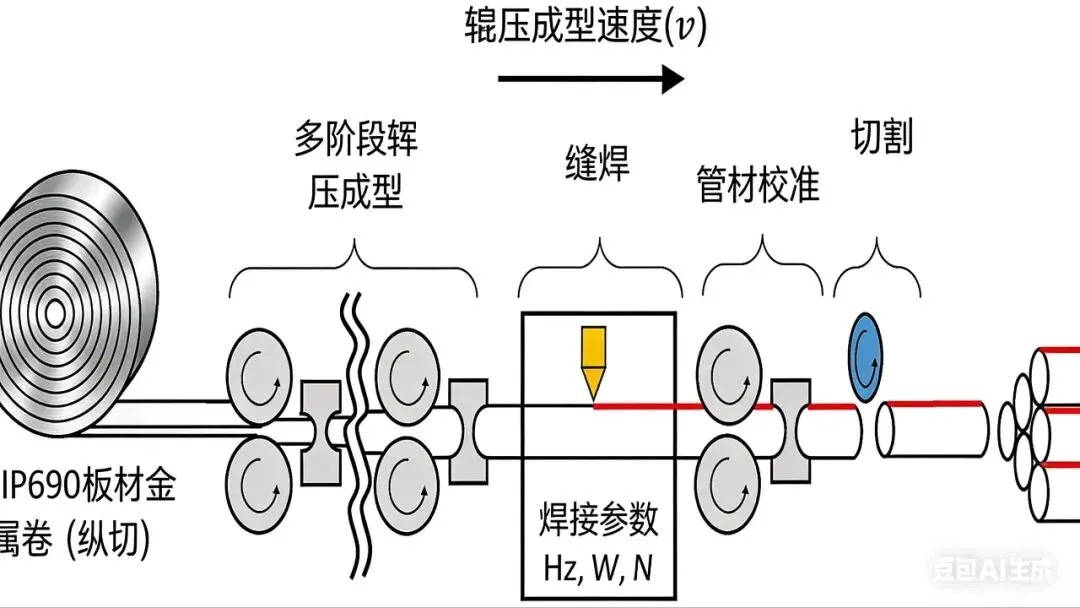
一条典型的无缝钢管焊接生产线主要由 开卷展平、成型、焊接、精整定径 四大核心工艺模块构成,并辅以 强大的电气控制和辅助系统。其生产流程为:开卷 → 展平 → (头尾对焊)→ 多道次成型 → 高频焊接 → 去毛刺 → 冷却 → 定径 → 矫直 → 定尺切割。



一条典型的无缝钢管焊接生产线主要由 开卷展平、成型、焊接、精整定径 四大核心工艺模块构成,并辅以 强大的电气控制和辅助系统。其生产流程为:开卷 → 展平 → (头尾对焊)→ 多道次成型 → 高频焊接 → 去毛刺 → 冷却 → 定径 → 矫直 → 定尺切割。
