水泥生产作为高能耗产业,烧成熟料主要以煤炭等石化燃料为主,随着煤炭等石化能源资源的日趋减少,寻找可替代燃料尤为迫切。本文以桃江南方水泥替代燃料项目为例,介绍以废弃纺织物替代窑尾分解炉用煤作为水泥熟料煅烧燃料的应用情况。结果表明使用替代燃料使用量为12.5t/h,窑尾分解炉用煤量减少7.4t/h,窑尾分解炉用煤量替代比为37.4%,替代燃料热量替代率为85.2%。对整体窑况稳定性影响都在可控范围内。
关键词:废纺;替代燃料;关键设备;替代率
作者单位:湖南省建筑材料研究设计院有限公司
0 引言
近年来,随着煤炭价格的飙升和电价市场化,导致了水泥生产成本大幅上升,这些都给水泥企业带来了巨大的生产压力。随着“双碳”目标的提出,以及其升级为国家战略,水泥行业更面临着巨大的环保压力。减少化石燃料的使用,降低碳排放,这些都成为了水泥企业必须面对和解决的问题。而水泥行业作为碳排放大户,在这些新形势下,技术创新的重要性也不言而喻。因此,通过采用替代燃料技术,如利用废纺和生物质燃料等,能够显著降低对煤炭等传统化石燃料的依赖,从而有效减少二氧化碳等温室气体的排放,对环境保护具有重大意义,也将使水泥业更加环保和节能。
从长期来看,替代燃料技术的应用有助于水泥企业降低生产成本。随着传统能源价格的上涨和环保要求的提高,使用替代燃料可以节省燃料费用,并享受相关政策补贴和税收优惠,从而提高企业的经济效益和竞争力,可谓一举多得。
废纺热值高、相对容易燃烧干净,是品质较好的一种替代燃料,但废纺作为替代燃料在水泥生产线上使用过程中也遇到了诸多问题,具体如下:
粉尘燃爆:有的替代燃料为粉状,如热解炭黑等。有的替代燃料粉尘为飘絮状,如废纺,水泥行业现有的布袋除尘很难对该类有机、轻质粉尘进行捕捉,脉冲反吹风清洗布袋时,这类灰尘又会漂浮于烟气中,燃爆风险较大。
自燃:替代燃料在堆积存储过程中,若存储不当会导致热量积聚发生自燃,国内不少企业都曾出现过该问题。
