


EQUIPMENT
汽车制动鼓喷涂烘干生产线
AUTOMOTIVE BRAKE DRUM SPRAYING AND DRYING PRODUCTION LINE
设备图例 EQUIPMENT LEGEND
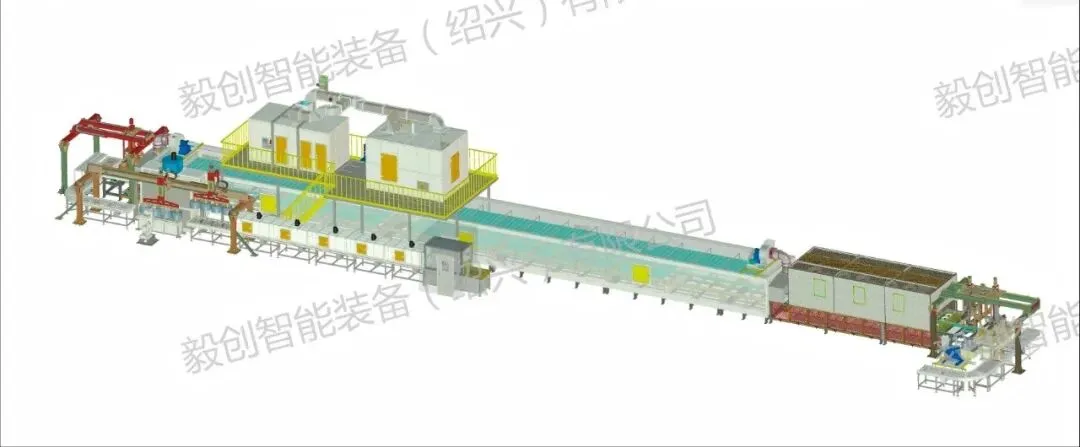
设备实图EQUIPMENT ACTUAL DIAGRAM








