在汽车零部件制造领域,座椅骨架作为承载安全性与结构强度的关键部件,其生产过程长期面临多品种、小批量、电焊工艺复杂等挑战。传统的人工电焊与半自动工装组合模式,往往导致产品一致性波动大、换产时间长、人员流动率高。本文结合某座椅骨架生产线的实际改造案例,介绍一套非标自动化实施方案,探讨其对生产模式的转变作用。

改造前的生产痛点
在原有生产线上,座椅骨架的电焊、装配、检测等环节主要依赖人工操作与固定工装。不同车型的骨架结构差异明显,每次换型需更换夹具、调整参数,耗时通常超过两小时。同时,人工电焊容易出现气孔、咬边等缺点,后续补焊工作量占产出量的15%以上。此外,电焊烟尘、弧光等环境因素对操作人员的身体也有影响,导致招工困难、培训成本上升。
整体架构
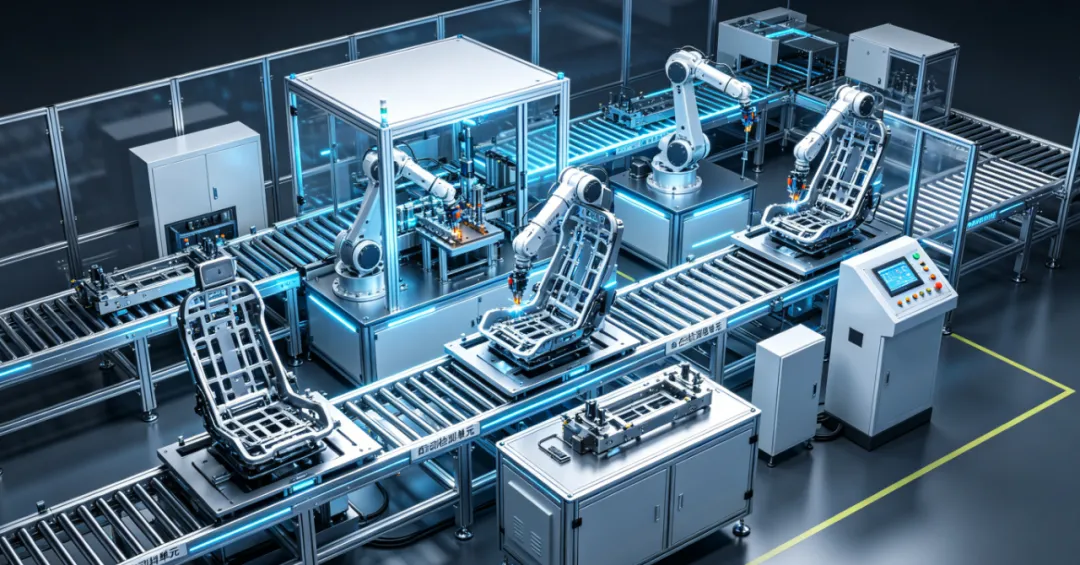
本次实施方案围绕“柔性适配、稳定运行、数据可溯”三个方向展开,采用模块化设计思路。整条生产线分为五个单元:自动上料单元、机器人电焊单元、在线检测单元、自动下料单元以及控制单元。
1. 自动上料单元:使用振动盘与皮带输送线结合的方式,对管材、冲压件等零部件进行排序和输送。通过光电传感器识别物料到位状态,避免缺料或叠料。
2. 机器人电焊单元:配置六轴工业机器人,搭配双轴变位机。变位机可使工件在电焊过程中保持位置,保证焊缝成形的一致性。电焊电源采用数字化控制,可根据不同管壁厚度和接头形式调用相应参数。
3. 在线检测单元:焊后通过激光轮廓传感器扫描关键尺寸(如安装孔位、轮廓度),数据与预设模型比对。超出公差范围时,系统自动剔除不合格品并警报。
4. 自动下料单元:合格品由机器人抓取至托盘,码垛机按设定层数堆叠。空托盘通过回流线返回上料端。
5. 控制单元:基于可编程控制器与工业触摸屏,实现配方管理——操作人员选择车型型号后,机器人程序、变位机角度、检测公差等参数自动切换,换产时间缩短至15分钟以内。

