本公司机械加工设备齐全,技术力量雄厚,具有先进的工艺、工装、检测计量手段,整套设备的制作过程具有产品品质的保证和健全的质量保障体系。废旧三元锂电池破碎分选生产线 锂电池惰性气氛热解炉 废旧电池回转式热解窑是常州干燥的主打产品。系统中的主要部件,均是理论与实践相结合,消化、吸收国内外同类产品的技术上精心设计制造的。
??“融合国际先进技术,服务中国干燥行业”是常州干燥的宗旨,“业精于勤、信源于诚”是常州干燥的立业之道,“踏踏实实做人,认认真真做事”是常州干燥的立业之本。136干燥1611煅烧2988?136焙烧1611碳化2988
废旧三元锂电池破碎分选生产线 锂电池惰性气氛热解炉 废旧电池回转式热解窑设计方案
一、项目背景与设计依据
三元锂电池(NCM/NCA)含有镍、钴、锰等高价值战略金属,含量远高于磷酸铁锂电池,因此三元电池的回收具有更高的经济价值。
1.1 设计依据与产业现状
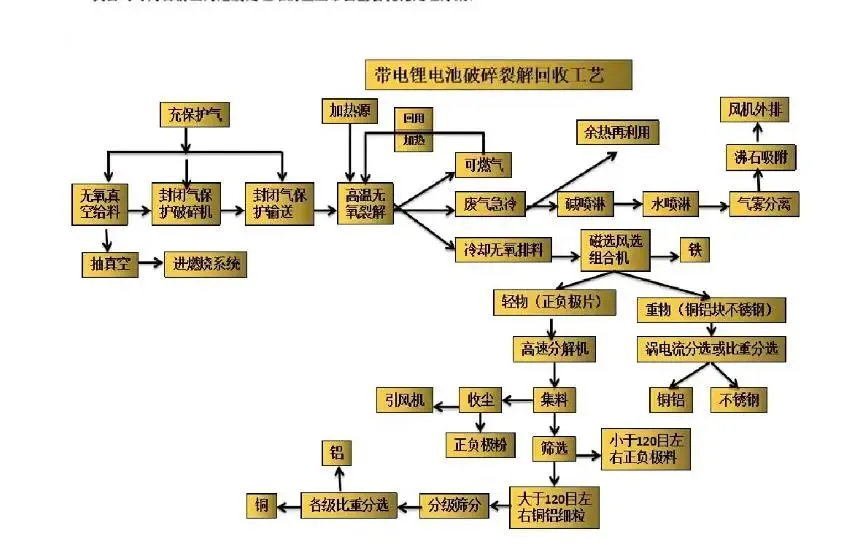
采用"带电破碎+绝氧热解+精细分选"核心工艺体系
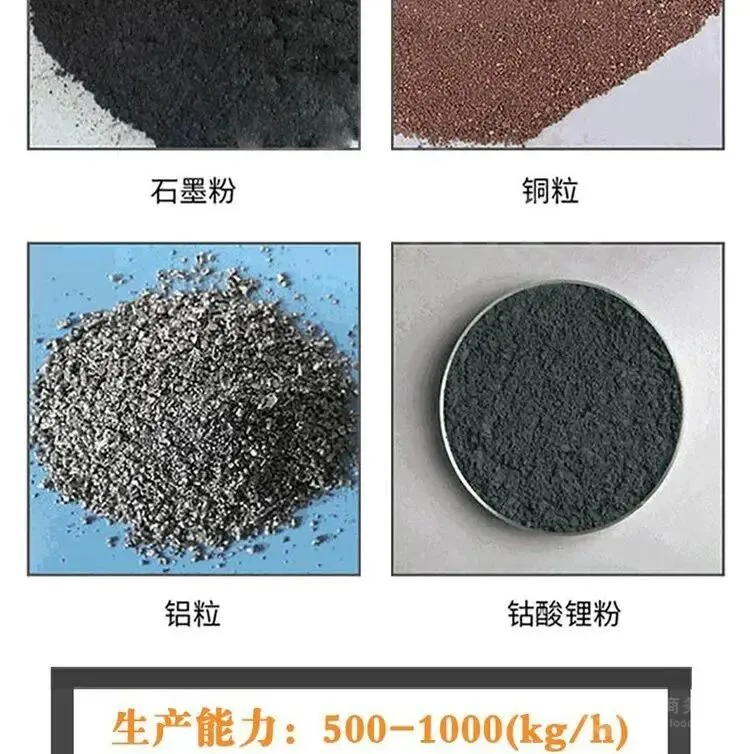
产品纯度均达 99% 以上,综合回收率超 98%
设计支持 5000 吨至 5 万吨/年 的灵活产能配置
二、废旧三元锂电池破碎分选生产线 锂电池惰性气氛热解炉 废旧电池回转式热解窑整体工艺设计
2.1 完整工艺路线
退役三元锂电池 → 上料/拆解 → 带电破碎(氮气保护)→ 绝氧热解
→ 多级破碎 → 筛分分级 → 气流比重分离 → 磁选 → 涡电流分选
→ 黑粉/铜粒/铝粒/铁壳收集 → 尾气净化
2.2 核心工艺创新点
相较于磷酸铁锂产线,三元锂电池产线在以下方面有显著不同:
工艺环节 三元电池特殊性 应对方案
金属价值 含 Ni/Co/Mn 高价值金属 重点回收黑粉中 Ni/Co/Mn 元素
能量密度 电池荷电状态高,带电破碎风险大 氮气保护带电破碎技术
钴元素 Co 元素经济价值最高 精细化分选提高黑粉 Co 品位
安全防护 三元电池热失控温度低(~200℃) 全程惰性气体保护
电解液 电解液含 LiPF₆,遇水释放 HF 绝氧热解+冷凝回收
三、废旧三元锂电池破碎分选生产线 锂电池惰性气氛热解炉 废旧电池回转式热解窑核心设备配置
3.1 设备清单(以 1万吨/年三元电池产线为例)
序号 设备名称 规格型号 数量 功率/参数 功能说明
1 上料输送机 链板式 1套 5.5kW 电池均匀输送
2 撕碎机 双轴剪切式 1台 75kW 粗破至50mm
3 带电破碎机 氮气保护锤式 1台 90kW 带电破碎至10mm
4 绝氧热解炉 外热式回转窑 1台 280kW/400-600℃ 有机物分解、电解液冷凝回收
5 二次破碎机 锤式破碎机 1台 75kW 细碎至1mm
6 振动筛分机 三层振动筛 2台 11kW 分级 0.5/1/3mm
7 气流比重分选机 Z型气流分选 1套 22kW 黑粉与铜铝分离
8 磁选机 永磁式 1台 7.5kW 去除铁杂质
9 涡电流分选机 偏心式 1台 15kW 铜铝有色金属分选
10 脉冲除尘器 DMC-300 1套 22kW 粉尘收集
11 氮气供应系统 PSA制氮机 1套 50Nm³/h 提供惰性保护气氛
