
瓶颈五步法:让整条生产线,是一个整体
一条链子的强度,取决于最弱的那一环
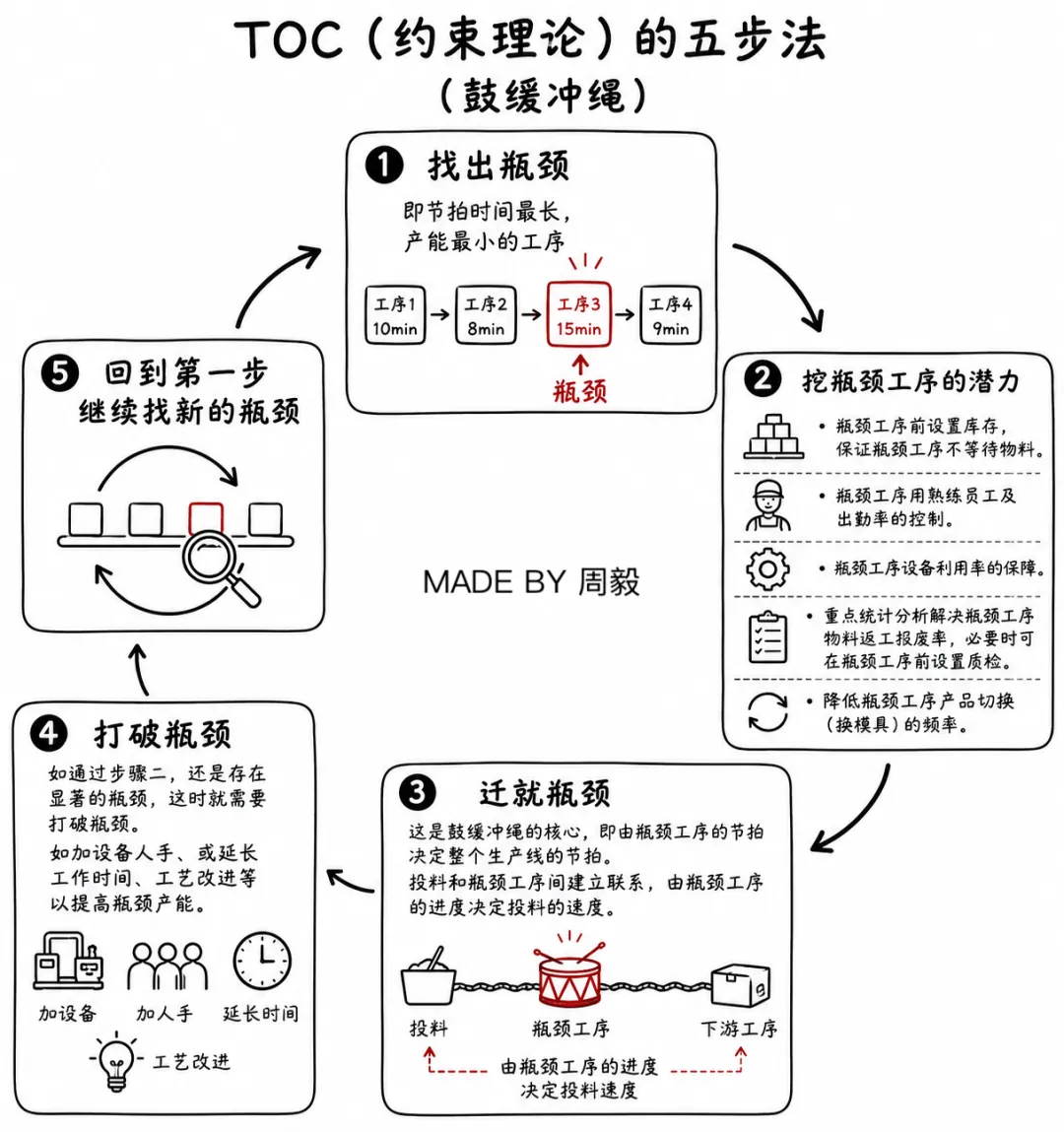
瓶颈五步法·TOC(约束理论)的五步法·鼓缓冲绳五步法
一、找出瓶颈
二、挖尽瓶颈工序的潜力
三、迁就瓶颈
四、打破瓶颈
五、回到第一步继续找新的瓶颈
车间里最容易被误解的一件事,是"忙"。
机器轰鸣、工人不停手、半成品在工位之间流转——所有人都在动,所有设备都没闲着,看上去是一派高效的景象。可月底一盘账,产量上不去,交期一再延后,库存却堆得到处都是。老板百思不得其解:明明大家都很拼,问题到底出在哪儿?
