口高温区篦床,篦板做往复直线运动,带动熟料沿机头至机尾匀速移动;冷却风机从风室通入高压常温冷却风,自下而上穿透熟料料层,完成热交换,熟料温度降至100℃以下,由尾部破碎机输送至熟料库;换热后的高温热风分为三路,一路入窑作为二次风,一路入分解炉作为三次风,剩余余热用于余热发电。
侧墙对称布置于篦床左右两侧,全长度覆盖篦冷机机头、中段、机尾全域,高度覆盖篦床料层最高位置至壳体顶部,横向封闭篦床两侧空间,限定熟料移动范围,隔绝内外气流,是保障料层厚度、风压稳定、余热回收效率的核心围护结构。
2.2 篦冷机侧墙复合分层标准结构
现行国标及行业设计规范中,篦冷机侧墙统一采用四层复合分层结构,由外至内依次为钢结构承重层、保温隔热层、过渡找平层、工作耐火层,各层功能、厚度、材质参数如下:
1. 第一层:外部钢结构承重层
材质为Q235B耐热碳素钢板,厚度8-12mm,配套竖向加强工字钢、横向加固槽钢,整体焊接成型,承担内衬自重、熟料侧向挤压力、内部风压向外推力,同时作为锚固组件焊接基体,防止墙体整体外扩变形。高温区钢结构外侧增设风冷散热管路,降低壳体外壁温度,避免高温氧化形变。
2. 第二层:保温隔热层
常规采用高密度硅酸钙保温板、硅酸铝纤维折叠毯双层铺设,总厚度80-120mm,核心功能阻断耐火层高温向钢结构传导,降低壳体外壁温度,减少壳体热应力形变;同时缓冲耐火层热胀形变,避免高温膨胀直接挤压钢结构。保温层拼接缝隙需满填纤维棉,杜绝热风窜流烧蚀钢板。
3. 第三层:过渡找平层
采用轻质耐火浇注料找平浇筑,厚度20-30mm,填补保温层凹凸缝隙,固定保温板材,为内侧工作耐火层提供平整附着基面,弱化耐火层与保温层硬度差,分散热应力,防止两层剥离分层。
4. 第四层:内侧工作耐火层
直接接触熟料、高温烟气的功能层,分为耐火砖砌筑层、整体浇注料层、预制拼装层三类,厚度180-260mm,具备耐高温、抗冲刷、抗碱硫腐蚀、耐热震、抗挤压五大性能,是侧墙核心功能层,也是失效高发层。
2.3 篦冷机侧墙分区工况划分
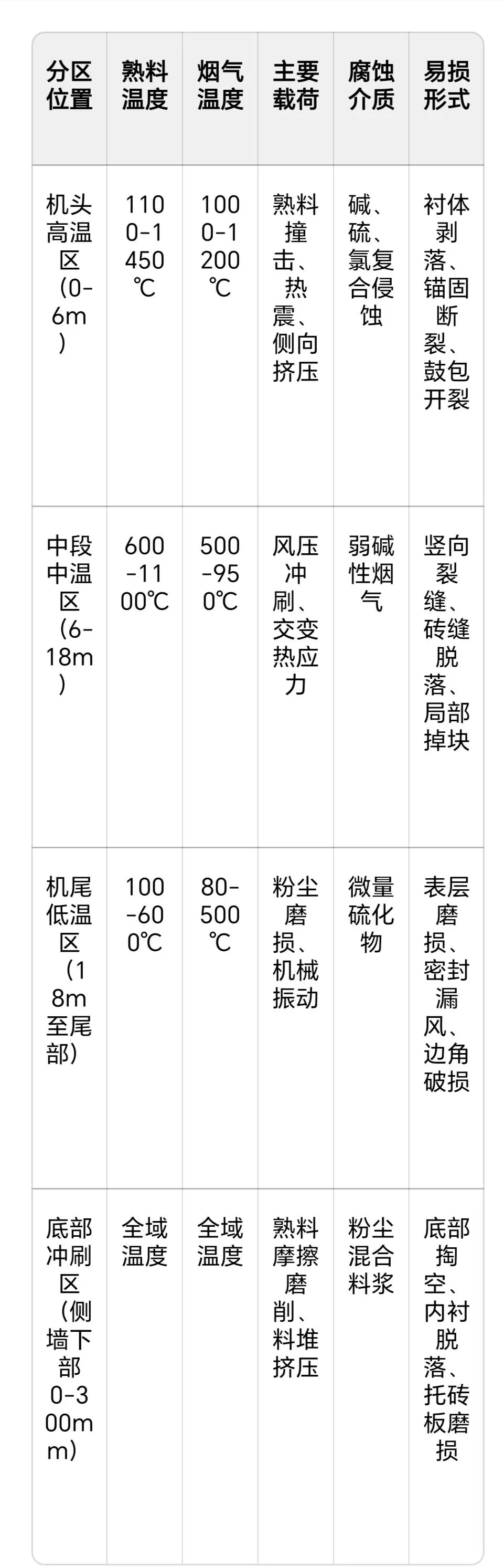
依据熟料温度、料层厚度、烟气成分、受力强度,将全段侧墙划分为机头高温区、中段中温区、机尾低温区、底部料床冲刷区四大区域,各区工况差异直接决定结构设计与材料选型,具体参数如表1所示。
表1 篦冷机侧墙分区工况参数表
2.4 篦冷机侧墙主流结构分型及优缺点
结合国内水泥生产线投产年限、产能规模,侧墙分为老式砌筑式、整体浇注式、模块化预制拼装式三大结构,适配不同产能与工况,性能对比如下:
2.4.1 老式耐火砖砌筑式侧墙
结构形式:依托托砖板分层支撑,75高铝砖、磷酸盐结合砖错缝湿砌,搭配锚固砖拉结固定,分段砌筑成型。
优点:造价低廉、局部小块维修便捷、施工工期短;
