
5000t/d生产线生料粉磨系统改造方案选择
摘 要:近几年生料辊压机终粉磨系统技术不断发展和主机装备大型化日趋成熟,很多5 000t/d生产线的水泥企业都开始对原料粉磨系统进行改造升级,笔者通过近几年对不同的水泥企业5000t/d生产线原料粉磨系统技改总结,提供三种改造方案可供水泥企业参考。
关键词:双碳;辊压机;指标;电耗
0 导语
水泥企业作为碳排放大户,已成为我国近两年落实“双碳”目标最重要的行业之一。为促进建材行业碳达峰尽快实现,工信部等四部门在2022年末出台《建材行业碳达峰实施方案》,对建材行业绿色低碳转型提出具体目标。按要求,到2025年,水泥熟料单位产品综合能耗水平降低3%以上。在水泥熟料综合电耗中,生料粉磨工序电耗是最大的耗电工序,要降低企业熟料综合电耗指标,就必须对现有落后生料粉磨系统进行改造升级。
1 原有5000t/d生产线原料粉系统配制情况
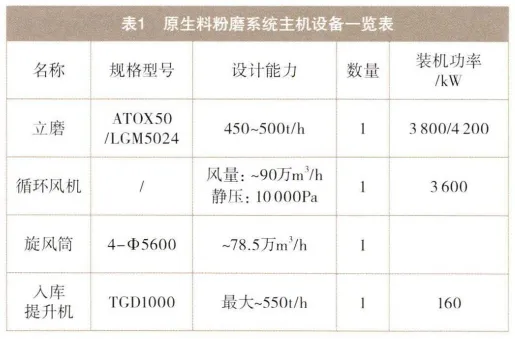
以往5000t/d生产线原料粉磨系统一般采用传统的ATOX50立磨系统或LGM5024立磨系统,系统产量~460t/h,粉磨工序电耗~15kWh/t,成品细度R80μm≤18%,R200μm≤1.6。随着预热器降阻改造后,窑系统产量能达到6500t/d以上。受限于原有生料粉磨系统产量限制,窑系统产能得不到充分发挥,原料粉磨系统做不到避峰生产,且生产维护费用高,生产管理压力相当大。近几年生料辊压机终粉磨系统技术不断发展和主机装备大型化日趋成熟,很多5000t/d生产线的水泥企业都开始对原料粉磨系统进行改造升级,在细度维持不变的情况下,改造后产量稳定在550~600t/h,粉磨工序电耗同比下降0.5~5kWh/t(根据物料的易磨性而定)。笔者依据近几年的改造经验,总结三种常用的改造方案供水泥企业参考。表1为原生料粉磨系统主机设备一览表。
