
一、项目背景:多PLC系统带来的集成问题
在汽车制造现场,设备通常来自不同自动化厂商:
西门子PLC负责主控与产线节拍控制(Profinet)
罗克韦尔PLC负责机器人与工站控制(Ethernet/IP)
在实际项目中,经常出现以下问题:
PLC之间无法直接通信
设备状态无法统一
产线节拍不同步
互锁逻辑无法跨系统实现
因此需要一种稳定可靠的通信方式,实现不同PLC之间的数据互通。
二、解决方案:Ethernet/IP转Profinet网关
通过在两种PLC系统之间部署工业协议转换网关,实现:
Ethernet/IP ↔ Profinet双向数据通信
PLC I/O数据实时同步
控制信号跨系统传输
状态反馈统一管理
该方案无需修改原有PLC程序结构,可直接在现有产线中部署。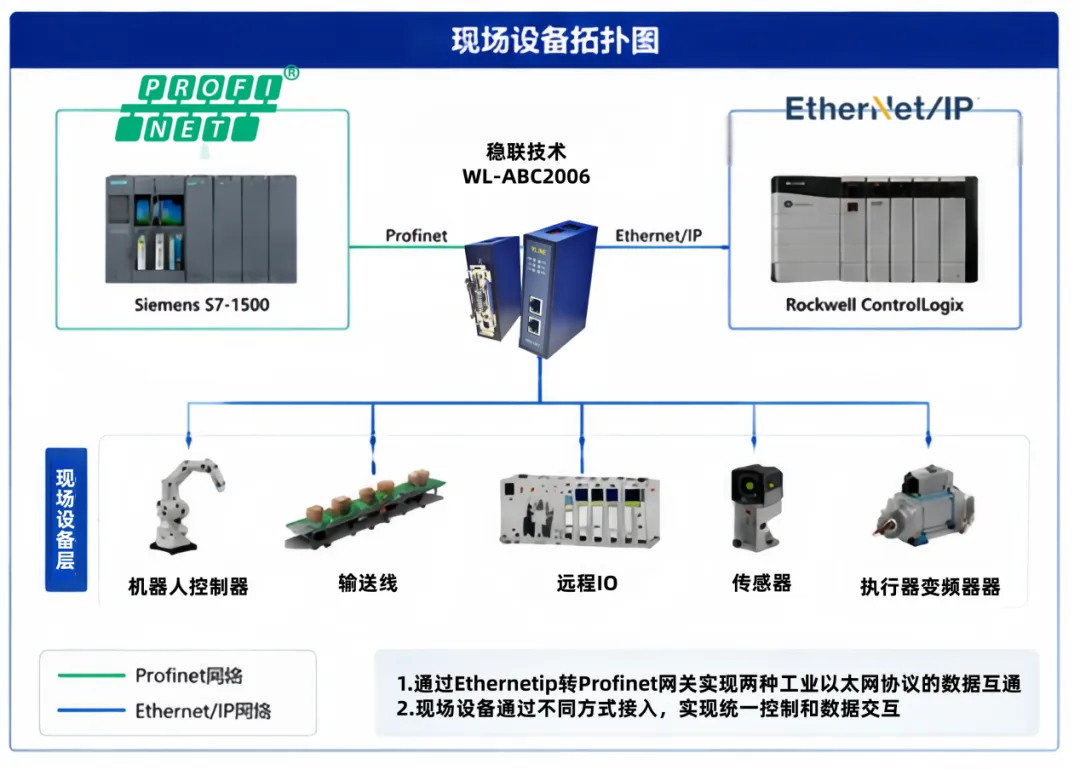
三、系统架构说明
典型部署结构如下:
西门子PLC(Profinet主站)
罗克韦尔PLC(Ethernet/IP控制端)
协议转换网关(核心通信节点)
现场设备(机器人 / 输送线 / 传感器)
网关作为中间通信层,负责两侧数据映射与同步。
四、核心功能说明
1. PLC数据互通
实现不同PLC之间:
输入信号同步
输出控制传递
状态反馈共享
2. 实时数据交换
支持工业现场实时性要求:
毫秒级数据刷新
周期性同步通信
稳定低延迟传输
3. 设备状态联动
用于实现:
机器人启动/停止联动
工位互锁控制
输送线节拍协调
焊接状态同步
4. 稳定性保障机制
包括:
断线保持机制(Hold Last State)
自动重连机制
通信异常隔离
Watchdog监控机制
五、在汽车产线中的应用价值
该方案主要解决:
多品牌PLC无法互联的问题
产线节拍不一致问题
控制逻辑分散问题
系统扩展困难问题
实际应用于:
焊装车间
总装车间
输送系统
自动化工站
六、实施优势
无需更改原有PLC系统架构
可快速部署到现有产线
支持多节点扩展
提高系统集成效率
降低跨品牌集成成本
七、总结
Ethernet/IP转Profinet网关在汽车制造中的作用,是构建统一工业通信层,使不同品牌PLC能够在同一控制体系下协同运行,从而提升产线整体效率与稳定性。