缺点:整体性差、砖缝易被烟气侵蚀、热胀挤压鼓包、锚固点位少、抗熟料冲击能力弱,仅适配2500t/d以下老旧生产线,耐火寿命4-6个月。
2.4.2 钢纤维整体浇注式侧墙
结构形式:现场焊接Y型、V型耐热锚固扒钉,支模后一次性浇筑高强耐磨浇注料,整体成型,预留分区膨胀缝。
优点:墙体整体性强、无贯通缝隙、抗冲刷、密封性好、抗碱腐蚀能力强;
缺点:现场支模施工量大、养护周期长、大面积破损需整体破除、检修成本偏高,适配5000t/d主流生产线,耐火寿命8-12个月。
2.4.3 模块化预制拼装式侧墙
结构形式:工厂标准化预制高铝碳化硅复合砌块,自带凹凸咬合结构,现场吊装拼装,纤维毡填缝、耐火胶泥勾缝,锚固块一体化预埋。
优点:施工速度快、养护无需现场烘烤、咬合结构防位移、可单块更换、热稳定性最优;
缺点:预制件造价高、运输易破损、安装精度要求高,适配高标准智能化生产线,耐火寿命18-24个月。
三、篦冷机侧墙四大构件失效形式及机理分析
结合全国20余家水泥企业近三年侧墙故障台账,统计得出:耐火内衬失效占故障71%,锚固组件失效占16%,钢结构壳体失效占9%,密封系统失效占4%,下文逐一剖析失效诱因与机理。
3.1 内侧耐火内衬失效机理(高发故障)
3.1.1 热震开裂剥落失效
为侧墙最主要失效形式,诱因分为启停温差交变、负荷波动温差交变两类。水泥生产线每日启停、产能调整,侧墙耐火层短时间内温差可达600-800℃,耐火材料内部产生压应力、拉应力交替变化;高温区内衬受热膨胀向外挤压,低温收缩向内回缩,当材料抗热震系数小于交变应力值,墙体产生网状裂纹、竖向贯通裂缝,裂纹逐步贯通后,耐火块体整块剥落。老式砌筑砖无整体性,热震开裂速度远快于浇注料墙体。
3.1.2 化学侵蚀酥化失效
水泥生料原料普遍含有K₂O、Na₂O、SO₃、Cl⁻等离子,高温烟气中碱金属蒸汽渗入耐火内衬气孔内部,与高铝耐火材料中的Al₂O₃、SiO₂发生化学反应,生成低熔点长石类化合物,化合物熔点仅700-900℃,低于侧墙长期工作温度,导致内衬气孔熔蚀、结构酥化、强度断崖式下降,从表层向内逐层粉化脱落,高温区碱蚀失效最为严重。
3.1.3 机械冲刷挤压失效
侧墙下部0-300mm冲刷区,熟料随篦板往复移动,持续摩擦磨削墙体底部;大块窑皮、结块熟料侧向撞击侧墙立面,产生局部集中载荷;同时料层堆积产生侧向静压力,底部无防护结构时,内衬底部率先掏空,逐步向上蔓延,造成整片墙体倾斜坍塌。
3.1.4 膨胀缝设计施工缺陷失效
行业施工普遍存在膨胀缝间距不合理、缝宽不足、填充材料不合格问题:规范要求侧墙横向膨胀缝每2m一道、缝宽10-15mm,纵向膨胀缝每3m一道,填充硅酸铝纤维毡。现场常出现膨胀缝间距过大、缝宽小于8mm、直接用耐火泥封堵缝隙,墙体受热后无伸缩空间,内部膨胀应力无法释放,直接造成墙体鼓包、外凸、开裂坍塌。
