

您看此文已用
 ·
·
 秒,转发只需1秒呦~
秒,转发只需1秒呦~
机械工程文萃-1-2026年05月10日星期日
--正文--
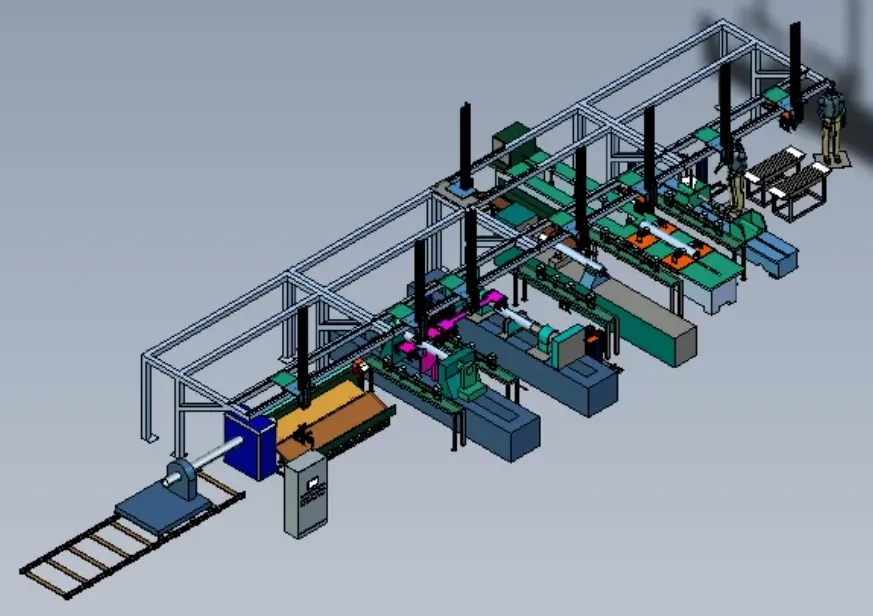
锂电生产线是典型的非标自动化设备,其设计核心在于高精度、高速度和高稳定性。
锂电池的生产流程非常长,通常可以分为三大核心工段:前段(极片制作)、中段(电芯装配)和后段(化成封装)。
⚙️ 前段:极片制作(决定电池性能的基础)
这一阶段的核心是将原材料加工成合格的正负极片。
匀浆/搅拌设备:
使用行星式或双行星搅拌机,将活性物质(如磷酸铁锂、石墨)、导电剂和粘结剂均匀混合成浆料。
涂布机:
这是前段的“心脏”。
通过狭缝挤压式涂布头,将浆料高精度、均匀地涂覆在金属箔(正极用铝箔,负极用铜箔)上,随后经过干燥箱烘干。
辊压机:
通过高压轧辊将烘干后的极片压实,达到目标压实密度,直接影响电池的能量密度。
机械设计重点:
辊压机需要配备激光测厚仪,与液压系统形成闭环控制,实时调整辊压压力,确保极片纵向和横向的厚度高度一致。
分切/模切机:
将宽幅的极片分切成电芯所需的宽度,并模切出极耳。
目前激光模切是主流趋势,因为它精度高、无模具磨损且边缘毛刺极少。
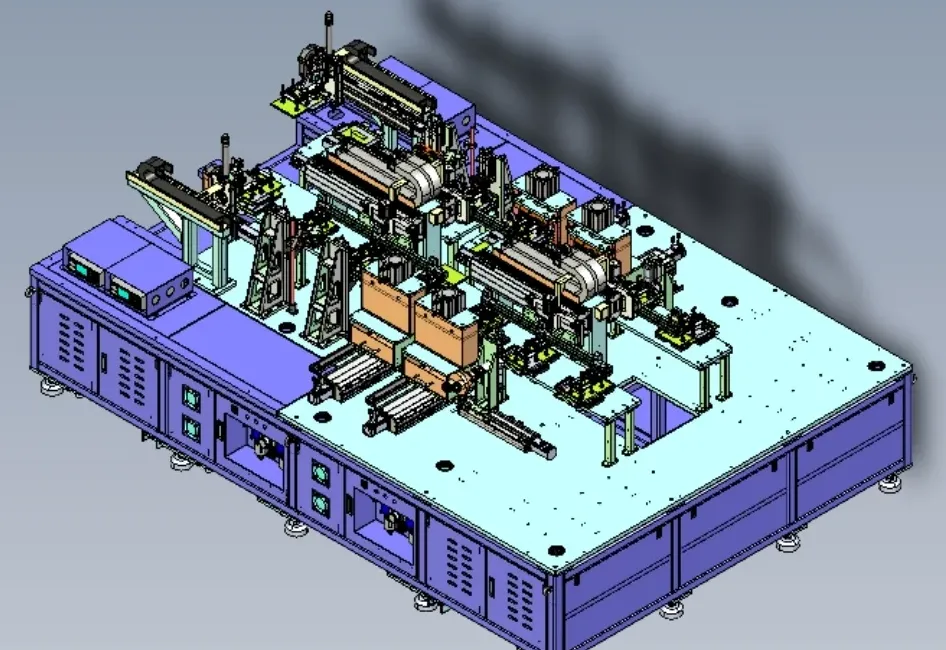
? 中段:电芯装配(机械设计与自动化的集大成者)
这是机械结构最复杂、自动化程度最高的环节,根据电池形态(圆柱、方形、软包)有所不同。
卷绕机 / 叠片机:
卷绕机(圆柱/方形):将正极片、负极片和隔膜按照特定张力精确卷绕成电芯。
叠片机(软包/方形):将正负极片和隔膜像“Z”字形或堆叠一样交替叠放。
机械设计重点:必须采用高精度的张力控制系统(如PID算法结合张力传感器)和纠偏系统,防止极片在高速运动中起皱或错位。
入壳与极耳焊接:
将卷绕或叠好的电芯装入金属壳体(圆柱/方形)或铝塑膜(软包),并通过超声波或激光焊接将极耳与连接片牢固焊接。