异味:一些替代燃料在存储过程中会散发异味,对职工健康及周边环境有不利影响。
设备风险:替代燃料的预处理加工环节较为复杂,设备众多,设备设施需有充足的安全防护设施,工人应加强安全操作培训。
入窑回火:替代燃料在入窑使用过程中,有发生回火燃烧的风险,可能对输送、预处理等生产设施造成损害。入窑环节需有回火阻断措施及应急消防设施。
针对废纺作为替代燃料在水泥生产线上使用过程遇到的粒径出料不均、含杂较多、物料缠绕、物料易燃及设备等问题,采取设计优化,加强原料材料粒径及使用管控,有利于严格控制设备质量及设备关键部位定期维护,其不仅降低了运行能耗,提高了产线效率,更保障了生产安全。
1 替代燃料种类
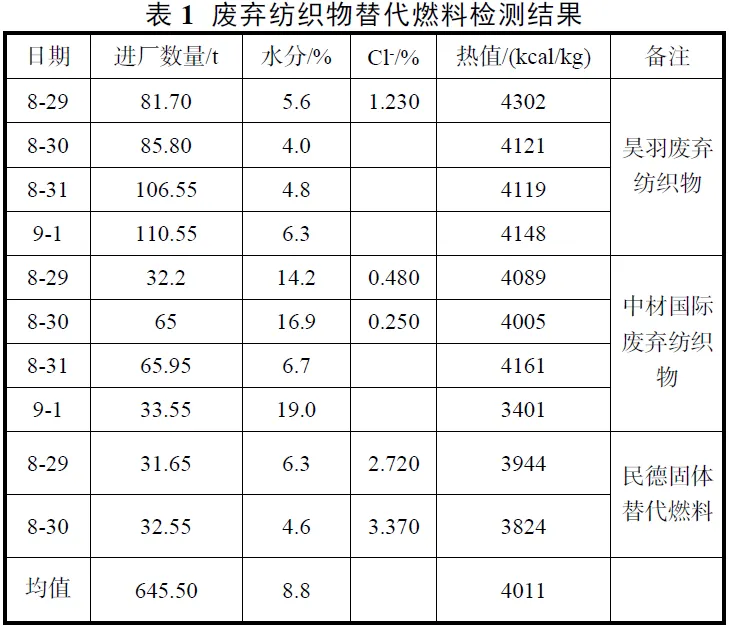
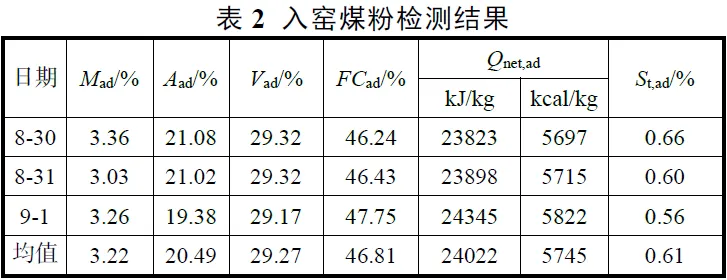
本项目替代燃料处置系统的替代燃料种类以废弃纺织物为主,见图1、表1、表2。

2 工艺技术路线
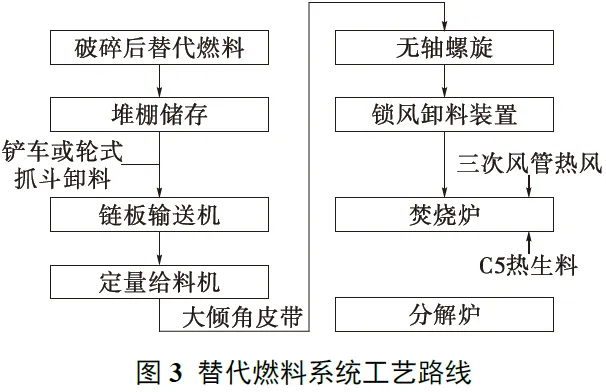
桃江南方替代燃料节能降碳改造项目,其设计替代燃料处理能力为300t/d,该系统利用现有窑尾空地区域建设12×36m矩形封闭式替代燃料堆棚,成品替代燃料经行车抓斗上料至板式给料机,再经定量给料秤计量,由大倾角皮带输送至预热器框架入窑处置平台,经无轴螺旋输送机输送入至外置炉,炉内焚烧后烟气和残渣均直接进入分解炉,无轴螺旋输送机和外置炉之间配置多级锁风,以控制入炉冷风量和预防火灾隐患。
同时,从三次风管引热风进入HNTR外置炉,以加速替代燃料的燃烧过程。并通过C5分料至HNTR外置炉,以实现稳定控制炉温的目的。替代燃料工艺路线见图3,系统设备配置见表3。

3 废纺作替代燃料的问题及处理
3.1 替代燃料粉尘及消防问题
