

? 温馨提示
本内容仅供交流学习,所列工艺参数来源于行业通用实践与相关资料,具体参数请以实际生产条件、药剂供应商推荐及最新行业标准为准。涉及工艺设计时,建议结合实际工件材质、油污类型进行试验验证。
脱脂(除油)是涂装前处理的第一道关键工序,脱脂不良将直接导致磷化膜花斑、电泳缩孔、涂层附着力下降等严重缺陷。然而,脱脂并非"一锅煮"——选择常温脱脂还是加热脱脂,是涂装工艺设计中必须面对的重要抉择。
两者在脱脂机理、工艺参数、设备投入、运行成本上存在显著差异。本文将从化学原理出发,系统解析常温脱脂与加热脱脂的区别,帮助您根据实际工况做出最优选择。
一、先搞懂脱脂的三种机理
在对比常温与加热脱脂之前,必须先理解脱脂的三种基本机理——置换、乳化和皂化,它们对应不同的温度区间,是理解两种脱脂方式差异的根本。
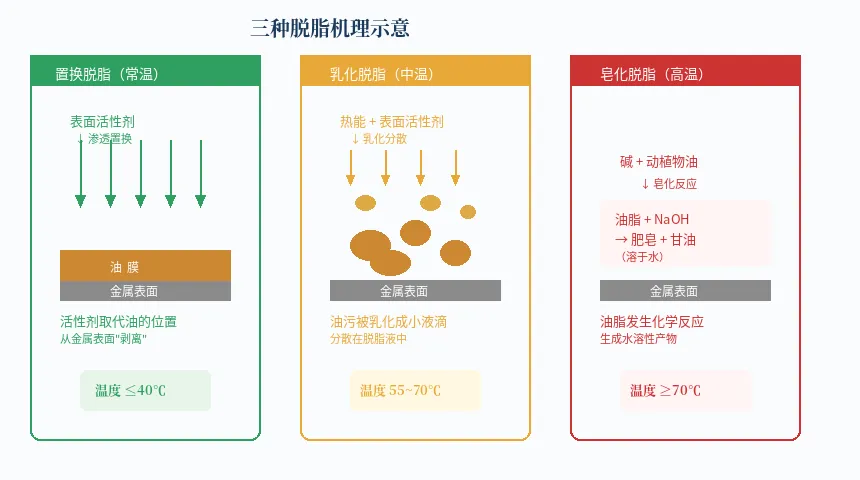
▲ 图1:三种脱脂机理示意
1.1 置换脱脂(常温,≤40℃)
置换脱脂是常温脱脂的核心机理。它依靠表面活性剂分子在助剂(碳酸钠、火碱、磷酸三钠等无机碱盐)的协助下,渗透到油膜与金属表面的界面,将油污从金属表面"顶替"下来,因此又称为"置换脱脂"。
这个过程不需要高温提供活化能,所需能量较小,因此在常温或接近常温的条件下即可完成。这也正是常温脱脂剂的化学基础。
1.2 乳化脱脂(中温,55~70℃)
乳化脱脂是加热脱脂在中温区间的主要机理。在热能的作用下,表面活性剂分子运动加速,将油污分散成细小的液滴,包裹在胶束中形成乳液,使之脱离金属表面并稳定分散在脱脂液中。
这一机理对温度有依赖性:55~70℃是乳化脱脂的最佳作用区间。在此温度范围内,钙基脂(黄油)等半固态油脂也达到熔点,更容易被乳化去除。
1.3 皂化脱脂(高温,≥70℃)
皂化脱脂是加热脱脂在高温区间的"终极武器"。当温度达到70℃以上时,碱性物质与动植物油脂发生皂化反应,将不溶于水的油脂转化为可溶于水的肥皂和甘油:
油脂 + NaOH → 肥皂 + 甘油
皂化反应需要≥70℃的活化能,低于此温度反应难以发生
皂化脱脂对石蜡、硬脂酸类(抛光膏主要成分)等高熔点油脂特别有效——这些油脂在70℃以上才能被熔化并参与反应,是常温脱脂难以应对的"硬骨头"。
二、常温脱脂详解