2 改造方案
2.1 改造方案一
2.1.1 辊压机系统全新建改造完成后立系统停用
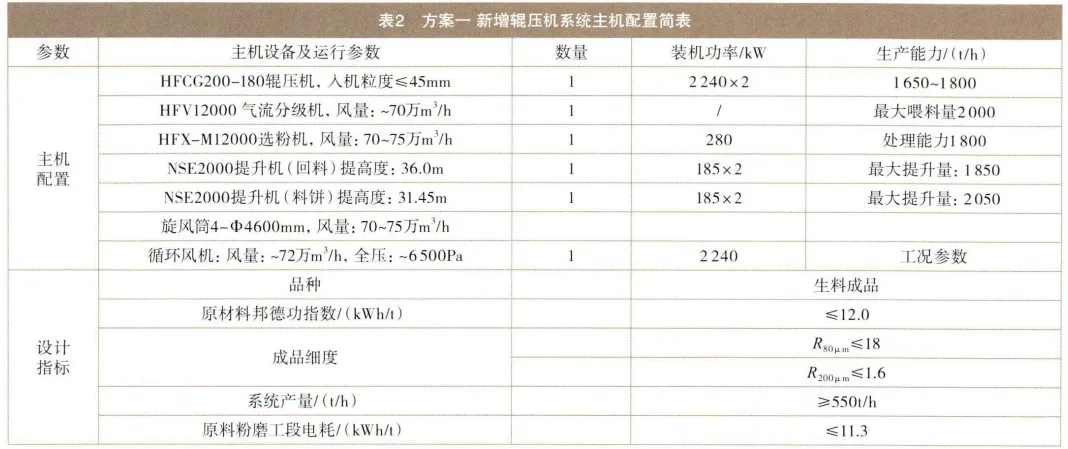
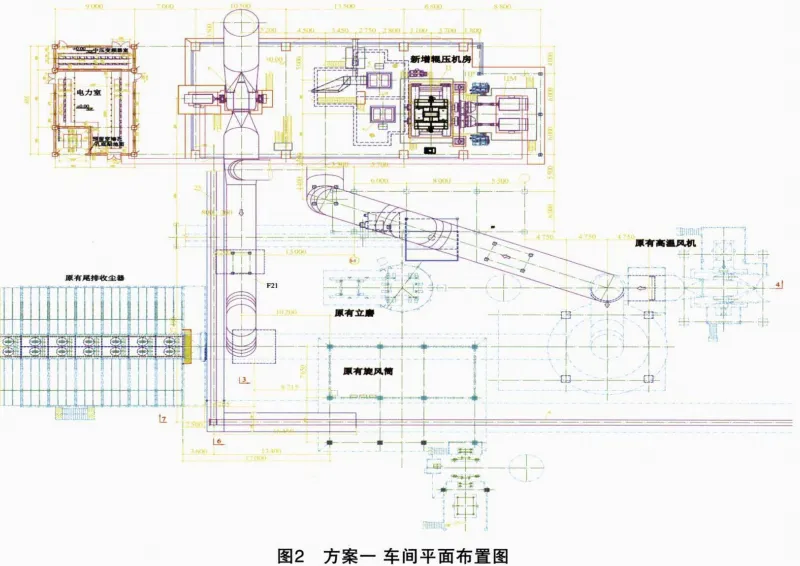
此方案适合原有生料立磨终粉磨系统附近有供技改用的足够大的场地,整个辊压机系统为全新系统(设备非标件全新),新增车间占地16m×39.6m(与原有立磨平行布置)。待新建系统建设完成后,一般需要15~18d的接口时间,主要完成热风管、新、旧系统料路和风路系统的对接,新建辊压机系统投运后,原有立磨系统停止生产,见表2、图1。
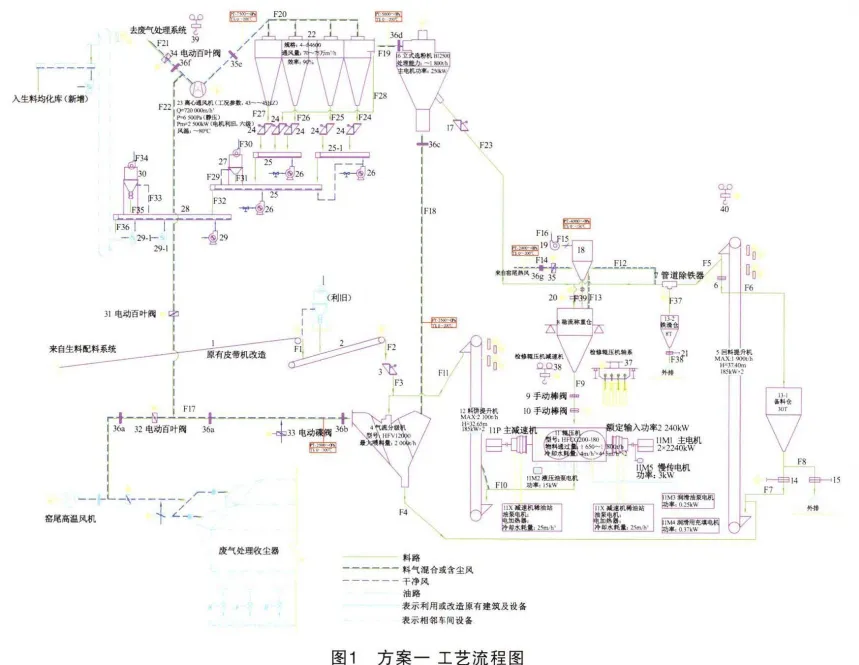
2.1.2 工艺流程简述
(1)料路系统:来自原料配料库的混合原料通过皮带机及新增的转运皮带输送至新建辊压机生料终粉磨系统的气流分级机进料口,新鲜物料汇同辊压机挤压后的物料进入气流分级分选、烘干,经分选后的粗粉通过循环提升机返回辊压机称重仓,称重仓内物料经辊压机再次辊压后,通过提升机喂入静态气流分级机入口,形成一个闭路辊压粉磨系统;出气流分级机的细粉随气流进入高效选粉机,经高效选粉机二次分选,粗粉返回辊压机称重仓,细粉作为成品,随气流进入旋风筒,通过旋风筒收集后,由原有的输送系统送入生料均化库内。