本工程替代燃料项目总建筑面积576.56m2,耐火等级为二级。根据规范要求,本工程消防给水均利用厂区已建室内外消防给水水源供水。本工程灭火器配置场所的火灾种类为A类,火灾危险等级为工业中危险等级,在皮带输送廊道设置手提式干粉灭火器(磷酸氨盐)灭火器(MF/ABC3)。同时结合替代燃料特性,增加堆棚顶部喷淋管及预热器替代燃料输送喷淋管系统。
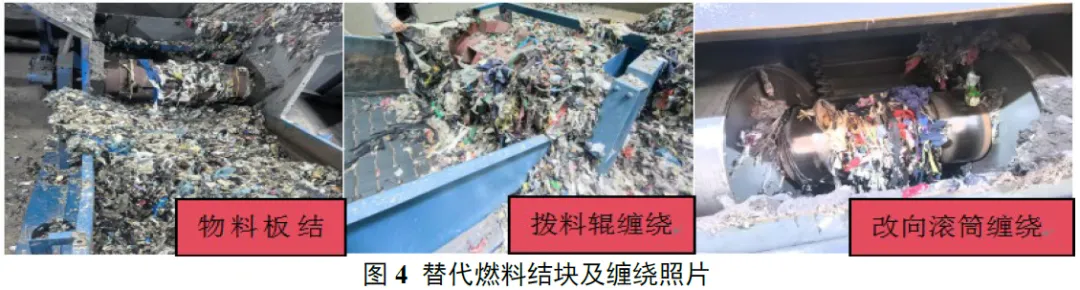
3.2 进厂物料粒径及缠绕问题
3.3 关键设备问题
3.3.1 板式给料机及定量给料秤
针对板式给料机及定量给料秤运行过程中出现的问题,板式给料机和定量给料秤的运行速度不匹配,定量给料秤速度慢,秤上料层不能有效控制,板式给料机出料口至定量给料秤容易集料压死。
通过现场观察发现板式给料机(速比:152.9)运行速度快,导致物料在定量给料秤上堆积,发生堵料现象,通过降低板式给料机运行速度,又出现电机发热跳停问题。
故采取措施,更换板式给料机减速机(速比:314),在板式给料机出口在定量给料秤上增加了一组传感器,修改电器柜控制程序,通过两组传感器来分别控制板式给料机和定量给料秤的速度。
3.3.2 物料转运抛料问题
大粒径物料在转运过程中出现的抛料问题,其主要是通过严格控制替代燃料进厂粒径<100mm。但鉴于替代燃料来源及特性的多样性,物料中存在大颗粒及板结物料的情况,该系统运行过程中出现了定量给料秤至大倾角皮带机下料及皮带机出口至无轴铰刀出现抛料问题。
针对定量给料秤至大倾角皮带机下料出现的抛料问题采取三道梯队式柔性挡料及两侧档皮挡料的方式,大大解决了下料抛料问题;皮带机出口至无轴铰刀出现抛料问题主要是由于物料粘结在回程皮带上带回所致,通过采取扩宽皮带机出口及加档皮的方式,得到了较好的解决抛料问题。

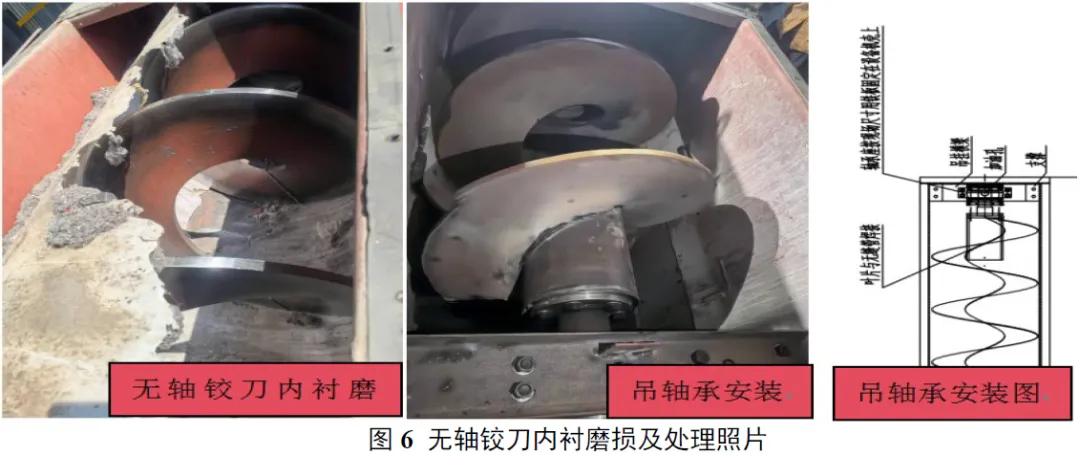
3.3.3 无轴铰刀内衬磨损问题