具体作用
- 稳定产品一致性
机器人电焊路径由离线编程生成,每次动作复现误差可控在0.2毫米内。实际抽检结果显示,同一批次200件产品的关键尺寸波动范围较人工电焊下降约60%,返工率从15%降低到3%以下。
- 降低人员依赖与劳动强度
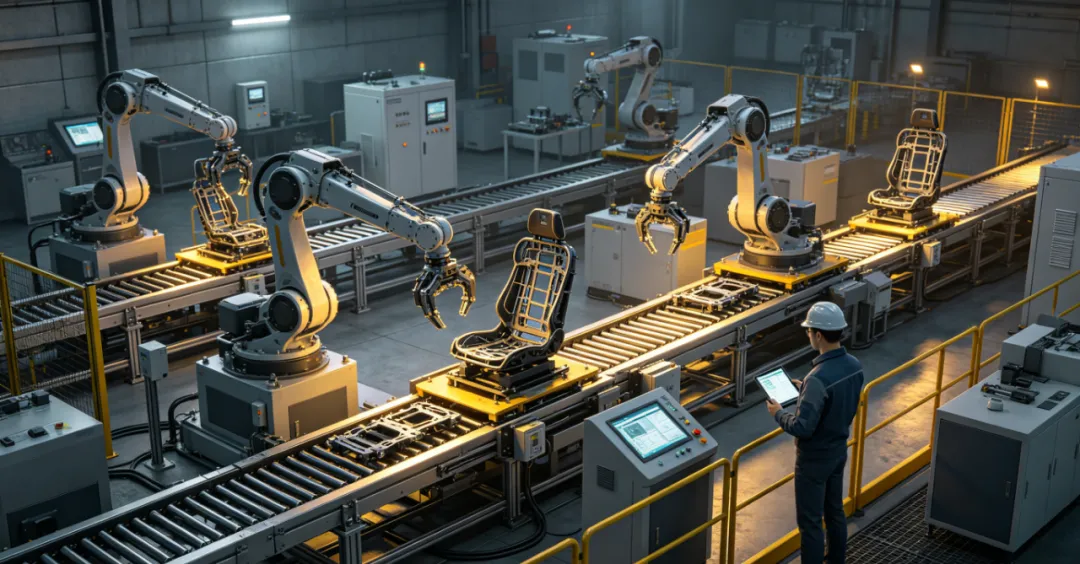
原来一条生产线需要6名焊工和2名辅助工,改造后仅需2名设备巡检人员。操作人员远离电焊弧光区域,主要工作变为物料补充和异常处理。由于不再需要长时间保持同一姿势电焊,腰肩劳损等职业健康风险相应减少。
- 适应多品种混流生产
借助配方管理与快换夹具设计,该方案可兼容8种不同结构的座椅骨架(从A00级轿车到SUV车型)。生产计划下达后,控制单元自动调度物料和程序,无需停机换型。实际运行中,每天可完成3-4次换产,满足主机厂的准时化交付要求。
- 生产过程数据记录
每一件产品在电焊、检测环节的参数(电流、电压、电焊速度、检测数值)都上传至制造执行系统。若后续出现质量问题,可调取该件的生产数据,分析当时电焊条件是否异常。这一做法代替了原来依靠纸质报表的手工记录方式,数据完整率达到99.8%。


注意事项
1. 夹具设计需充分分析工件变形
座椅骨架电焊时热量集中,容易产生扭曲。设计气动夹具时,应安排压紧点与电焊顺序配合,并预留散热间隙。建议先用有限元分析软件进行热变形模拟,再制造样件验证。
2. 机器人可达性与干涉检查
座椅骨架形状不规则,弯管与冲压件连接处空间狭窄。在仿真阶段需验证焊枪姿态是否与夹具、工件发生碰撞。可选用中空臂机器人或细颈焊枪来增加灵活性。
3. 检测单元的标定周期
激光传感器受环境温度、镜片污染影响会出现漂移。应制定每日清洁、每周标定的维护制度。标定件采用经三坐标测量认证的标准块,确保检测结果可靠。
4. 人员培训内容调整
从操作型岗位转向设备维护型岗位,需要培养员工掌握机器人编程、传感器调试、气动回路检查等技能。建议与设备供应商联合制定培训课程,并留存故障处理手册。
实际成效
以一条年产15万套骨架的生产线为例,改造后达成以下指标:
- 生产节拍从每件5分20秒缩短至3分10秒
- 直接操作人员减少66%
- 产品一次合格率由82%上升至96%
- 换产时间由2小时压缩至12分钟
- 年节省电焊材料(焊丝、气体)及返工成本约86万元
结语
汽车座椅骨架的非标自动化不是简单地将机器人替代人手,而是针对产品特点——管板组合结构、多品种小批量、电焊质量要求高——进行定制化设计。本文介绍的方案从柔性上料、机器人电焊、在线检测到数据记录,形成一套相对完整的闭环。对于同类生产企业,建议先选取产量较大、结构相对标准的1-2款骨架作为试点,积累经验后再逐步推广至全系列产品。
非标自动化的价值在于:让生产线更贴合企业自身的产品和工艺,而非追求通用的“标准答案”。当设备能够快速响应订单变化、稳定输出合格产品时,企业在供应链中的竞争力自然会得到体现。