(2)气路系统:整个粉磨系统的烘干热源均由窑尾废气提供,通过新增的热风管将窑尾废气接至新建辊压机生料终粉磨系统V型选粉机内,并在热风管、循环风管及冷风管上均设有电动调节阀门便于调节。热风在V型气流分级机内与循环风一起通过料幕,将物料中的细粉带进到立式选粉机内,并在V型选粉机内对新鲜原料进行烘干,通过旋风筒分离后的含尘气体通过循环风机排出后,小部分作为循环风返回气流分级机参与物料分选,其余大部分排入现有窑尾收尘器,经收尘净化后由风机排入大气。窑尾收尘器收集下来的粉尘利用原有输送系统入生料均化库提升机。具体车间布置见图2。
2.2 改造方案二
2.2.1 改造方案
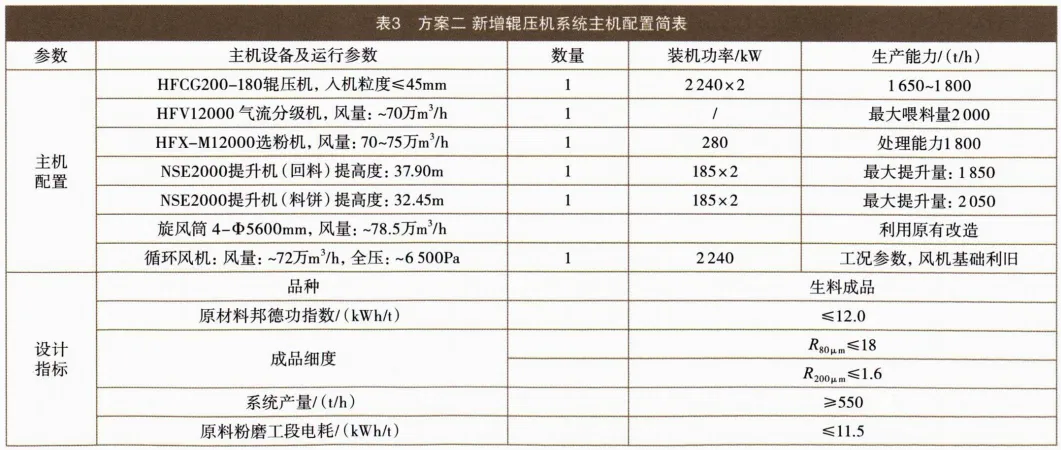
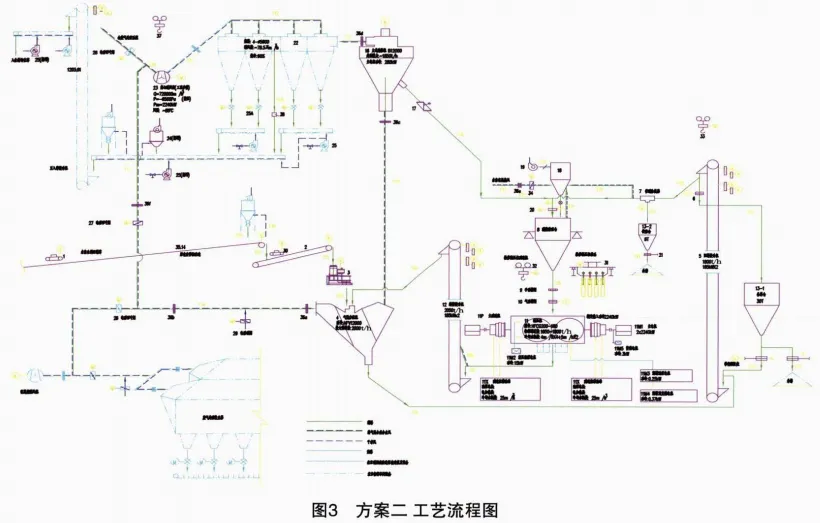
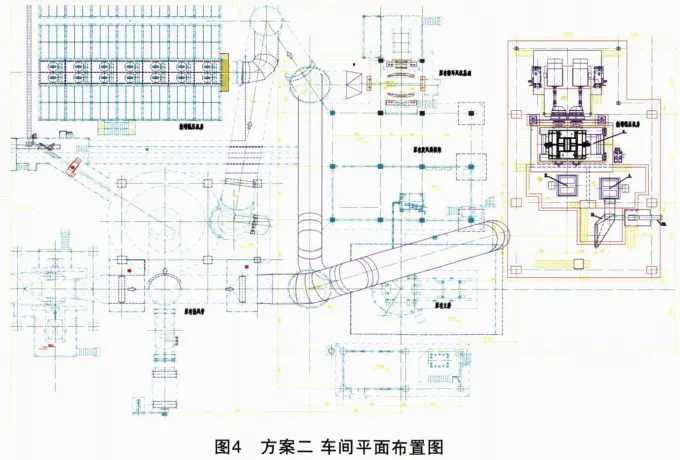
辊压机系统部分新建,利用原有旋风筒和循环风机基础改造,改造完成后立磨系统停用。此方案适合原有生料立磨终粉磨系统附近有供技改用的场地,但场地受限,整个辊压机系统全部新建,新增车间占地16m×29.6m(与原有立磨平行布置)。待新建系统建设完成后,一般需要18~20d的接口时间,主要完成热风管、新、旧系统料路和风路系统的对接、原有旋风筒改造、风机基础改造等工作。新建辊压机系统投运后,原有立磨系统停止生产,见表3、图3。
2.2.2工艺流程简述
(1)料路系统:来自原料配料库的混合原料通过皮带机及新增的转运皮带输送至新建辊压机生料终粉磨系统的气流分级机进料口,新鲜物料汇同辊压机挤压后的物料进入气流分级分选、烘干,经分选后的粗粉通过循环提升机返回辊压机称重仓,称重仓内物料经辊压机再次辊压后,通过提升机喂入