12 电解液冷凝回收装置 列管冷凝器 1套 15kW 回收率≥99.2%
13 PLC智能控制系统 西门子S7-1500 1套 — 全线自动化控制
14 尾气净化系统 活性炭+湿法喷淋 1套 18.5kW 达标排放
3.2 关键设备技术参数
3.2.1 带电破碎机(核心设备)
参数 规格
型号 LJ-PS-90
处理能力 1-1.5 t/h
破碎粒度 ≤10mm
电机功率 90kW
破碎方式 锤击+剪切
氮气保护 氧含量≤0.5%
噪音 ≤85dB
防护等级 IP55
材质 304不锈钢/耐磨衬板
3.2.2 绝氧热解炉(核心设备)
参数 规格
型号 LJ-RK-280
窑体规格 Φ1.2×12m
处理能力 800-1200 kg/h
工作温度 400-600℃(可调)
加热方式 外热式电加热
总功率 280kW
转速 0.5-5 r/min(变频调速)
倾角 2-3°
氧含量 ≤0.3%
电解液回收率 ≥99.2%
材质 310S耐热不锈钢
3.2.3 涡电流分选机
参数 规格
型号 LJ-ECS-1000
处理能力 2-4 t/h
磁场强度 ≥1500Gs(可调)
分选粒度 1-10mm
电机功率 15kW
分选纯度 铜≥99%、铝≥99%
四、废旧三元锂电池破碎分选生产线 锂电池惰性气氛热解炉 废旧电池回转式热解窑详细工艺设计
4.1 拆解上料工段
4.1.1 工艺流程
退役电池包 → 人工拆解模组 → 电压检测 → 放电处理 → 单体电池上料
4.1.2 设计要点
安全预处理:对于荷电状态(SOC)超过 30% 的电池,在氮气保护舱内进行放电处理至 SOC≤10%
放电方式:盐水放电(环保型)或低温放电(-20℃冷冻 24h)
拆解方式:人工拆解 + 机械辅助拆解(机器人)
设计产能:考虑冗余,按 1.2 倍设计能力配置
4.2 带电破碎工段
4.2.1 工艺特点
核心工艺:氮气保护下的带电破碎技术,可直接处理未完全放电的电池,避免盐水浸泡带来的二次污染。
4.2.2 关键技术参数
项目 参数
氧含量控制 ≤0.5%
破碎腔体压力 -50~-100 Pa(微负压)
氮气消耗 30-50 Nm³/h
破碎粒度 ≤10mm(粗破)
破碎温度 ≤60℃
火花探测 红外+紫外双探测,响应时间<10ms
应急喷淋 CO₂ 灭火系统
4.2.3 安全防护措施
双重氧含量监测:破碎腔+出料口均安装氧含量传感器
火花探测联动:探测到火花立即启动 CO₂ 灭火和氮气置换
泄爆设计:安装泄爆膜(爆破压力 0.05MPa)
防静电措施:所有设备接地电阻≤4Ω
紧急停机按钮:每个工位均设急停按钮
4.3 绝氧热解工段
4.3.1 热解反应机理
电解液(LiPF₆/EMC/EC/DMC)→ 冷凝回收(≥99.2%)
PVDF 粘结剂 → 炭化分解 + HF 吸收
导电炭黑 → 部分氧化去除
隔膜(PE/PP)→ 高温裂解
氟化物 → CaF₂ 固化
4.3.2 温度梯度控制
窑体区域 温度范围 停留时间 主要反应
进料段 200-300℃ 15-20 min 预热、水分蒸发
中段1 300-400℃ 20-25 min 电解液冷凝、PVDF 分解
中段2 400-500℃ 20-25 min 隔膜裂解、有机物深度分解
出料段500-600℃15-20 min残碳去除、彻底炭化