摘要: 在锂电池生产过程中,电解液包装桶人工清洗不能满足工业化生产及环保需求。介绍了一种电解液包装桶全自动清洗检测生产线的工艺流程和主要设备。该生产线在保证作业环境安全性的同时,提高了清洗效率、降低功耗、减少排放。
关键词: 电解液; 包装桶; 自动清洗; 效率; 安全; 环保
1 概述
伴随新能源汽车高速发展,动力电池等上下游产业链也步入产能扩大周期,电解液作为动力电池的重要材料之一,需求量增速较快且持续攀升。由于电解液中的有机物和氟化物等在常温常压下暴露在潮湿空气中易分解,挥发有毒有害气体,对人体健康有危害,且电解液对空气中的水分敏感,必须被保护在惰性气体环境中,因此转运时多采用包装桶或TANK 车进行严密存储和运输。
电解液包装桶是一个可循环使用的包装物品,且电解液对其品质要求极高,杂质要求为百万分之级( ppm 级) 。为了达到循环使用电解液包装桶、保证电解液品质的目的,需要对电解液包装桶进行清洗,防止上一批的电解液残留对下一批电解液的品质产生影响。
人工清洗电解液包装桶往往会对操作人员造成较大的人身危险,且这种清洗方式效率太低,清洗质量不能得到有效保证,不能满足工业化生产及环保需求。因此,需要一种能够对包装桶自动清洗的设备,其在保证作业环境安全性的同时,提高清洗效率、降低功耗、减少排放。因此,笔者介绍了一种电解液包装桶全自动清洗检测生产线。
2 包装桶结构特征
由于电解液包装桶清洗时需要将其拆分,故必须了解其结构。电解液包装桶如图1 所示。
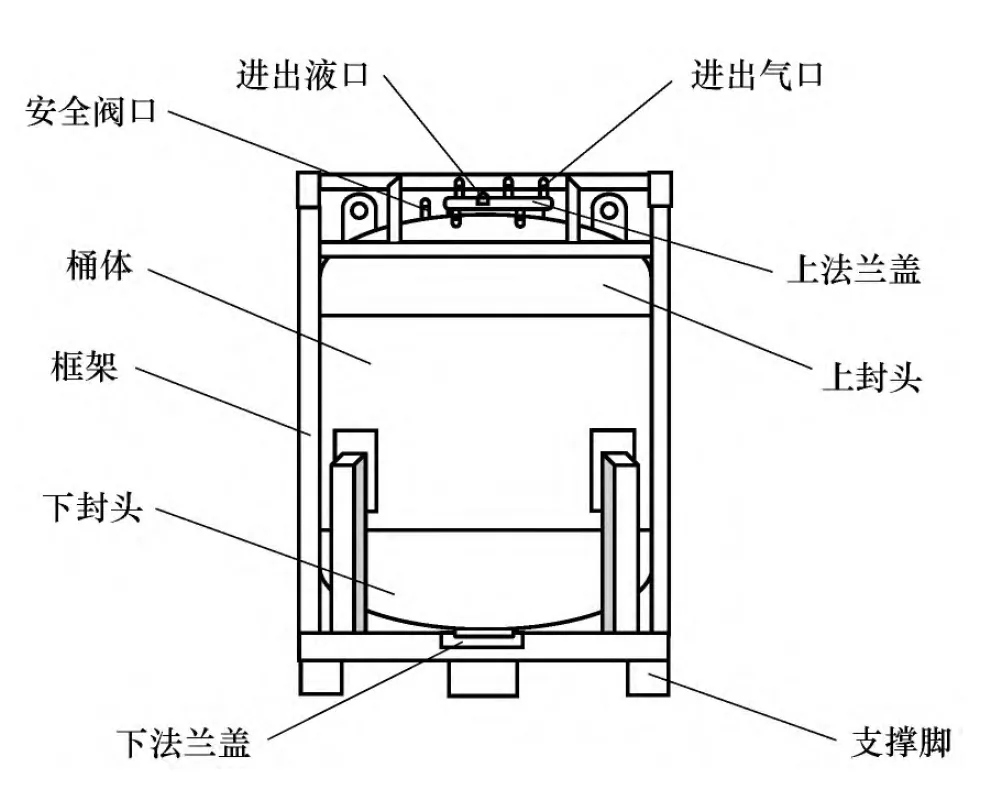
图1 电解液包装桶结构示意
包装桶设有进出气口、进出液口和一个安全阀口。进出气口维持适当的压力,方便填充、释放气体; 进出液口下面连接有一根长管以便保证电解液能够完全放出,管长设置需要适当,过长易在装配时抵到桶底,过短容易残液过多,并且管口是倾斜的。液相口和气相口通常采用自封式不锈钢快装接头并加装防护帽。桶体外表面采用机械镜面抛光,内表面采用电解抛光,内外光亮。
由于电解液具有强腐蚀性,故包装桶一般选用腐蚀性较好的不锈钢制成,常用材质有SS304、SS316L。包装桶为非压力容器,壁厚为4 mm,可承受压力在20 ~ 80 kPa。净桶质量为400 ~ 500 kg,容量1 000 L,外形尺寸约为1 120 mm×1 120 mm×1 620 mm,底盘方形或川字型,便于叉车转运。包装桶上一般贴有RFID 标签,用以存储桶及其内容物的相关信息,例如桶的材质、尺寸、自重、使用寿命等,以及内容物的种类和重量等。RFID 标签内还可以存储桶的实时信息、使用周期、循环周期等,便于生产管理。
3 工艺流程
目前,电解液包装桶的清洗采用水洗,其主体流程如图2 所示。