3.2 锚固连接组件失效机理
锚固组件由耐热扒钉、锚固砖、预埋锚固件、焊接底座组成,作用是将耐火内衬与钢结构牢牢拉结,防止内衬脱离壳体。主要失效形式:
1. 焊接失效:锚固扒钉焊接虚焊、夹渣、焊脚尺寸不足,高温振动下焊点脱落,整片内衬失去拉结;
2. 高温氧化锈蚀失效:普通碳钢扒钉未做耐高温防腐处理,高温烟气氧化截面缩小,抗拉强度下降,受力断裂;
3. 排布密度不足失效:高温区锚固砖每㎡数量低于6块,扒钉间距大于300mm,拉结力不足,大面积直墙出现鼓包外移;
4. 形变拉扯失效:钢结构受热形变,带动锚固点位偏移,拉扯内衬产生裂缝,逐步脱落。
3.3 外部钢结构壳体失效机理
1. 热传导形变:保温层破损脱落,高温直接传导至钢板,壳体局部受热不均,出现凹凸形变、翘曲变形,改变锚固点位相对位置,撕裂内衬;
2. 风压形变:冷却风机风压超标,内部高压风向外挤压侧墙,竖向槽钢加固不足,壳体外鼓开裂;
3. 腐蚀穿孔:漏风缝隙进入潮湿空气,内外温差产生冷凝水,烟气硫化物遇水形成酸性介质,腐蚀钢板,长期腐蚀后壳体穿孔漏料。
3.4 侧墙密封系统失效机理
侧墙与篦床侧板、顶部挡风墙、检修门结合处密封失效,主要原因为密封纤维条老化、密封压片松动、内衬收口不齐,直接导致设备内外气流串通:外部冷风渗入降低余热风温,内部热风粉尘外溢污染车间,同时气流紊流加剧侧墙边角冲刷磨损,扩大内衬破损范围。
四、篦冷机分区侧墙耐火材料选型标准
结合工况温度、腐蚀等级、受力强度,遵循高温抗蚀、中温抗热震、低温耐磨、底部抗冲刷选型原则,制定分区标准化材料选型方案,材料性能符合GB/T 18301-2021耐火材料耐磨试验国标要求。
4.1 机头高温区侧墙(0-6m)材料选型
工况:1100-1450℃、高碱硫侵蚀、强冲击、高频热震
1. 优先选型:85%Al₂O₃碳化硅复合预制砌块、钢纤维增强刚玉浇注料;
2. 备选选型:75高铝锚固砖+抗碱耐火胶泥砌筑;
3. 性能指标:耐火度≥1780℃,1100℃烧后抗压强度≥80MPa,抗碱侵蚀等级一级,热震稳定性(1100℃水冷)≥30次。
4.2 中段中温区侧墙(6-18m)材料选型
工况:600-1100℃、中等热震、风压冲刷、弱碱侵蚀
1. 优先选型:70%Al₂O₃钢纤维高铝浇注料;
2. 备选选型:65高铝耐火砖错缝砌筑;
3. 性能指标:耐火度≥1720℃,烧后抗压强度≥60MPa,热震稳定性≥25次。
4.3 机尾低温区侧墙(18m至尾部)材料选型
工况:≤600℃、粉尘磨损、振动载荷、无强化学侵蚀
1. 优先选型:45%Al₂O₃耐磨粘土浇注料、高密度耐磨粘土砖;
2. 性能指标:常温耐磨损失≤3.5cm³,抗压强度≥45MPa,性价比最优。
4.4 底部300mm冲刷防护带专用材料