该系统从皮带机至物料进炉前输送设备,从废纺物料具有缠绕和粘结性、回火及密封性等角度综合考虑采用无轴铰刀,因替代燃料种类繁杂及其含有杂质,导致物料在输送过程中与无轴铰刀内部耐磨衬板发生磨损,致使在无轴铰刀长度方向上叶片不在同一水平面,加剧设备运行风险。针对出现无轴铰刀内存磨损的问题,采取在无轴铰刀出口增加一套可自动调心的吊轴承来补正。
3.3.4 回转下料器卡料问题
该系统替代燃料入炉锁风装置根据现场实际安装空间及物料特性采用回转下料器强制给料。该系统替代燃料以废纺为主,废纺物料具有缠绕和粘结性,在使用初期发生了物料卡料问题,经过综合分析,发现回转下料器叶轮与壳体间隙为3mm,遇到替代燃料中含有杂质及板结或成团物料时,就会出现卡料现象。
根据现场替代燃料实际情况,采取更换回转下料器叶轮,并控制叶轮与壳体间隙为25mm,叶轮上采用白色硅胶压板可调整间隙大小,同时也保证了锁风效果。

3.4 废纺作为替代燃料使用效果
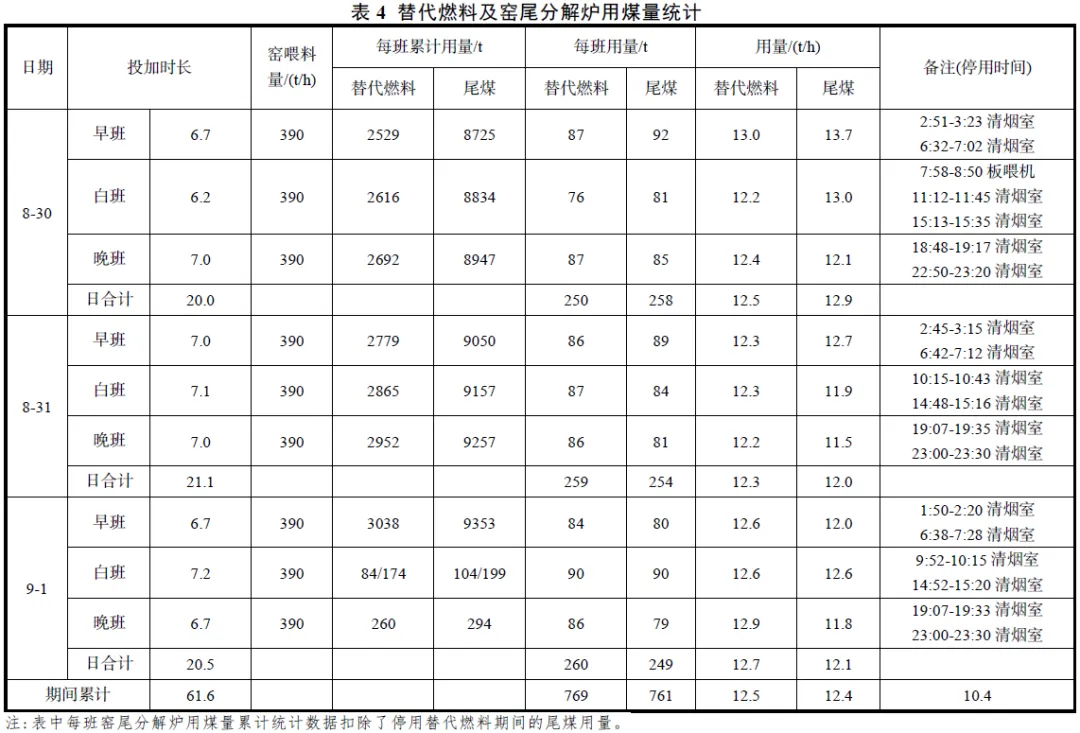
3.4.1 使用替代燃料时替代燃料及窑尾分解炉用煤量统计
本次替代燃料系统改造项目要求,替代燃料处置能力≥300t/d,即12.5t/h,2024年8月30日00:00至2024年9月1日24:00统计替代燃料系统和窑系统运行数据,期间系统替代燃料及窑尾分解炉用煤量统计见表4,期间累计时长为72h,扣除烧成系统清理烟室总时长10.4h,即投入替代燃料使用时长是61.6h,累计消耗替代燃料769t,即替代燃料每天使用量为256.3t/d,替代燃料每小时使用量为12.5t/h,窑尾分解炉总用煤量为761t,即窑尾分解炉每小时使用量为12.4t/h。均满足合同要求。
现场噪音、现场安全设施、施工组织等达到《水泥企业安全标准化(一级)验收条件》,均符合合同要求,且一定程度上优于合同要求。在本项目连续72h运行,替代燃料上料、输送系统及HNTR外置炉系统均运行稳定、可靠。且在使用替代燃料期间,对窑系统工艺参数影响较小,且均在可控范围内。
3.4.2 窑系统工艺参数
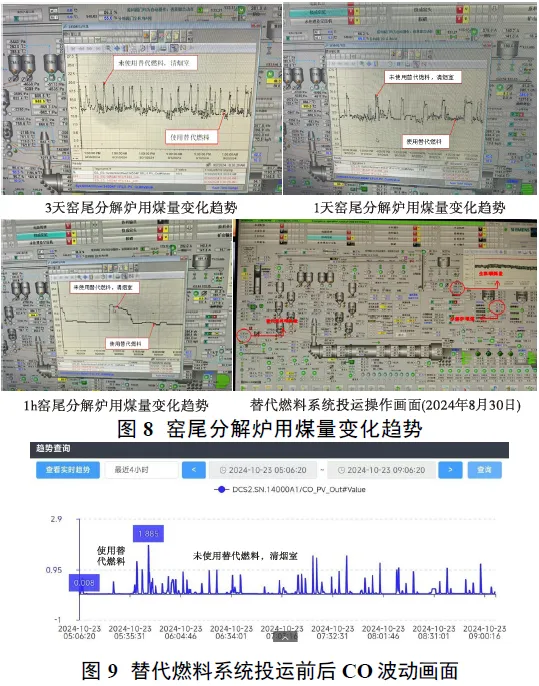