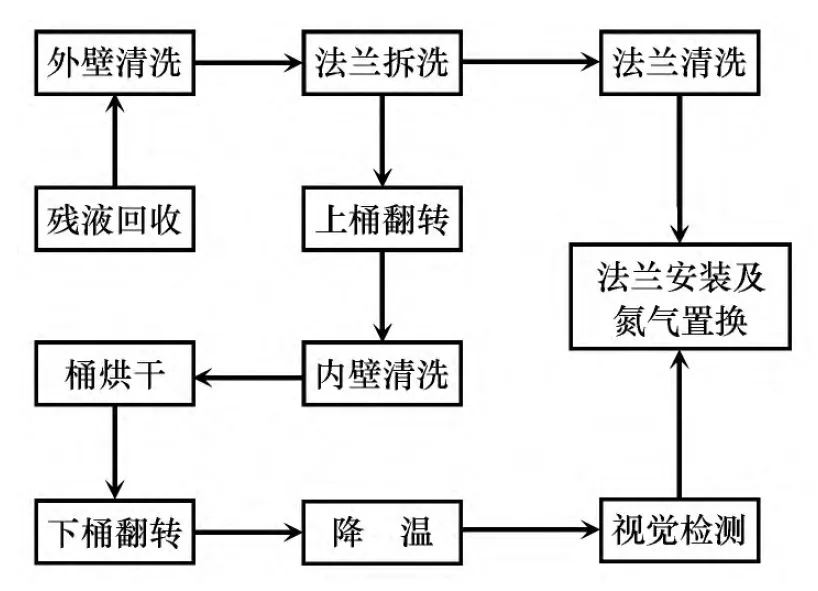
图2 包装桶全自动清洗检测工艺流程示意
先将桶内残液压出,再将桶进行拆分,采用生产水或高纯水对桶的各个零部件及桶身进行清洗; 清洗完成后,再将各部分零部件分别放入相应的烘干设施中除水烘干,待零部件冷却后对桶进行组装; 用氮气对组装好的桶内进行吹扫后,测试桶中水分含量,要求w( H2O) ≤10 μg /g,水分达标后进行保压测试; 测试合格后包装桶即可回用。
3.1 空桶预处理
包装桶由叉车自存放区运来放置在辊筒传输线上,被移动到残液回收工位进行空桶预处理。为匹配整条清洗线15 桶/h 节拍,残液回收设置双工位,且设有RFID 扫描功能、称重功能和排液功能。
空桶被扫描和自动称重后,人工将出液快速母接头及进气快速母接头分别对接包装桶相应接口,开启按钮即可自动完成残液回收、空桶预洗和氮气吹扫。抽取的残液压入储液罐,收集满后外运集中处理; 预洗水采用生产水,清洗后的废液储罐收集;废气收集去往焚烧炉。
根据称重系统反馈的桶重量来判断残液余量,自动调整压残时间,一般单桶完成压残工序需要6~8 min; 补气过程中加氮气15 s 至桶内废液排空,压残预洗后泄压至平压时才可断开接头。
因电解液物性决定空桶预处理部分厂房划分为甲类厂房,防爆设计。厂房中设置了洗眼器、可燃气体探测器并连锁声光报警,联动事故通风。空桶经过预处理后,桶内基本没有可挥发的残余介质,通常后续清洗生产线与预处理部分放置在不同建筑物,或者设置隔爆,这样后续生产线可划分为丁类厂房,非防爆设计。
3.2 外壁清洗
经预处理的包装桶通过输送机运送到外壁清洗工位,由六轴机器人带动喷嘴机构,围绕桶身进行旋转,实现全方位立体化清洗,并在清洗完成后进行风刀预除水,以降低后期烘干压力。
外壁清洗工位设置在密封空间中,桶进出通过感应自动门。喷嘴机构包括连接高/低压水源和压缩空气源的水喷嘴和气喷嘴,低压冲洗用于桶侧壁及桶底区域,高压冲洗用于桶口区域冲洗。喷嘴耐压可达30 MPa。
外壁清洗节拍为4 min /桶。清洗水用一般生产用水,压力15 MPa,流量120 L /min,高压清洗时间2.5 min,清洗后的废水去全厂污水处理。
3.3 法兰拆卸
法兰拆卸工位由人工拆卸。根据节拍设2 个工位。前工位拆卸顶部液相接头和法兰盘螺栓,后工位拆卸法兰盘液相口接头、气相口接头。每工位用时约4 min。
法兰拆卸工位设置扭矩可调的气动扳手,帮助提高人工效率,规范化操作提高配件寿命。法兰拆卸时桶位于集风罩下方,集风罩另一端连接抽气管道,减少操作人员吸入废气。收集后的废气为桶内电解液残存挥发气体和氮气的混合物,送去焚烧炉处理。
3.4 法兰清洗