2.1 工作原理
常温脱脂以置换机理为主,表面活性剂分子从油膜与金属的界面"楔入",将油污从基材上剥离。整个过程不需要外部热源加热,脱脂液温度通常为室温~40℃。
2.2 药剂特点
常温脱脂剂的配方特点是表面活性剂含量高,同时含有大量无机碱盐作为助剂。常见成分包括:
| 碱性物质 | ||
| 强碱 | ||
| 表面活性剂 | ||
| 助洗剂 |
2.3 关键工艺参数
| 温度 | ||
| 药剂浓度 | ||
| 游离碱度 | ||
| 处理时间 | ||
| 处理方式 |
2.4 两大"禁忌"
常温脱脂剂在使用中有两大禁忌,务必注意:
⚠️ 禁忌一:温度不宜过高
虽然温度越高去油速度越快,但常温脱脂剂中的表面活性剂存在浊点(Cloud Point)限制。当温度超过浊点时,表面活性剂分子会从溶液中析出,像油珠一样浮在液面,导致有效物含量下降,去油力反而变差。一般常温脱脂剂使用温度不宜超过40℃。
⚠️ 禁忌二:浓度不宜过高
常温脱脂剂中含有大量无机碱盐,浓度过高会引发"盐析"反应——表面活性剂被盐类"挤"出溶液,在液面形成黏糊状浮出物,同样导致去油效果下降。若需要升温提速,应适当降低使用浓度,以抵消盐析效应。
三、加热脱脂详解
3.1 工作原理
加热脱脂以乳化和皂化双重机理协同作用。通过外部热源将脱脂液加热至50~60℃(常用中温),使油污粘度降低、流动性增强,同时加速化学反应和表面活性剂分子运动,大幅提升脱脂效率。
3.2 温度对脱脂效果的三大影响
温度是加热脱脂最核心的工艺参数,其对脱脂效果的影响体现在三个方面:
- 降低油污粘度:温度升高使油脂变软、变稀,更容易被表面活性剂乳化和剥离。如石蜡在70℃以上熔化,钙基脂在55~70℃达到熔点
- 加速化学反应:温度每升高10℃,化学反应速度提高1~2倍(阿伦尼乌斯定律),皂化反应在70℃以上才能有效发生
- 加速分子运动:温度升高加速表面活性剂分子的运动和扩散,促进浸润、乳化、分散等物理化学作用
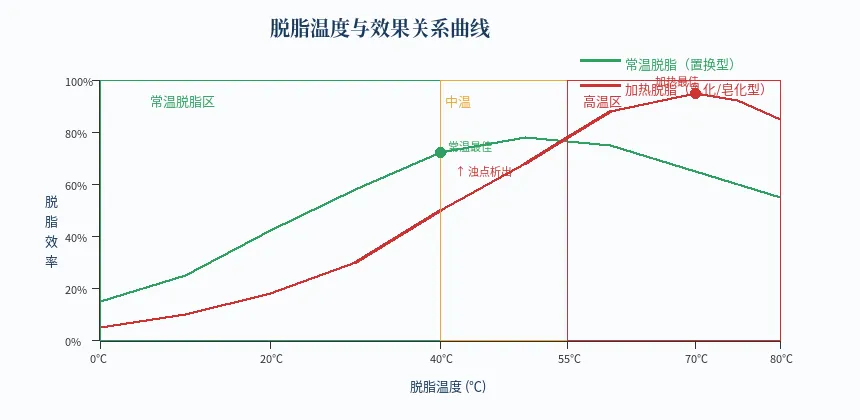
▲ 图2:脱脂温度与效果关系曲线(示意)
3.3 关键工艺参数
| 预脱脂温度 | ||
| 主脱脂温度 | ||
| 药剂浓度 | ||
| 游离碱度 | ||