该系统废纺替代燃料使用量均值为12.5t/h左右。对比替代燃料使用前后,窑系统相关工艺参数见表5,从中控操作画面调取3天、1天和1小时窑尾分解炉用煤量变化趋势见图8、图9,从这3张图能够较为直观的看到使用替代燃料前后窑尾分解炉用煤量变化趋势。

数据显示:
(1)窑台时产量:使用废纺前后,生产线生料喂料量下降10t/h,高温风机转速增加1Hz,通过对窑系统参数调整,替代燃料投加期间对整体窑况稳定性没有影响。
(2)窑尾分解炉喂煤量:使用废纺前后,从使用前约19.8t/h下降至12.4t/h,降幅达37.4%。
(3)NOx和CO排放:由于废纺粒径约100mm,进入分解炉燃烧氧气需求量增加,存在部分大块燃烧不充分现象,所以系统高温风机转速比投运前上升1r/min;同时分解炉内产生还原气氛,C1筒出口NOx较投运前无明显变化,C1筒出口CO较投运前波动较大(见图11)。
(4)根据运行期间的现场观察,分解炉分解率由平均94%上升至95%,C1出口温度较投用前稍有升高。
(5)替代燃料使用期间,分解炉、六级锥部及下料管结皮及外部温度较前期变化不大。
(6)通过对进厂替代燃料中氯离子的控制(要求控制在0.8以内),从熟料氯离子检测结果看,出窑熟料氯离子都在合格范围内。
(7)使用废纺后,随着一级出口温度的提高,吨熟料发电量提高了1.3kWh。
总之,通过本次废纺替代燃料使用,在工艺操作方面,C1出口CO浓度上升,废纺燃料不完全燃烧,用风量增大,对其他工艺参数影响较小,窑系统在可控范围内。在熟料质量方面,废纺燃料中灰分含量较小,对熟料质量无影响。
3.4.3 废纺替代比及热量替代率
替代燃料和窑尾分解炉用煤量生产数据情况对比见下表6,使用替代燃料时,替代燃料使用量为12.5t/h,尾煤用量为12.4t/h;未使用替代燃料时,窑尾分解炉用煤量为19.8t/h,窑尾分解炉用煤量减少7.4t/h。此时,窑尾分解炉喂煤替代率为37.4%,总替代率为23.2%,按照煤粉低位发热量进行换算,1.69t废纺燃料可以替代1t煤,此时替代燃料热利用率为84.8%。

