

1. 物料管理的准则与生产线布局及设备状况密不可分。
The essential companion to these guidelines for layout and machines are guidelines for material handling。
2. 当公司在设计生产线时,还需要考虑的就是,如何为生产线准时准量地供应物料。
As team works on the physical design of the line cell it also needs to take a look at its system for getting the required parts and materials to their 'point of use'’ in the cell.
3. 遵循以下的物料管理准则,生产单元和操作员将会取得更高的效率。
When you use the following materials management guidelines it will help your cell and line operators perform their work elements as efficiently as possible.
4. 物料管理的准则零件的放置要尽量靠近工人,便于取放,但不能放在通道上。
Present parts as close as possible to the point of use, but not in the walking path of the operator.
5. 将物料放置在操作员手边,使操作员能双手同时操作。
Present parts so operators can use both hands simultaneously.
6. 单元中可能生产不同的产品,必须把不同的物料都尽量放在伸手可及的地方,这样可以缩短换产的时间。
Try to keep all part variations at the operators' fingertips at all times to eliminate changeover time.
□存放不同零件的料架或料筐应该采用防错设计,避免操作员在取用时拿错。
Use fail-safe storage mechanisms when different parts look almost the same to prevent the wrong parts being assembled.
□对于无法放在操作员手边的,例如体积较大的工件,应增加供料的频率,或根据装配线的需要,进行配送。例如,以一个发货包装的产品数量为单位,并依此供给物料。
When you cannot keep all part variations near the point of use because they are too bulky or numerous, increase the delivery frequency for those parts or sequence their delivery to match the end-item assembly mix running through the pacemaker, For example, deliver sequenced parts every ‘pitch’ of work。
7. 送料工作应安排专人负责,而不要把搬运工作让生产单元的操作员来完成。物料的配送应定时、定量,同时将成品运走。当然,如果仅仅是补充一些小件的常备料,如螺栓、螺母等,那只是操作员在工位上的举手之劳,不必麻烦专职的送料人员。
Do not have operators get or restock their own parts, With the possible exception of refilling screw pouches inside the workstation use a material handler on a regularly scheduled, standardized route(typically every hour) to deliver parts and take away finished goods.
8. 生产单元内不要存放超过两个小时的物料。如果配送不及时,生产单元或生产线将会停工,这会引起生产主管的注意,查明妨碍物料流动的根本原因,并子以彻底解决。
Keep no more than two hours of materials at the point of use. If the material handler fails to deliver on schedule, the cell or line will soon stop, forcing managers to address erratic material flow.
9. 在生产单元内或附近,不要堆放其它待加工或已完成的工件。一方面,会造成操作员难于辨别,另一方面,鼓励操作员去处理生产以外的工作。
Do not put additional parts storage in or near the process because this makes the operation of the cell or line harder to understand and encourages operators to get their own parts. This can reintroduce the evil of out-of-cycle work.
10. 利用看板来控制物料的补充,物料人员根据看板的信号来配送物料。如果看板没有发出信号,那么就不要搬运、配送。
Utilize kanban to regulate parts replenishment. The material handler comes regularly but will only bring those parts that have actually been used as indicated by kanban, No kanban, no parts.
11. 放置物料的容器大小,首先要考虑操作员取用的方便,其次再考虑物料搬运的便利。因为操作员是直接创造价值的,其他人都是为操作员提供服务的。
Size parts containers for the convenience of the operators or as a multiple of finished-goods puckout quantity, not for the convenience of the material handler or the supplying process. The operators are the ones creating the value. Everyone else is at best incidental work!
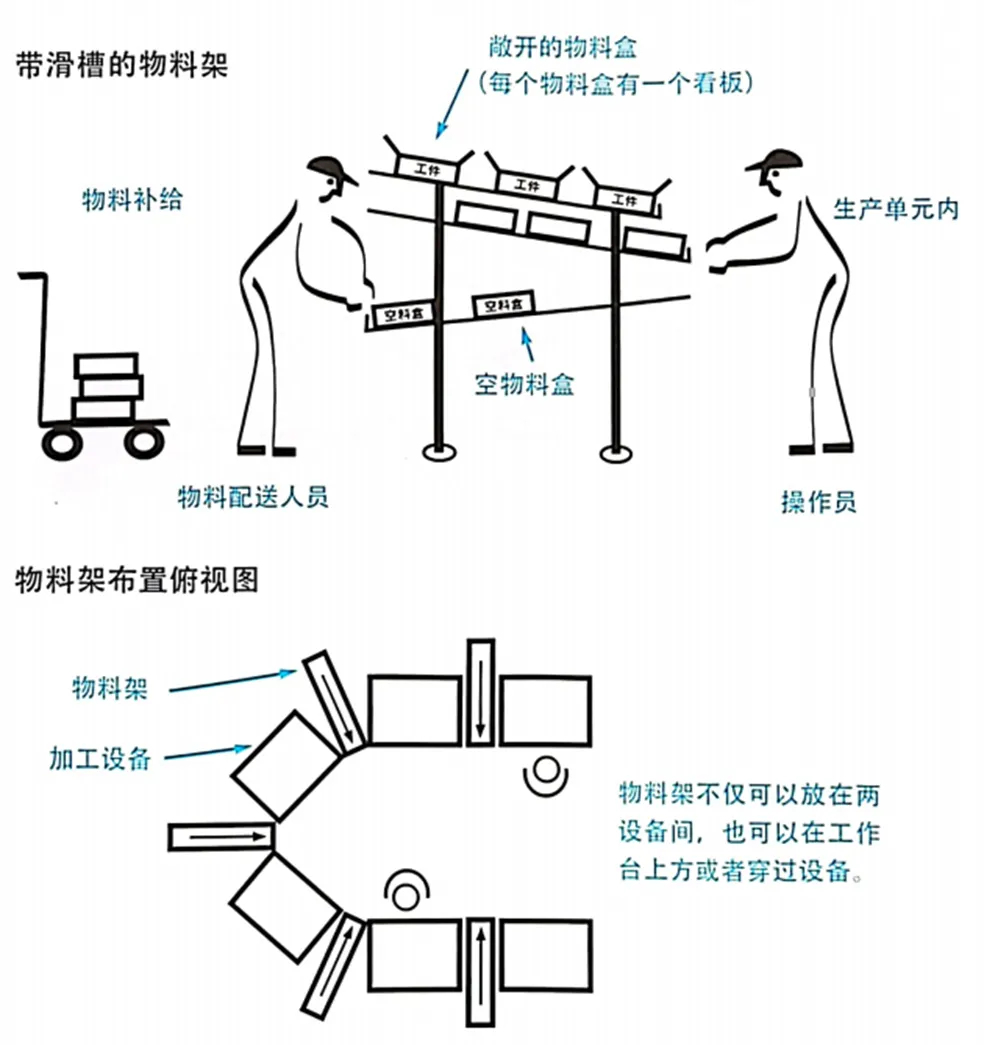
12. 补充物料时,不能影响正常的单元生产。进行配送前,应先把物料装入一定的容器,然后通过一个斜放的料架滑槽,利用重力自动滑至单元中。操作员在拿取工件后,再把空容器放入反向的滑槽,自动滑出生产单元。这样,物料人员就可以取走空容器,以补充新的物料。
Do not interrupt operator work cycles to replenish parts. Parts should be replenished in small containers from outside the cell and wherever possible should slide to the point of use by gravity-feed racks or chutes. Design these so an empty container taken off the flow rack causes the next full container to slide into position. The operator then slides the empty container down a return chute to exit the cell or line.