| 处理时间 | ||
| 处理方式 |
3.4 加热系统的设备配置
加热脱脂需要配置完整的加热和温控系统,主要包括:
| 板式换热器 | ||
| 温控阀 | ||
| 热源 | ||
| 保温层 | ||
| 槽体材质 |
⚠️ 加热脱脂的温度上限
加热脱脂温度并非越高越好!温度超过80℃会导致:①表面活性剂水解加速,与水不相溶而析出上浮;②脱脂剂蒸发过快,药剂消耗增大;③工件表面干燥过快,易返锈、产生碱斑或氧化;④能耗大幅增加。因此,中温(50~60℃)是当前最经济合理的加热脱脂温度。
四、常温脱脂 vs 加热脱脂全维度对比
以下从10个维度全面对比两种脱脂方式的差异:

▲ 图3:常温脱脂 vs 加热脱脂 全维度对比
核心结论:常温脱脂是"节能选手",适合轻~中等油污场景;加热脱脂是"效率选手",适合重油污、高产能需求场景(专业设计、生产制造、安装验收各类喷涂线、喷漆线、喷塑/粉线、电泳线、涂装线、喷砂机器人、喷涂机器人、喷砂房、喷砂机、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备(过滤箱/RTO/RCO/TO炉/喷淋塔等)综合供应商,多年行业经验。长期供应各类喷砂枪、砂阀、喷砂管、钢砂钢丸等各类磨料、抛丸机护板、喷烤漆房过滤棉、过滤器、除尘器滤芯等全套涂装及表面处理备件。樊13141458653微信同)。两者不是"谁替代谁"的关系,而是各有适用场景。
五、典型工艺流程对比
以下是两种脱脂方式在涂装前处理线上的典型工艺流程配置:
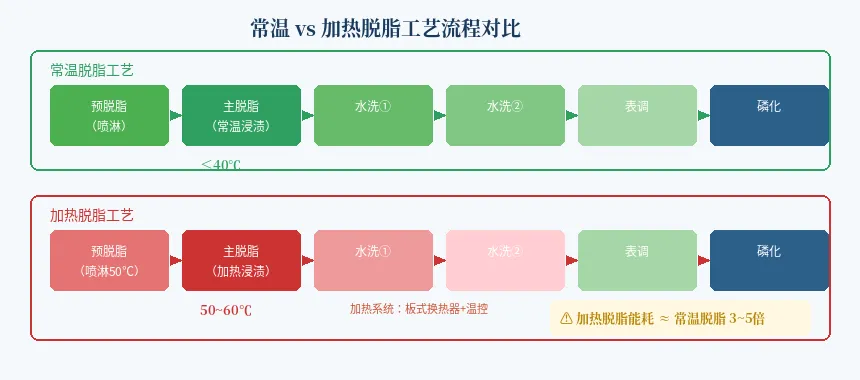
▲ 图4:常温 vs 加热脱脂 工艺流程对比
从流程对比可以看出,两种工艺的整体工序基本一致,核心差异在于主脱脂工位的温度控制以及相应的加热系统配置。无论采用哪种脱脂方式,预脱脂+主脱脂+两道水洗是基本配置,水洗质量同样直接影响后续磷化效果。
? 预脱脂为何不可或缺?预脱脂的作用有三:①去除工件表面大部分油污,减轻主脱脂负担;②对冷态工件进行预升温(加热脱脂线),防止主脱脂液温度降低过快;③减少油污对主脱脂液的污染,延长槽液寿命。因此,无论常温还是加热脱脂,预脱脂工序都不应省略。
六、选型决策:到底选哪个?