案例客户:山东康迈 山西汤荣 山西诚荣 河南恒久 山东临港
技术参数
1. 用途:汽车制动鼓的喷涂烘干及防锈工艺;(支持外表面喷涂及内腔防锈);
Application: Process of Spraying, Drying and Rust Prevention for Automotive Brake Drums (Supporting External Surface Spraying & Inner Cavity Anti-corrosion Treatment);
2. 设备占地面积:L45.0m×W8.0m×H4.5m;(可根据实际厂房条件设计方案);
Equipment floor area: L45.0m×W8.0m×H4.5m;(design scheme according to actual plant conditions);
3. 设备总功率:200KW (预热采用电加热,油漆固化加热采用天然气);
Total equipment power: 200KW (Preheating is realized by electric heating, while natural gas is adopted for heating during paint curing.);
4. 产能设计:4件/分钟;
Capacity design: 4 pieces/min;
5. 加热方式:电+天然气加热;
Heating method: electricity + natural gas heating;
工艺流程
上料→工件预热→对中定位→移载→机械人自动喷漆(四工位喷漆)→自动移载进炉→流平→烘烤→冷却→制动鼓内部喷防锈油→滴油→人工下件。
Loading → Workpiece Preheating →
Centering & Positioning → Transfer →
Automatic Robot Spraying (Four-Station Spraying) → Automatic Transfer into Oven → Flash-off → Baking & Curing → Cooling →
Inner Anti-rust Oil Spraying for Brake Drum →
Oil Draining → Manual Unloading
设备组成
制动鼓自动定位对中设备;
制动鼓喷漆;
移载设备;
自动烘干线设备;
制动鼓喷油线设备;
集中电气控制系统;
Automatic centering and positioning equipment for brake drums;
brake drum spraying;
transferring equipment;
automatic drying curing line;
brake drum inner anti-rust oil spraying line ;
centralized electrical control system.
设备说明1
喷涂工艺说明Spraying Process Description
自动喷漆烘干工艺流程:工件预热完毕后由移载机抓取到自动喷漆旋转工位→机器人自动喷漆→自动移载把喷好的工件移载到单通道接驳线→制动鼓内撑定位→双轴移载机移载到烘干线上件区→自动烘干→冷却→移载→自动喷油旋转工位喷油→喷油后移载到接驳滚筒线→进入下一个工序;
Automatic Spraying & Drying Process Flow
After workpiece preheating is completed, the workpiece is picked up by the transfer machine and conveyed to the rotary station for automatic spraying, then sprayed automatically by the robot. The finished workpieces are automatically transferred onto the single-channel connecting line, followed by internal expanding positioning for brake drums. The two-axis transfer machine transports workpieces to the loading area of the drying line for automatic drying treatment, cooling and subsequent transfer. Afterwards, workpieces are sent to the rotary station for automatic anti-rust oil spraying. After oil spraying, they are transferred to the roller connecting line and delivered to the subsequent working procedure.
制动鼓采用独方双Z轴设计,对四个制动鼓进行自动抓取平移到喷漆工位和自动抓取进烘干炉上件端,保证效率;
自动喷漆采用ABB IRB52喷涂防爆机器人配套长枪和短枪进行喷涂工艺;
长枪喷涂制动鼓法兰面及止口分界面,去掉传统遮蔽工装,增加效率节约成本;
短枪配置1.8口径自动喷枪,对制动鼓其他部位进行全流量快速喷涂,提高喷涂效率;
制动鼓旋转工作台采用公司专利工件卡盘设计,卡爪适应工件内径尺寸350mm到450mm;不换工装设计,桁架夹爪适应工件内径尺寸180mm到330mm;
The equipment adopts an independent dual-Z-axis design for brake drums, which can automatically grab and translate four brake drums to the spraying station, as well as automatically grab and feed them to the loading end of the drying oven to guarantee production efficiency.
Automatic painting adopts ABB IRB52 explosion-proof painting robot equipped with long and short spray guns for coating processes. The long spray gun is used to coat the flange face and parting line of the brake drum bore, eliminating traditional masking tooling to improve production efficiency and cut costs. The short spray gun is fitted with an automatic spray gun of 1.8 mm nozzle diameter, which delivers full-flow rapid coating on the remaining areas of the brake drum to boost painting productivity.
The rotary worktable for brake drums adopts the company’s patented workpiece chuck structure. The jaws are adaptable to inner diameters ranging from 350 mm to 450 mm, Tooling-free change design,while the truss gripper fits workpiece inner diameters between 180 mm and 330 mm.
设备说明2
固化及冷却工艺Curing and Cooling Process
烘干线采用板链式输送方式来承载工作,烤漆烘干炉加热系统采用50万大卡利雅路RS68 E ULX系列低氮燃烧机组(氮氧化物排放能够低于 40mg/Nm3)间接加热+热风循环加热设计,炉温:常温到120℃(连续可调),烘干时间:52.5min变频可调;
强制冷却段采用轴流风机上吹方式对制动鼓表面进行散热设计,可以快速冷却到室温+5℃;
The drying line adopts slat chain conveyor to carry workpieces. The heating system of the paint curing oven is equipped with one Riello RS68 E ULX series low-nitrogen burner unit with a heating capacity of 500,000 kcal. It adopts an indirect heating plus hot air circulation design, with NOₓ emission controlled below 40 mg/Nm³. Oven temperature is continuously adjustable from ambient temperature to 120 ℃, and the drying time is variable via frequency conversion with a setting of 52.5 minutes.
The forced cooling section adopts a top-blow arrangement with axial fans to dissipate heat from the brake drum surface, enabling rapid cooling down to ambient temperature plus 5℃.
设备说明3
喷油线工艺流程:Oil Spraying Line Process Flow
主要针对制动鼓内部制动面喷防锈油和制动鼓法兰面上喷油;制动鼓下端面采用海绵滚涂油设计;喷油前采用非接触式红外测温仪测温
It is mainly used for applying rust preventive oil onto the inner braking surface and flange face of brake drums. The bottom end face of the brake drum adopts sponge roller oil coating structure. A non-contact infrared thermometer is applied for temperature measurement before oil spraying.
接烘干线移载过来的工件(同一型号制动鼓)→移载到四工位旋转喷油区→通过Z轴+R轴喷油机对制动鼓内壁自动喷防锈油→喷油完毕由Z2轴把旋转位的制动鼓平移到接驳滚筒线上;
Workpieces (brake drums of the same model) transferred from the drying line are conveyed to the four-station rotary oil spraying area. The inner wall of each brake drum is automatically coated with anti-rust oil by a Z-axis & R-axis oil spraying machine. After oil spraying is finished, the Z2 axis horizontally shifts the brake drums on the rotary station onto the connecting roller conveyor line.
设备说明4
电气控制系统说明:
电柜:电柜应采用标准电柜,按国家标准接入;
接触器、继电器等低压电器元件采用施耐德品牌产品,PLC、变频器均采用三菱或都西门子产品(IO点和内存至少预留10%);(品牌可选)
电器应有完整的标签,所有电线应有号码管,便于识别;
电缆、桥架、线槽等应按国家标准,动力线和信号线要分开;
可升级载入MESS系统。
Description of electrical control system Electrical cabinet:
Standard electrical cabinet shall be adopted and connected according to national standards;Contactors, relays and other low-voltage electrical components shall be Schneider brand products, PLC and frequency converter shall be Mitsubishi or Siemens products (IO points and memory shall be reserved at least 10%);(brand optional) Electrical appliances shall have complete labels, and all wires shall have number tubes for easy identification;Cable, bridge, trunking, etc. shall be in accordance with national standards, power lines and signal lines shall be separated;Can be upgraded into MESS system.
企业证书ENTERPRISE CERTIFICATE


左右滑动查看图集
经营理念:用科技启创自动化未来!
Create the future of automation with technology!
20年涂装设备设计研发制造经验
刹车盘自动清洗喷涂烘干设备方案解决商

胡经理/Mr.Hu +86 13735828685
李经理/Mr.Li +86 15068791011
邮箱:hzyfcjx@126.com
网址:www.incha.net
地址:浙江省诸暨市浬浦镇中金路22号
ADD:No. 22 Zhongjin Road, Lipu Town, Zhuji City, Zhejiang Province, China
点击
阅读原文
查看更多