答案往往只有一个:你看到的"忙",大部分是无效的忙。真正决定这条生产线产出的,不是那些转得飞快的工序,而是那一道最慢、产能最小的工序。它就像一条链子上最细的那一环——无论其他环节多么结实,链子能承受的拉力,永远由最弱的一环说了算。
这道最慢的工序,就是瓶颈。
围绕"如何对待瓶颈",以色列物理学家高德拉特(Eliyahu M. Goldratt)在《目标》一书中提出了约束理论(Theory of Constraints,简称 TOC)。它的现场实现方法,有一个形象的名字叫"鼓—缓冲—绳"(Drum-Buffer-Rope,DBR):瓶颈是擂响节拍的"鼓",整条线都要踩着它的鼓点走;瓶颈前面要预留一段"缓冲",保证它永远不停工;而投料的速度则被一根无形的"绳"牵住,由瓶颈的进度来决定。
约束理论给出的操作路径,可以浓缩成环环相扣的五个步骤。把它走通一遍,再循环往复,便是这篇文章要讲的"瓶颈五步法"。
第一步:找出瓶颈
一切的起点,是先把那个真正卡住整个系统的工序找出来。
定义并不复杂:瓶颈,就是节拍时间最长、产能最小的那道工序。整条生产线的最大产出,不会超过这道工序的产出。它能做多少,全线就只能交付多少,多余的部分要么变成库存,要么变成等待。
但定义清楚,不等于找起来容易。现实中的瓶颈常常戴着面具,需要靠现场的迹象去判断:
它的前面,半成品会越积越多——上游拼命供料,它却消化不了,于是物料在它门口排起长队;它的后面,下游常常无米下锅——后道工序明明有能力,却因为等不到瓶颈的产出而被迫停工或闲置。一边堆积、一边饥饿,两种现象同时指向同一道工序时,瓶颈基本就锁定了。
找瓶颈,最忌讳凭感觉、靠经验拍脑袋。最好用数据说话:测算每道工序的节拍时间和实际产能,把它们摆在一起比较,最慢的那一个自然浮出水面。找错了瓶颈,后面四步全部白费——所有的资源都会浇在不缺水的地方,而真正干渴的环节依旧干渴。
第二步:挖瓶颈工序的潜力
找到瓶颈之后,先别急着花钱买设备、加人手。第二步要做的,是把现有瓶颈的潜力榨干——在不增加投入的前提下,让它尽可能多地、稳定地产出。
这里有一句话值得刻在车间墙上:在瓶颈上损失一分钟,就是在整个系统上损失一分钟;而在非瓶颈上省下一分钟,不过是一场幻觉。 因为非瓶颈本来就有富余产能,省下来的时间它也用不上;可瓶颈一旦停一分钟,全线的产出就实实在在地少了一分钟,而且永远补不回来。
所以,挖潜的全部功夫,都要聚焦在"让瓶颈一刻不停、且每一刻都在做有效产出"上。具体可以从五个方面下手:
第一,在瓶颈工序前设置缓冲库存。 这是"鼓—缓冲—绳"中"缓冲"的用意所在。瓶颈最怕的不是慢,而是"断粮"——上游一旦出点小波动,物料没及时送到,瓶颈就只能干等。在它前面预留一定量的在制品库存,等于给它配了一个粮仓,无论上游如何起伏,瓶颈都能始终有料可做,不被前道工序的小毛病拖累。
第二,用熟练员工,并控制好出勤率。 瓶颈是全线最金贵的工位,理应配上最得力的人。把操作最熟练、效率最稳定的员工排在这里,同时严格保障出勤——绝不能因为关键岗位有人请假、调岗,就让整条线的节拍跟着塌下来。
第三,保障瓶颈设备的利用率。 瓶颈设备要尽量减少非计划停机:日常点检、预防性保养要做在前面,把故障扼杀在发生之前;该让它运转的时间,就要让它满负荷运转,不能让它在该出活的时候趴窝。
第四,重点统计和解决瓶颈工序的返工与报废率,必要时把质检前移。 瓶颈做出来的每一件产品都来之不易,如果因为质量问题被打回返工、甚至直接报废,等于白白浪费了它最宝贵的产能。所以要对这道工序的返工率、报废率做重点统计与分析,找到根因逐一解决;必要时,在瓶颈工序之前增设一道质检——把不合格的来料挡在瓶颈门外,绝不让瓶颈把宝贵的工时花在注定要报废的半成品上。
第五,降低瓶颈工序的产品切换频率。 每一次换模、换型、换批次,瓶颈都要停下来调整,这段切换时间就是纯粹的产能损失。通过合理排产、把同类订单尽量合并生产,减少换模具的次数,就能把这些被切换"吃掉"的时间重新还给产出。
这五招的共同逻辑只有一条:别让瓶颈停,也别让瓶颈做无用功。
第三步:迁就瓶颈
第三步,是整套方法的核心,也是"鼓—缓冲—绳"思想的灵魂所在。