选择常温脱脂还是加热脱脂,需综合考虑以下因素:
| 油污类型 | ||
| 油污量 | ||
| 产能要求 | ||
| 工件材质 | ||
| 能源成本 | ||
| 设备投资 | ||
| 环保要求 | ||
| 气候条件 |
选型实例
? 场景一:南方某五金件涂装线
工件:小型冲压件(轻防锈油)
产能:2000件/天,节拍宽松
气候:南方,车间温度≥15℃
推荐:常温脱脂 ✅
理由:油污轻、节拍宽松、南方温暖,常温脱脂即可满足要求,节省加热能耗和设备投资。药剂浓度4%,浸渍10~15分钟。
? 场景二:北方某汽车零部件涂装线
工件:冲压件+焊接件(拉延油+防锈脂+抛光膏)
产能:10000件/天,高节拍
气候:北方,冬季车间温度低
推荐:加热脱脂 ✅
理由:重油污(含抛光膏)、高节拍要求、北方冬季常温脱脂效果差。预脱脂喷淋50℃+主脱脂浸渍55℃,处理时间3~5分钟。
七、能耗对比与经济性分析
能耗是常温脱脂与加热脱脂最显著的差异点。以一条标准脱脂槽(有效容积10m³)为例进行经济性对比:
? 能耗对比计算
假设条件:脱脂槽容积10m³,将脱脂液从20℃加热至55℃加热所需热量:Q = m × c × ΔT = 10000kg × 4.18kJ/(kg·℃) × 35℃ = 1,463,000 kJ折合柴油消耗(热效率80%):V = 1,463,000 ÷ (42,700 kJ/kg × 0.8) ≈ 42.9 kg/次折合电力消耗(热效率95%):E = 1,463,000 ÷ (3600 kJ/kWh × 0.95) ≈ 428 kWh/次常温脱脂:无需加热,该部分能耗为零
| 初始升温能耗 | ||
| 运行维持能耗 | ||
| 药剂成本 | ||
| 设备投资 | ||
| 综合日运行成本 |
? 节能思路对于需要加热脱脂但又有节能需求的场景,可采用"预脱脂常温 + 主脱脂中温(50℃)"的折中方案。预脱脂去除大部分油污后,主脱脂可在较低温度下达到良好效果,相比全程60℃以上加热可节省约30%~40%的能耗。
八、常见误区
| 误区一 | ||
| 误区二 | ||
| 误区三 | ||
| 误区四 | ||
| 误区五 | ||
| 误区六 |
九、槽液管理要点
无论采用常温还是加热脱脂,槽液的科学管理是保证脱脂质量稳定的关键:
- 定期检测碱度:每2小时检测一次游离碱度,确保在工艺指标范围内。碱度是判断是否需要补药的核心依据
- 关注表面活性剂状态:观察槽液表面是否有油珠析出(盐析/浊点效应),如有则需调整浓度或温度
- 监控油污含量:随着循环使用,槽液内油污含量会逐渐累积。当油污达到一定比例时,即使添加药剂维持高浓度,清洁度也不会明显提升,此时必须整槽换新
- 防止串液:脱脂液呈碱性,磷化液呈酸性。主脱脂后必须充分水洗(至少两道),防止残碱带入磷化槽破坏酸碱平衡
- 检查喷嘴与压力(喷淋工艺):堵塞或压力不足会严重影响喷淋脱脂效果,需定期检查和维护
十、总结
常温脱脂与加热脱脂的核心差异可归纳为一句话:常温靠"置换",加热靠"乳化+皂化"。两者各有优势,选型的关键在于"对号入座":
- 轻油污、节能优先、南方温暖地区
→ 常温脱脂(≤40℃),浓度3~5%,浸渍10~15分钟 - 重油污、高效优先、北方寒冷地区
→ 加热脱脂(50~60℃),浓度2~4%,浸渍/喷淋3~5分钟 - 折中方案
→ 预脱脂常温 + 主脱脂中温(50℃),兼顾节能与效率
? 本文要点速记
✅ 常温脱脂=置换脱脂,靠表面活性剂渗透剥离,≤40℃
✅ 加热脱脂=乳化+皂化,热能加速反应,50~60℃最佳
✅ 温度每升10℃,化学反应速度提高1~2倍
✅ 常温脱脂禁忌:温度过高(浊点析出)、浓度过高(盐析)
✅ 加热脱脂禁忌:温度超80℃(水解、蒸发、返锈)
✅ 加热脱脂能耗约为常温脱脂的3~5倍
✅ 预脱脂不可省略,主脱脂后需两道水洗防串液
本文由 涂装世界 原创整理
内容仅供交流学习,不作为工程设计依据
涉及工艺设计请结合实际工况试验验证
参考标准:GB/T 6807、JB/T 4323 等
— END —


