

涂装生产线的固化/烘干环节直接决定涂层质量和生产节拍。选对加热方式,不仅能保证漆膜性能达标,还能大幅降低能耗和运行成本。目前主流的加热方式有红外加热、热风循环加热、UV紫外线固化、感应加热四大类,每种方式各有适用场景和局限性。
本文将从原理、性能参数、适用场景、经济性等多维度进行系统对比,帮助涂装工程师和管理者快速建立选型框架。
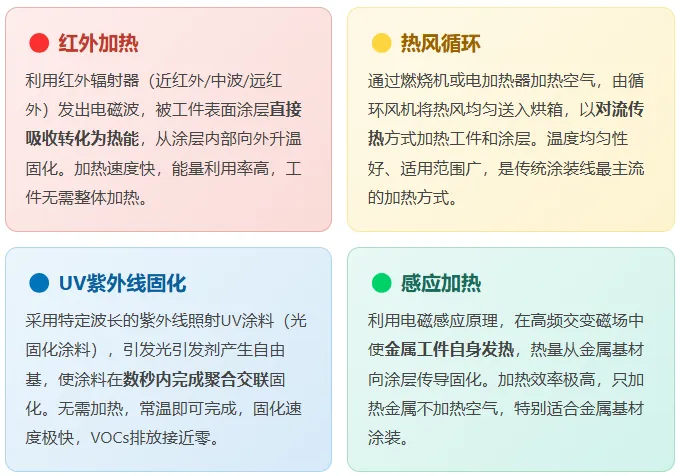
一、四大加热方式原理速览
不同加热方式的核心原理差异很大,理解原理是正确选型的第一步:
二、核心性能全面对比
以下从10个关键维度对比四种加热方式的核心差异:
? 要点:没有"万能"的加热方式,选型关键在于匹配涂料类型、工件材质、产能节拍和车间空间。
三、各加热方式详解
3.1 红外加热 —— 快速、节能、灵活
红外加热按波长可分为近红外(0.76~2.5μm)、中波红外(2.5~4μm)和远红外(4~15μm)。不同涂料对不同波长的吸收率差异显著:

优势:设备占地小、启停快、可分区控温、节能显著(比热风节能30%~50%)。局限:对深腔/死角覆盖不足,复杂形状工件温度均匀性不如热风,深色和浅色工件吸收率差异大。典型应用:钢板预处理线、卷材涂装、铝型材粉末固化、家具平板涂装。
3.2 热风循环加热 —— 万能选手,适用面最广
热源可选天然气燃烧、电加热、蒸汽换热三种。天然气成本最低但需配燃烧机和排烟系统;电加热最干净但运行成本高(专业各类喷涂线、喷漆线、喷塑线/喷粉线、电泳线、喷砂机器人、喷涂机器人、喷砂房、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备厂家,长期供应各类喷砂房抛丸机配件、喷漆房配件、除尘器配件:樊13141458653微信同);蒸汽换热适合有余热回收条件的工厂。
优势:温度均匀性好(±2~3℃)、适用所有涂料类型、对工件形状无限制、技术成熟可靠性高。局限:烘箱长占地大、升温慢(开线需预热15~30min)、能耗最高、热风循环可能造成粉尘飞扬影响漆面。典型应用:汽车整车涂装线、工程机械涂装线、复杂铸件/结构件涂装——几乎所有需要"通盘加热"的场景。
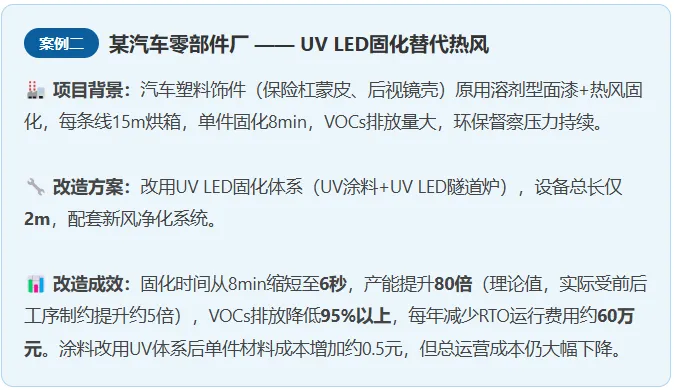
3.3 UV紫外线固化 —— 秒级固化,绿色环保