它的要义是:让整条生产线的节拍,由瓶颈工序来决定。 瓶颈是那面"鼓",全线都得踩着它的鼓点走,谁也不许擅自加速或抢跑。
这听起来有点反直觉。我们的本能往往是:能快就快,每道工序都开足马力,产量自然就高了。可现实恰恰相反。非瓶颈工序如果只顾自己快,拼命多产,结果只会是——瓶颈消化不了的半成品,统统堆成在制品库存。这些库存不但占用资金、占用场地,还会把现场搅得一团乱,掩盖真正的问题。局部的高效率,换来的是全局的低效益。
所以"迁就瓶颈"的具体做法,是在投料和瓶颈工序之间建立起一种联动关系:由瓶颈的进度,来决定投料的速度。 瓶颈消化得快,就多投一点;瓶颈消化得慢,上游就主动慢下来、甚至停一停。这根牵住投料口的无形之"绳",确保物料以恰好匹配瓶颈的节奏进入系统——不多、不少、不早、不晚。
这样一来,库存被压到最低,流动变得顺畅,整条线虽然看上去"没那么忙了",产出反而更稳、更高。让最快的去迁就最慢的,恰恰是为了让整体跑得更快。
第四步:打破瓶颈
如果走完第二步,把现有瓶颈的潜力都挖尽了,它依然明显地制约着全线产出——这时候,才轮到第四步:打破瓶颈,也就是从根本上提升它的产能。
打破瓶颈通常意味着真金白银的投入,常见的手段有:增加设备、增加人手,让这道工序多一条产线、多一双手;延长工作时间,用加班或增加班次为它争取更多有效产能;以及工艺改进——通过改进方法、优化流程、引入新技术,让它在同样的时间里做出更多合格品。
这一步之所以排在第四,而不是一开始就上,是有讲究的:它最花钱,所以必须放到"免费的潜力都挖完之后"再动用。很多企业一遇到产能不足,第一反应就是买设备、招人,结果钱花了不少,瓶颈却没真正解开——因为问题本不在产能不够,而在管理上的浪费没被堵住。先把白用的潜力榨干,再去花钱买产能,这个顺序不能颠倒。
第五步:回到第一步,继续寻找新的瓶颈
最后一步,也是最容易被忽视、却最体现智慧的一步:回到第一步,重新去找瓶颈。
为什么?因为当你成功打破了原来的瓶颈,它的产能上去了,整个系统的"最弱一环"就会转移到别的工序上去。原先排在它后面、一直显得游刃有余的某道工序,此刻可能反倒成了新的制约。瓶颈不会消失,它只会换一个地方出现。
所以约束理论从来不是"一锤子买卖",而是一个持续循环、永不停歇的过程:找出瓶颈、挖潜、迁就、打破,然后回头再找下一个瓶颈……如此往复,系统的产出便像台阶一样,被一级一级地推高。
高德拉特特别提醒过一句话:不要让"惯性"成为新的瓶颈。 当年为了对付某个瓶颈而定下的规矩、流程、缓冲设置,在瓶颈转移之后可能早已不合时宜。可人们常常因为"一直都这么做"而懒得去改,于是旧办法本身,反倒变成了束缚系统的新约束。每一次回到第一步,都要带着重新审视的眼光,把那些已经过期的规则一并清理掉。
结语:瓶颈思维,远不止在车间里
瓶颈五步法诞生于生产现场,但它的锋芒并不止于车间。
它真正教给我们的,是一种聚焦的智慧:在一个由许多环节构成的系统里,决定整体成败的,往往只是少数几个关键约束。与其把力气平均地撒向每一个角落,不如先找到那个最关键的瓶颈,集中资源去攻克它——这一点,无论是经营一家公司、管理一个团队,还是规划个人的成长,道理都是相通的。
资源永远有限,而约束总是存在。找到它,挖透它,迁就它,打破它,然后再去寻找下一个。 系统的潜力,正是在这样一次次与瓶颈的较量中,被一寸寸地释放出来。


SUMMER
周毅 管理实践者
灯塔计划供应链认证导师 和君商学院八届光荣2695 得到高研院11期校友
擅长领域:品牌营销、供应链管理、商学院7年餐饮从业经历,读书会组织交付,知识萃取分享6点晨读德鲁克知识教练超过200场,10年组织读书会超过600场。
主要成果物:辅导企业年度净利润增长90%+,为企业贡献健康降本累计千万+,知识教练总计500场+
深度思考的最终目标,不是预测未来,而是理解那些无论时代如何更替都不会变的东西。
关于管理读书
Management study
一位希望通过深度思考和知识分享对1000个人有用的管理实践者,期待与你一起成长,一起赚钱,一起做对的事!
星标一下,不会· 错过推送。