3.4.4 熟料物理性能对比
废纺替代燃料系统投入后,对熟料性能的影响,出窑熟料化学分析对比详见表7,出窑熟料物理检验对比详见表8。
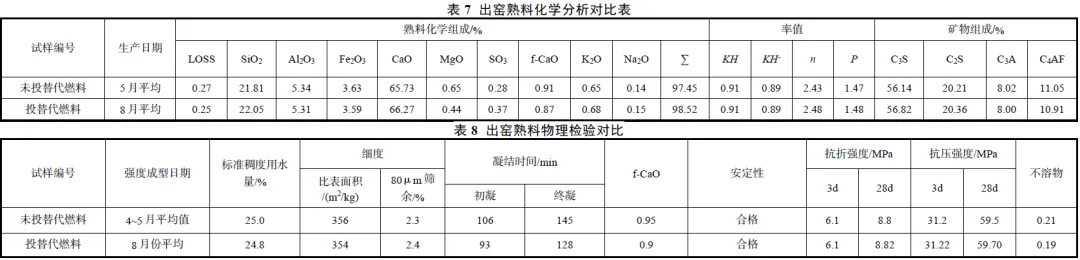
数据显示:使用废纺后的熟料凝结时间变化,其他数据指标无明显变化。
4 展望
本次替代燃料项目改造使用效果,在工艺操作方面,C1出口CO浓度存在波动,废纺燃料不完全燃烧,用风量增大,对其他工艺参数影响较小,窑系统在可控范围内。在熟料质量方面,废纺燃料中灰分含量较小,对熟料质量无影响。在经济效益方面,使用替代燃料使用量为12.5t/h,窑尾分解炉用煤量减少7.4t/h,窑尾分解炉喂煤量替代比例为37.4%,系统总替代率为23.2%,按照煤粉低位发热量进行换算,1.69t废纺燃料可以替代1t煤,热利用率达到84.8%;社会效益方面,按照《中国水泥生产企业温室气体排放核算方法与报告指南(试行)》公布的1kg标准煤燃烧转化2.6kgCO2的标准转化关系进行计算,在不考虑生产线电耗影响的前提下,该系统替代燃料用量9万t/年(年按300天考虑),可等量替换原煤5.3万吨每年(标煤量4.4万吨),年减排11.4万吨CO2。
中国水泥行业在未来的发展中仍面临着许多挑战的机遇。而积极使用替代燃料、推进绿色低碳转型的水泥企业,能够提升自身的环保形象和市场竞争力。在消费者日益关注环保问题的今天,只有不断改革和创新,才能使企业成为赢得市场的重要优势。目前随着全球对可持续发展和环境保护的重视程度不断提高,替代燃料技术在水泥行业的应用前景广阔。未来,随着技术的不断进步和政策的持续推动,替代燃料将在水泥生产中发挥更加重要的作用,为实现碳达峰、碳中和目标贡献力量。同时,这也将促进水泥行业的转型升级和高质量发展,推动构建绿色低碳的循环经济体系。


推 荐 阅 读