静态气流分级机入口,形成一个闭路辊压粉磨系统;出气流分级机的细粉随气流进入高效选粉机,经高效选粉机二次分选,粗粉返回辊压机称重仓,细粉作为成品,随气流进入原有旋风简(需改造),通过旋风筒收集后,由原有的输送系统送入生料均化库内。
(2)气路系统:整个粉磨系统的烘干热源均由窑尾废气提供,通过新增的热风管将窑尾废气接至新建辊压机生料终粉磨系统V型选粉机内,并在热风管、循环风管及冷风管上均设有电动调节阀门便于调节。热风在V型气流分级机内与循环风一起通过料幕,将物料中的细粉带进到立式选粉机内,并在V型选粉机内对新鲜原料进行烘干,通过旋风筒分离后的含尘气体通过循环风机排出后,小部分作为循环风返回气流分级机参与物料分选,其余大部分排入现有窑尾收尘器,经收尘净化后由风机排入大气。窑尾收尘器收集下来的粉尘利用原有输送系统入生料均化库提升机。具体车间布置见图4。
2.3 改造方案三
2.3.1改造方案
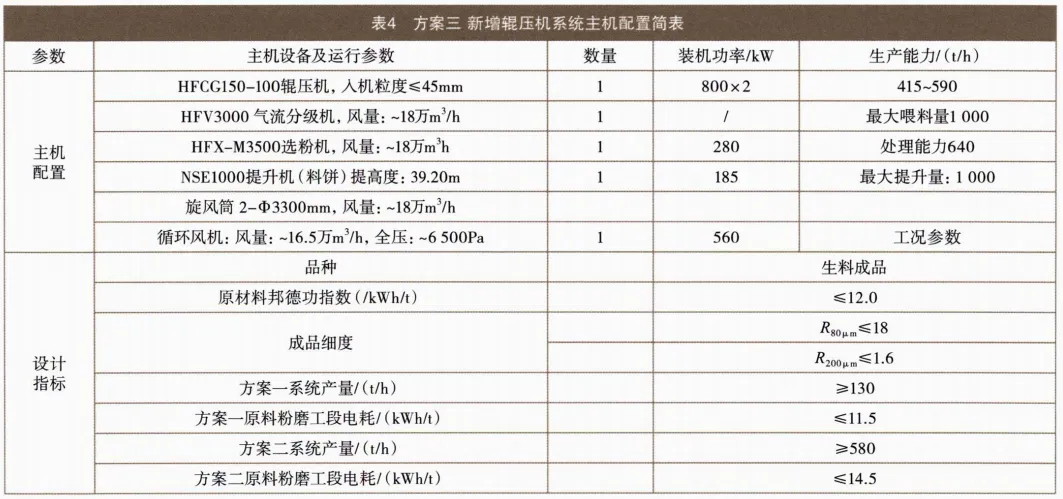
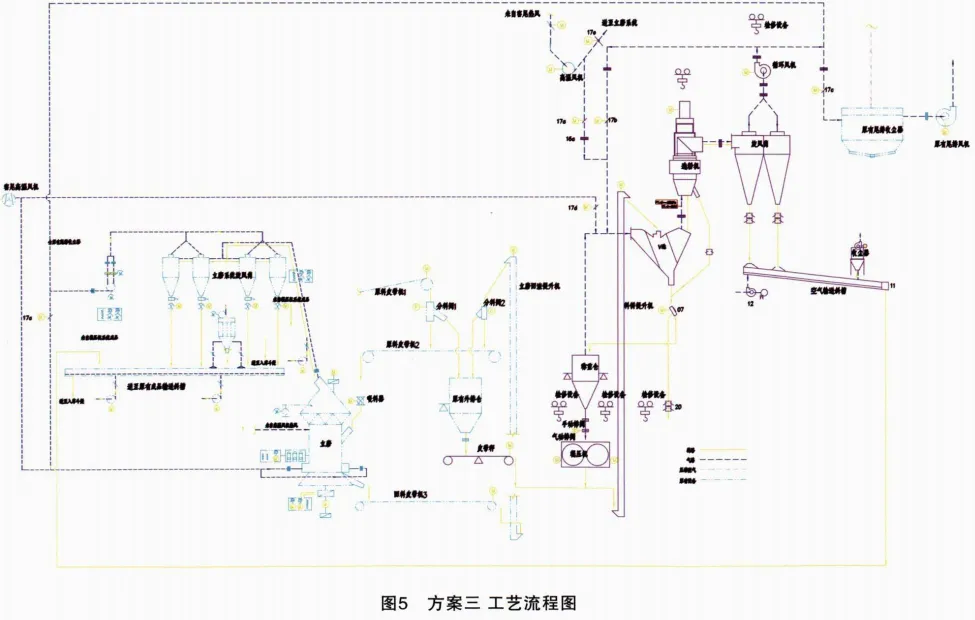
辊压机系统全新建,改造完成后与原有立磨系统并联使用。此方案适合原有生料立磨终粉磨系统附近有供技改用的场地,但技改投资受限,整个辊压机系统全部新建,新增车间占地12m×16.5m(与原有立磨喂料楼平行布置)。待新建系统建设完成后,一般需要15~18d的接口时间,主要完成热风管、新、旧系统料路和风路系统的对接,新建辊压机系统投运后与原有立磨系统并联使用生产。因辊压机系统较立磨系统有较大的节电空间,故本方案推荐有两种操作方式:操作方式一,辊压机系统作为独立的生料终粉磨系统,立磨停用;操作方式二,辊压机系统和立磨系统同时使用,辊压机系统粉磨立磨排渣料。见表4、图5。