拆卸后的法兰放入接管清洗专机内清洗,然后人工将法兰挂在悬挂链上,由悬挂链带动法兰流转至超声波池内进行一次清洗、二次漂洗、烘干; 端盖、螺栓、螺母、垫片等均人工转运,完成超声波清洗两次、烘干( 烘干箱一备一用) 、送至组装间。整个法兰清洗过程中,人工参与度较高。
3.5 上桶翻转
拆下法兰的空桶运至上桶翻转工位,由翻转支架将其上下旋转180°,呈现桶口朝下的直立状态,使混水残液从桶内流出,由残液回收托盘收集后送到回收槽。由于残液回收托盘连接在翻转支架上,为残液回收提供密封空间,避免对输送线及周围环境造成污染。
3.6 内壁清洗
桶口朝下的桶输送至内壁清洗工位,由六轴机器人带动清洗单元深入桶内部,先通入高压生产水,通过高压自旋转喷头进行360°旋转清洗约2.5 min,除去内壁物料残留、黑斑、绿锈等污垢; 再通入低压去离子水或高纯水,利用低压自旋转喷头对桶内壁进行第二次清洗约2.5 min,即漂洗过程; 漂洗完成后,对桶内注入洁净压缩空气,增加桶底部排液口排水速度。对于有特殊要求的包装桶,可借助超声波进一步深度清洁,以消除滞留于内壁微孔中的残液。
内壁清洗设备及管道材质为SS30408; 自旋转喷头可实现无盲点全覆盖喷淋清洗,确保达到可靠有效清洗; 内壁清洗工位设浮动盖板防止水的外溅。
内壁清洗设置了清洗液在线检测,以保障清洗效果。第一次清洗后的水流入水处理装置,经过沉淀过滤后循环使用; 第二次内壁漂洗采用去离子水或高纯水,漂洗后的水收集后作为补充水,用于高压内洗工位和外清洗。清洗后不能复用的废水经过液体回流槽进入储液槽内,经排水管路送生产污水场处理。
3.7 安装前准备
桶内壁清洗合格后依次经过桶烘干工位、下桶翻转工位、降温工位和视觉检测工位,确保内壁洁净度达标,送去洁净间进行法兰安装。
1.桶烘干
桶烘干温度控制在50 ~ 80 ℃,内部采用约60m3 /min 的洁净热空气将水分蒸发排出; 外部通过热风吹扫桶表面; 烘干后带水汽的空气经过干燥机吸附水分再循环使用,回收热量减少能量损耗,废气通过废气排风口引至安全处排放。
热风烘干房设有4 个连续的烘干工位,每个工位停留2.5~4.0 min,4 个工位用时约10 min。烘干桶身的合格标准为目视无水汽残留,1 kg 溶剂测试增加水分w( H2O) <200 μg /g。
2.下桶翻转和降温
烘干后的桶经下桶翻转工位翻转180°,恢复桶口朝上的直立状态后送到降温工位。5 ~ 10 ℃的冷空气经10 万级过滤设备过滤后,以30 m3 /min 的用量对桶外侧进行冷却吹扫。降温工位设有2 个连续工位,每个工位停留2. 5 ~ 4. 0 min,2 个工位约5min,降温后的废气经废气排风口引至安全处排放。
3.视觉检测
经烘干冷却处理后的包装桶被输送到视觉检测工位,借助探杆将摄像单元置于内腔,获取桶内壁表面图像,根据内壁上污点的数量和面积来确定内壁洁净度。
3.8 法兰安装及氮气置换