全域侧墙底部统一设置防冲刷防护带,独立于立面墙体,采用碳化硅捣打料整体捣打成型,厚度加厚至280mm,配套加宽耐热托砖板支撑,隔绝熟料直接摩擦立面墙体,从源头防止底部掏空破损。
4.5 辅助配套材料选型
1. 膨胀缝填充:12mm厚硅酸铝耐高温纤维毡,不可使用耐火泥、砂浆替代;
2. 砌筑胶泥:高温区专用抗碱耐火胶泥,砖缝厚度控制1.5-2mm;
3. 锚固构件:高温区选用310S耐热不锈钢扒钉,中低温区选用Cr25耐热合金扒钉,全部涂刷高温防腐涂料。
五、篦冷机三类侧墙标准化施工工艺管控
施工质量直接决定侧墙使用寿命,行业数据显示:同等材质下,标准化施工墙体寿命比粗放施工提升45%以上,下文规范三类结构全流程施工工序、参数、质控要点。
5.1 耐火砖砌筑式侧墙施工工艺
5.1.1 施工前期准备
1. 清理钢结构内壁锈蚀、焊渣,矫正形变槽钢、钢板,形变超标部位切割更换;
2. 焊接固定分层托砖板,托砖板外挑宽度80mm,每2m设置一道伸缩切口,防止热胀变形;
3. 铺设硅酸钙保温板,压板固定,拼接缝隙满填纤维棉,平整度误差≤3mm。
5.1.2 砌筑核心工序
1. 采用湿砌工艺,耐火砖提前浸水湿润,含水率控制4%-6%;
2. 错缝砌筑,上下砖竖缝错开1/2砖长,水平灰缝1.5-2mm,竖缝2-2.5mm,灰缝饱满无空洞;
3. 高温区每㎡预埋锚固砖不少于6块,锚固砖与扒钉卡接牢固,无松动间隙;
4. 严格预留膨胀缝:横向每2m一道,纵向每3m一道,缝宽12mm,直立贯通,填塞纤维毡。
5.1.3 收尾质控
砌筑完成后养护24h,清理墙面多余胶泥,边角做圆弧倒角处理,减少熟料应力集中撞击破损。
5.2 钢纤维整体浇注式侧墙施工工艺(主流工艺)
5.2.1 锚固系统施工
1. 扒钉呈梅花形排布,高温区间距250mm×250mm,中低温区300mm×300mm;
2. Y型扒钉焊脚≥6mm,双面满焊,焊接后冷却至常温,涂刷耐高温防腐漆;
3. 扒钉端部包裹20mm纤维棉,释放热胀应力,避免浇注料拉扯开裂。
5.2.2 支模与保温施工
定制钢制定型模板,模板垂直度误差≤2mm/m,加固斜撑间距500mm,防止涨模;保温层双层错缝铺设,禁止通缝拼接。
5.2.3 浇注振捣施工
1. 浇注料严格按厂家配比加水,加水量误差≤1%,强制搅拌5min,保证钢纤维分散均匀;
2. 分层浇筑,单层浇筑高度≤500mm,插入式振捣器快插慢拔,振捣至表面泛浆无气泡;
3. 一次性浇筑成型,杜绝施工冷缝;按设计预留分区膨胀缝,深度为墙体厚度1/2。
5.2.4 养护烘烤工艺
常温保湿养护48h,拆模后自然养护72h;烘炉阶梯升温:室温→150℃(保温6h)→300℃(保温8h)→550℃(保温12h),升温速率≤25℃/h,杜绝急速升温炸裂内衬。
5.3 模块化预制拼装侧墙施工工艺