2.3.2 操作方式一(独立的生料终粉磨系统)
(1)料路系统:来自原料配料库的混合原料通过原有库底皮带机和三通阀将新鲜输送原有外排仓,出外排仓的物料通过仓底新增皮带秤输送至新建辊压机系统的料饼提升机,汇同辊压机挤压后的物料通过料饼提升机输送至气流分级分选,经分选后的粗粉返回辊压机称重仓,称重仓内物料经辊压机再次辊压后,通过提升机再喂入静态气流分级机,形成一个闭路辊压粉磨系统;出气流分级机的细粉随气流进入高效选粉机,经高效选粉机二次分选粗粉返回辊压机称重仓进行二次挤压,细粉作为成品,随气流进入旋风筒,通过旋风筒收集后,由新增空气输送斜槽送至由原有的输送系统入生料均化库。
(2)气路系统:整个粉磨系统的烘干热源均由窑尾废气提供,通过新增的热风管将窑尾废气接至新建辊压机生料终粉磨系统V型选粉机内,并在热风管、循环风管及冷风管上均设有电动调节阀门便于调节。热风在V型气流分级机内与循环风一起通过料幕,将物料中的细粉带进到立式选粉机内,并在V型选粉机内对新鲜原料进行烘干,通过旋风筒分离后的含尘气体通过循环风机排出后,小部分作为循环风返回气流分级机参与物料分选,其余大部分排入现有窑尾收尘器,经收尘净化后由风机排入大气。窑尾收尘器收集下来的粉尘利用原有输送系统入生料均化库提升机。
2.3.3 操作方式二(粉磨立磨外排料)
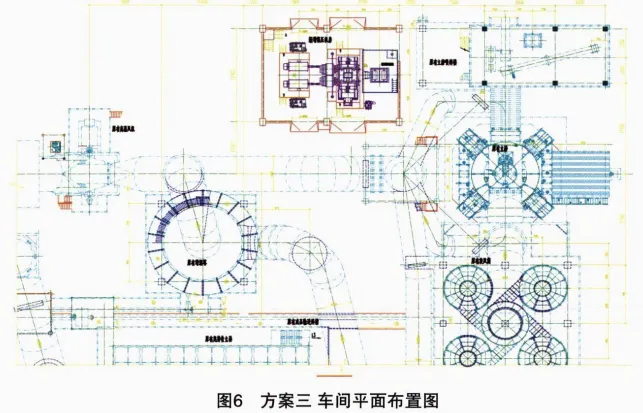