检测合格的包装桶输送到洁净等级10 万级的洁净间内,核对法兰与桶的编号正确后,使用辅助工具人工进行安装。洁净间设4 个工位,可同时供4个人组装。
包装桶组装完成后,通过RGV 小车送至氮气置换工位,人工完成接头对接后完成抽真空—补氮气工序。真空度抽至-94 kPa、补氮气压力至30 kPa,往复循环。为了匹配生产线能力,设置了10 个氮气置换工位。氮气置换的原理如图3 所示。
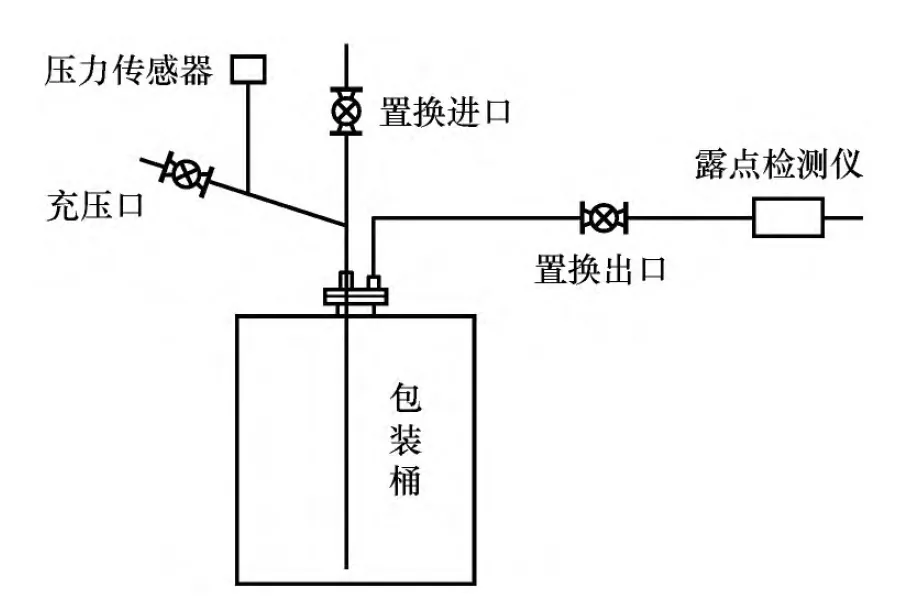
图3 氮气置换原理示意
桶内正气压经露点检测仪从单向阀排空,自动测量桶内氮气置换后的露点,若常压下露点t≤-40℃为合格; 检测露点达标后,保证桶内充氮压力在35±5 kPa,自动切断氮气控制阀停止充气; 最后关闭吹扫氮气控制阀,记录氧气含量检测值,人工手动拔掉接管,氮气置换结束。
4 主要设备
电解液包装桶全自动清洗检测生产线主要设备见表1,包括: 包装桶预处理系统、自动清洗检测设备及连接各单元间的输送设备等; 内部连接管道阀门及管道安装材料、仪表及仪表安装材料、控制系统、电气设备及其他必要的附件。
表1 电解液包装桶自动清洗检测生产线主要设备
残液回收工位 | |||
称重组件 | |||
RFID 扫描组件 | |||
外壁清洗站 | |||
清洗站防水卷帘 | |||
5 结束语
该电解液包装桶全自动清洗检测生产线实现了自动上桶、全自动外壁清洗、不规则桶全自动定位、桶内壁全封闭清洗保压、全自动下桶等功能,整条清洗线的产生能力高达360 只/天,远远高于人工清洗效率。且由于操作人员的工作性质由搬运清洗桶转为巡检设备和操作按钮,生产线的操作人员由50 人变为不到15 人,节省了大量人工时。
从自动化集成应用意义上来说,整条生产线糅合了六轴机器人集成应用、非标专用设备应用、立体仓库和物流应用、非标工装设计应用、在线检测和自动化管路切换设计应用等,高度集成化的设计应用使得生产线实现了最大程度的自动化,且还能兼容六氟磷酸锂包装桶的清洗。
该生产线在内壁清洗时设置了清洗液在线检测; 氮气置换时设置了排出口露点检测; 排气口设置了氧含量检测; 包装桶烘干冷却后,设置桶内成像内壁洁净度检测等,从而保障了复用包装桶性能。
从安全生产角度,除空桶预处理部分厂房划分为甲类厂房做防爆设计外,后续清洗检测线因基本无残余介质可划分为丁类厂房非防爆设计; 两厂房间辊道输送线连接,使绝大部分操作人员在安全区完成工作; 在可能释放危险气体的区域设置废气排放系统,最大可能保障操作人员的安全。
危险废气集中收集去焚烧装置、含氧废气收集后安全排放、混水压残液罐装收集外运、内壁清洗水沉淀过滤循环使用、内壁漂洗水过滤后由内壁清洗和外壁清洗复用、热风经过滤循环使用减少能量损耗等措施满足了节能环保要求。