UV固化需使用专用的光固化涂料(含光引发剂),按光源可分为汞灯UV(传统)和UV LED(新一代)。UV LED寿命更长(2万小时 vs 汞灯1千小时)、无需预热、不含汞更环保,但设备投资更高。
优势:固化速度极快(1~10秒)、能耗极低、VOCs排放近零、设备占地最小、室温作业无热损伤。局限:只能用UV专用涂料(成本通常比普通涂料高20%~50%)、对不透光基材的阴影区固化困难、有色涂层(深色/含颜料)可能阻碍紫外线穿透。典型应用:手机/电脑外壳、木地板UV漆、印刷包装、汽车塑料件、光纤涂覆。
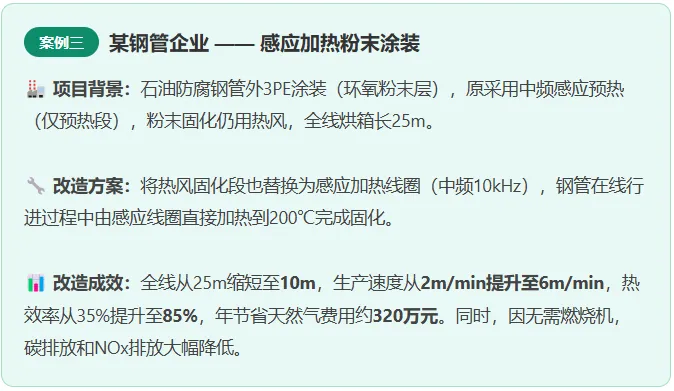
3.4 感应加热 —— 金属涂装的高效之选
感应加热的频率选择很关键:高频(50~400kHz)适合薄壁小件,中频(1~10kHz)适合管道型材,低频(50~400Hz)适合大型厚壁件。对于粉末涂料的熔融流平阶段,感应加热可让金属快速达到200℃促进流平,再利用余热完成固化。
优势:热效率极高(80%~90%)、只加热金属不加热空气、升温速度极快、无明火无废气。局限:仅限金属基材、设备投资高、对非金属镶嵌件有兼容性问题、不同金属(钢/铝/铜)的感应效率差异大。典型应用:钢管/钢卷粉末涂装、铝型材固化、金属罐内涂、钢带连续涂装线。
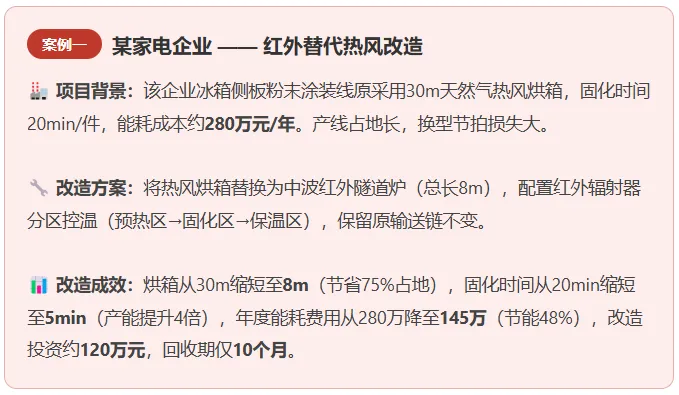
四、典型案例
五、组合加热方案
实际工程中,"单一加热方式"往往不是最优解。越来越多的产线采用组合加热方案,发挥各自优势:
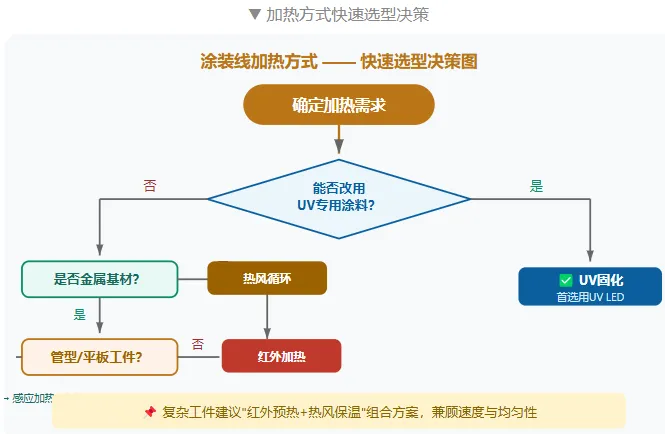
? 设计要点:组合方案的核心是"各取所长"。例如粉末涂装中,先用红外快速将涂层加热到熔融温度(约150℃),再进入短段热风箱保温固化,比纯热风方案可缩短烘箱40%~60%,能耗降低30%以上。
▼ 加热方式快速选型决策
?温馨提示:本文内容仅供交流学习,所述技术方案与数据基于行业公开信息整理,仅供参考。涂装生产线加热系统的设计涉及安全规范、环保排放、防爆要求等多方面考量,具体实施方案需根据涂料体系、工件特征和车间条件,咨询专业涂装设备厂家。涂装线的加热方式选择没有标准答案,只有"最匹配"。理解每种方式的工作原理和边界条件,结合自身产品的涂料体系、工件形态和产能规划,才能做出经济高效的技术决策。关注我们,获取更多涂装技术与工艺解析。
-END-