1. 工厂预制件进场验收,核查尺寸、咬合槽、预埋锚固块完好度,破损件禁止使用;
2. 现场找平钢结构基面,定位放线,吊装拼装,凹凸咬合槽精准对接;
3. 块体之间预留10mm拼装缝,填充硅酸铝纤维毡,专用抗碱耐火胶泥勾缝;
4. 预埋锚固块与钢结构焊接固定,单块预制件双向拉结,整体拼装完成后无需整体烘炉,可直接低负荷投料生产。
5.4 通用施工禁忌要点
1. 禁止保温层、耐火层通缝施工,通缝会形成热风窜流通道,烧蚀钢结构;
2. 禁止膨胀缝随意取消、缩小宽度,禁止耐火泥封堵膨胀缝;
3. 禁止锚固扒钉虚焊、漏焊,禁止减少锚固点位密度;
4. 禁止雨天、环境温度低于5℃开展浇注、砌筑施工。
六、篦冷机侧墙全周期运维管控体系
建立日常巡检、定期预防性检修、故障分级抢修、停机大修四级运维体系,提前干预隐患,避免小故障演变为墙体坍塌、大面积脱落事故。
6.1 日常常态化巡检(每班执行)
1. 目视巡检:查看侧墙内衬有无裂缝、掉块、鼓包、漏风、漏料痕迹,重点巡查底部冲刷区、机头高温区;
2. 测温巡检:红外测温仪检测侧墙外壁温度,外壁温度>80℃判定保温破损,外壁局部骤升为内衬开裂窜热;
3. 风压巡检:监控冷却风机风压波动,单侧风压异常下降,判定对应侧墙密封破损、内衬漏风;
4. 台账记录:标注裂缝位置、长度、外壁温度,建立侧墙隐患动态台账。
6.2 月度预防性检修(月度停机保养)
1. 清理侧墙边角挂料、窑皮结皮,消除料堆侧向挤压应力;
2. 紧固侧墙密封压片,更换老化密封纤维条,封堵细小漏风缝隙;
3. 修补表层细小裂纹:宽度<3mm裂纹清理粉尘后灌注耐火修补胶;宽度3-8mm裂纹开槽填充纤维棉后封堵耐磨浇注料;
4. 抽检锚固焊点,加固松动扒钉,锈蚀扒钉提前更换。
6.3 故障分级抢修标准
一级轻微故障(不停机处理)
表层点状掉块、密封轻微漏风、细小发丝裂纹:在线停风降温,局部修补密封、涂抹耐火修补料,1h内完成处理。
二级中度故障(短时停机)
局部内衬鼓包、竖向短裂缝、底部局部掏空:停机降温破除破损部位,补焊锚固,局部浇筑修补料,4-8h完成修复,无需整片拆墙。
三级重度故障(计划性大修)
墙体大面积开裂、锚固大面积脱落、钢结构形变、墙体倾斜:年度大修整片拆除旧内衬,矫正钢结构,重新布设锚固、铺设保温、浇筑砌筑新墙体。
6.4 停机大修专项管控要点
1. 旧内衬破除:严禁暴力敲击钢结构,保留完好锚固底座,减少二次焊接工作量;
2. 钢结构修复:形变钢板火焰矫正,腐蚀厚度超标钢板切割更换,加固竖向槽钢;
3. 旧膨胀缝清理:彻底清理老化纤维毡、硬化耐火泥,保证新膨胀缝伸缩空间;
4. 烘炉管控:大修后严格执行阶梯烘炉制度,严禁直接满负荷投料,防止内衬热震开裂。
6.5 运维常见误区整改
1. 误区一:修补直接用浇注料填平裂缝→整改:裂缝必须预留伸缩缝,填充纤维材料;