滚槽机(圆柱电池特有):
在圆柱电池钢壳口部滚出一道凹槽,为后续的封口做准备。
机械设计重点:滚槽机通常采用旋转分度盘设计,多个滚槽工位均匀分布。通过公转电机带动整体旋转,自转电机带动电池壳体旋转,滚刀做径向进给运动完成加工。
注液机:
在真空环境下,将电解液精准注入电芯内部。
? 后段:化成与封装(激活与检测)
化成与分容设备:
本质上是一套庞大的精密充放电测试系统。
对新电池进行首次激活充电(形成SEI膜),并测试其容量和内阻,筛选出不合格品。
封装设备:
包括顶盖焊接、封口、清洗、套膜以及最终的装盒。
? 锂电生产线机械设计的核心趋势
1. 模块化与柔性化设计:
为了适应不同尺寸、不同型号电池的快速切换,设备设计趋向模块化。
通过更换少量模块即可调整生产线,满足多品种、小批量的柔性生产需求。
2. 智能化闭环控制:
现代锂电设备不再是单纯的机械动作执行。
例如,辊压机通过激光测厚实时反馈调整压力;卷绕机通过机器视觉实时监测并校正卷绕偏移。
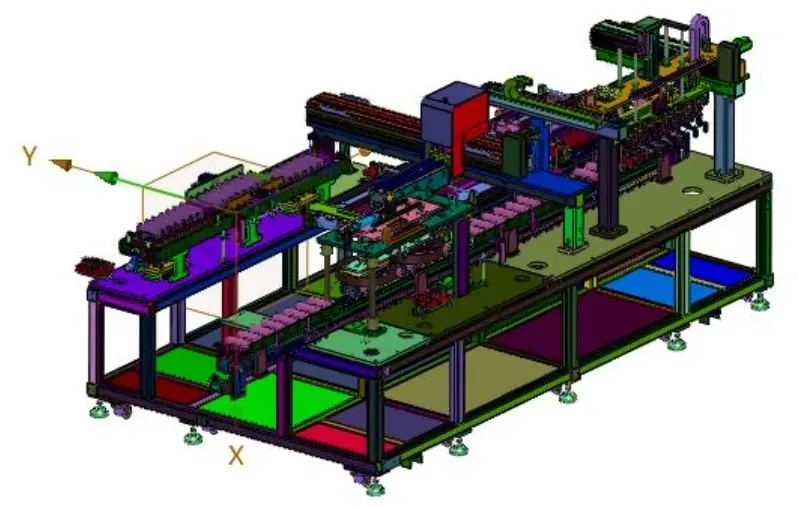
3. 高精度机械手的应用:
在电芯的转运、入壳、焊接等工位,大量使用多轴机械手(如基于ARM+运动控制芯片的四轴控制器),配合激光传感器搜索,实现零部件的精确定位与快速抓取。
4. 除尘与异物控制:
金属粉尘是锂电池的大敌。因此,在分切、模切、滚槽等容易产生粉尘的工序,设备必须集成高效的除尘除铁装置(如集尘器、毛刷、磁铁等)。
锂电生产线的设计是一个融合了机械工程、电气控制、材料科学和计算机算法的跨学科系统工程,对设备的重复定位精度、运行节拍(PPM)以及生产环境的洁净度都有着极高的要求。
锂电池电芯处理生产线链接: https://pan.baidu.com/s/1AuFDmNIqMZVlro9NoJU6tQ 提取码: bqhb


推荐视频

END
声明:部分内容来源于网络,仅供学习、交流。版权归原作者所有。如有不妥,请联系删除。


觉得文章不错,就点个在看吧