(1)料路系统:来自原料配料库的混合原料通过原有库底皮带机和三通阀将新鲜原料送入原有立磨系统立磨系统生产的成品经旋风筒收集后,由原有空气输送斜槽输送至生料均化库。而立磨外排物料经过原有皮带机、提升机和三通阀输送原有外排仓,出外排仓的物料通过仓底新增皮带秤输送至新建辊压机系统的料饼提升机,汇同辊压机挤压后的物料通过料饼提升机输送至气流分级分选,经分选后的粗粉返回辊压机称重仓,称重仓内物料经辊压机再次辊压后,通过提升机再喂入静态气流分级机,形成一个闭路辊压粉磨系统;出气流分级机的细粉随气流进入高效选粉机,经高效选粉机二次分选,粗粉返回辊压机称重仓进行二次挤压,细粉作为成品,随气流进入旋风筒,通过旋风筒收集后,由新增空气输送斜槽送至由原有的输送系统入生料均化库。
(2)气路系统:因立磨外排料属于已经烘干过的物料,辊压机系统用的热风很少,全部用循环风参与物料的分选,经旋风筒、循环风机排出后,又循环返回气流分很小部分排入现有窑尾收尘器,经收尘净化后由风机排入大气。窑尾收尘器收集下来的粉尘利用原有输送系统入生料均化库。
具体车间布置见图6。
3 改造后运行效果
采用方案一和方案二在成品细度控制不变的情况下,系统产量较技改前提高~90t,粉磨工序电耗下降3~5kWh/t。但项目投资较高约5300万元。而采用方案三在成品细度控制不变的情况下,系统产量较技改前提高~130t,粉磨工序电耗下降0.5kWh/t,项目投资约2100万元。水泥企业可根据自身具体情况选择性改造,采用辊压机系统技改后,设备故障率大大降低,生产运行更加平稳,使得设备运转率明显下降,给水泥企业提供足够的设备维护时间,促进生产的良性循环。
作者:葛 晓,薛 彪
单位:中建材(合肥)粉体科技装备有限公司
来源:2023年第10期

资料来源于网络,如有侵权,请联系本公众号删除。