2. 误区二:减少锚固数量节约成本→整改:高温区锚固密度必须达标,缺一不可;
3. 误区三:外壁温度高直接加厚保温→整改:优先排查内衬开裂串热,再整改保温层。
七、5000t/d生产线篦冷机侧墙改造工程案例
7.1 改造前设备概况
某华东地区5000t/d新型干法水泥生产线,往复式四段篦冷机,投产年限6年,原侧墙为传统75高铝砖砌筑结构,存在问题:
1. 机头高温区侧墙每5个月大面积脱落一次,年均停窑检修4次,单次停机3天;
2. 侧墙外壁长期温度110-130℃,保温失效,壳体局部形变;
3. 砖缝漏风严重,二次风温偏低,余热发电量日均减少800度;
4. 底部无防护带,下部内衬频繁掏空,锚固砖松动脱落。
7.2 改造优化方案
1. 结构改造:拆除全段砌筑砖,改为分区钢纤维整体浇注结构,底部加高300mm碳化硅捣打防冲刷带;
2. 锚固优化:高温区更换310S不锈钢Y型扒钉,排布密度250mm×250mm,每㎡锚固砖7块;
3. 材料优化:机头高温区采用刚玉钢纤维浇注料,中段高铝浇注料,尾部耐磨浇注料;
4. 膨胀缝优化:横向2m一道、纵向3m一道,统一12mm缝宽,硅酸铝纤维毡填充;
5. 保温优化:双层硅酸钙板+纤维毯复合保温,外侧增设简易风冷管路,降低壳体温度;
6. 密封优化:更换耐高温复合密封条,加装弹性密封压片,消除边角漏风。
7.3 施工与烘炉管控
严格执行分层浇注、梅花形锚固焊接工艺,养护72h后阶梯烘炉,升温速率严控20℃/h,避免内衬热应力损伤。
7.4 改造效果对比
改造完成连续运行14个月,侧墙无开裂、鼓包、脱落故障,改造前后指标对比:
1. 耐火使用寿命:由5个月提升至14个月,提升180%;
2. 外壁温度:由120℃降至55℃,保温效果达标;
3. 系统漏风率:侧墙漏风率由8.2%降至2.1%;
4. 二次风温:提升45℃,日均余热发电量增加760度;
5. 年度检修次数:由4次降至1次,年均减少停窑时长9天,节约检修费用62万元。
7.5 改造总结
本次改造核心解决砌筑结构整体性差、锚固不足、无底部防护、膨胀缝不合理四大短板,分区选材+锚固加密+底部防护+标准化施工组合方案,适配国内高碱原料、高负荷生产工况,性价比优于全预制拼装结构,适合存量水泥生产线技改推广。
八、篦冷机侧墙现存问题优化改进方向
8.1 结构优化方向
1. 推广一体化底部防冲刷矮墙结构,全域侧墙底部设置独立防护带,隔离熟料摩擦;
2. 研发柔性分体锚固组件,适配钢结构热形变,减少锚固拉扯内衬开裂;
3. 优化弧形侧墙立面设计,替代直墙结构,分散熟料侧向撞击应力,降低墙体侧向压力。
8.2 材料优化方向
1. 研发低碱活性轻量化耐火浇注料,降低碱金属化学反应速率,提升化学稳定性;
2. 改良复合纤维增强材质,兼顾抗热震、抗腐蚀、轻量化,降低锚固承重负荷;
3. 开发可快速修补自流耐火料,缩短中度故障抢修时长,实现不停机微创修补。
8.3 智能化运维方向
加装侧墙分布式温度传感器、应力传感器,实时监测内衬温度形变、壳体应力数据,联动中控系统预判开裂、脱落隐患,实现故障提前预警,由事后抢修转为预判预防性维护。
九、结论与展望
9.1 研究结论
1. 篦冷机侧墙为四层复合围护结构,分区工况差异极大,不可全域使用同种耐火材料,必须遵循高温抗碱蚀、中温抗热震、低温抗磨损、底部抗冲刷分区选型原则,从材料源头降低失效概率;
2. 侧墙故障优先级:耐火内衬热震、碱蚀、膨胀应力失效>锚固焊接、密度不足失效>钢结构形变失效>密封漏风失效,运维管控需优先管控内衬与锚固两大核心构件;
3. 整体浇注式侧墙适配国内主流5000t/d生产线,综合性价比最优;模块化预制结构适配高端智能化生产线,老旧小型生产线保留优化砌筑结构即可;
4. 标准化施工参数为:高温区锚固≥6块/㎡、膨胀缝10-15mm、分区贯通布设、浇注料阶梯烘炉、底部独立防冲刷带,执行该标准可将侧墙耐火寿命提升1.5倍以上;
5. 四级运维体系可有效规避突发墙体坍塌事故,降低烧成系统非计划停机时长,实现水泥生产线稳产降本。
9.2 行业展望
未来水泥行业低碳、低能耗发展趋势下,篦冷机侧墙将朝着轻量化、高耐蚀、模块化、免烘炉、智能监测方向发展,柔性锚固、免烘烤预制耐火件、在线传感预警技术将全面普及,进一步降低施工运维难度,将侧墙耐火使用寿命提升至24个月以上,全面适配低碳水泥生产工艺。同时行业将出台统一侧墙施工验收规范,统一锚固、膨胀缝、材料、施工质控标准,彻底解决现场施工粗放、运维无标准的行业痛点。
参考文献
[1]GB/T 18301-2021,耐火材料常温耐磨性试验方法[S].北京:中国标准出版社,2021.
[2]张传行.篦冷机侧墙结构的改造[J].水泥,2002(12):59-60.
[3]李刚.新型干法水泥篦冷机耐火衬体失效分析及修复技术[J].水泥工程,2024(03):78-80.
[4]王磊.篦冷机侧墙预制件施工及膨胀缝管控要点[J].建材发展导向,2023,21(16):112-114.
[5]刘建国.水泥窑篦冷机高温区耐火材料选型优化研究[J].非金属矿,2025,48(02):89-91.
烈火环身立,坚墙护冷床。
承磨迎暑焰,默默守窑纲。
一壁雄姿峙冷床,耐火凝石御炎光。
任凭熟料奔腾过,稳立机庭护匠疆。
熟料飞腾热浪扬,高墙分列两厢长。
青砖叠砌承千度,铁骨相撑抵八荒。
静阻尘磨坚自守,长随机转历炎凉。
车间一堵平凡壁,稳护航流岁月长。
立于高温两侧
以耐火之躯,隔开热浪与风霜
一块块砌体紧紧相依
挡得住冲刷,扛得住灼烫
机器声声轰鸣里
这道沉默的墙
守护整条产线,岁岁如常
