
改性聚丙烯挤出生产线的节电研究
常国梁1, 石凯2, 孟明2,王林1, 余兴兴2
(1. 天津金发科技有限公司,天津 300074;
2. 金发科技股份有限公司企业技术中心,广州 510520)
通信作者:
余兴兴,yuxingxing@kingfa.com.cn
DOI:10.19491/j.issn.1001-9278.2026.
05.010
引用本文:
常国梁,石凯,孟明等.改性聚丙烯挤出生产线的节电研究[J].中国塑料,2026,40(05):53-57.
CHANG Guoliang,SHI Kai,MENG Ming,et al.Power saving strategies for modified polypropylene extrusion production lines[J].CHINA PLASTICS,2026,40(05):53-57.
0
前言
塑料改性是现代工业中至关重要的技术之一,通过填充、增强、增韧和阻燃等工艺改性,塑料材料能够满足家电、汽车、电子、建筑等领域日益多样化的应用需求。材料加工制造过程中的能耗成本是公司运营的第三大可变成本,仅次于原材料和人工成本。其中,Barlow指出挤出机电机消耗的电能约占总电能耗的33%,是电能的主要消耗者;Sfeir证实直流电机取代交流电机可以节省大量能源;Reichel指出靠近进料区的加热器比其他机筒区中的加热器消耗更多的能量。Abeykoon的研究表明,挤出机的比能耗(SEC)随着螺杆转速的增加而降低。毕超等使用小型挤出机分析出,维持螺杆转速和机筒温度恒定,喂料速率与能耗存在正相关性。
受上述研究结果的影响,大多数塑料改性工厂在节能方面的应用主要集中于迭代设备,对于大型机组整体的节能措施以及生产人员管理对能耗的影响关系并不明晰。挤出生产过程涉及多个岗位,仅从各自岗位的角度量化能耗过程,很难在产线整体能耗中分析出造成能耗浪费的具体原因,实现对能耗的精益化管理。因此,使用一套针对塑料改性工厂的节电模型,将工艺、设备和生产人员协同管理,通过系统化的方法分析和量化生产过程中的能耗,具有重要的理论和实践价值。为此,本文以一条中型啮合同向双螺杆挤出生产线为研究对象,从工艺参数方面,量化了挤出机喂料速率、温度设定、剪切速率与能耗的关系;引入一套可以量化工艺、设备和生产管理对能耗影响的M&T模型,并通过实际的产线能耗数据验证了模型的准确性,同时分析出转产环节存在的能耗浪费问题,进一步验证了模型的适用性。这些研究为塑料改性企业降低能耗成本提供参考,为生产能耗管理提供借鉴。
1
实验部分(部分)

使用三相电表监控挤出机的耗电量,通过地台秤称重生产产品的重量。挤出机的电流比和转速比数值可以直接从挤出机的显示屏上获取。
衡量计量能耗效率的指标为比能耗,表示生产每千克产品所消耗的能量,其计算公式如下:
计算挤出机转速比的公式为:
计算挤出机电流比的公式为:
能耗管理的衡量标准与效绩管理模型(M&T)通过两种能耗曲线来量化能耗水平:实时能耗过程通过生产过程曲线(EVT)量化;长期能耗特征则使用生产过程比能耗与产量作为变量拟合出的性能特征曲线(PCL)进行量化分析,了解各种驱动因素如何影响能源消耗并以相关系数R²作为管理方面的评价指标。PCL曲线模型将影响能耗的驱动因素分为两类,分别是因内部生产导致的“活动驱动”因素和因外部影响导致的“条件驱动”因素;并提供了单一因素驱动和多因素驱动曲线,适用于各种能源使用过程。塑料改性过程的条件驱动因素为电力,活动驱动因素为产品的产量。通过拟合数据得到线性方程:
使用三相电表监控生产线的耗电量,通过完工报表获取生产产品的重量信息。
2
结果与讨论
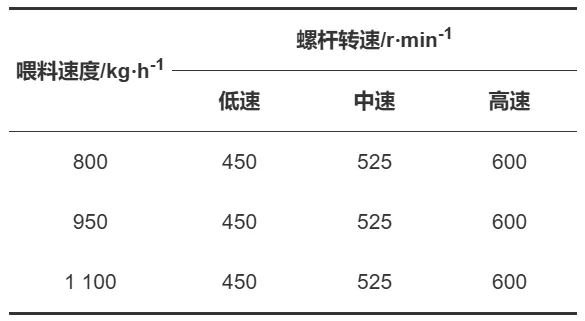
将喂料速率从低到高增加时,物料在螺筒中的填充度增加,螺杆扭矩变大,需要输入的机械能升高。螺杆转速的增加会导致挤出机输出的机械能增加,增加SEC。但螺杆转速增加可以提高物料在螺筒中的移动速度,有利于提升喂料速率;如果喂料速率升高导致的能耗降低值大于因螺筒升高增加的能耗,则挤出机的SEC反而可能会下降。此外,还有螺筒温度的影响,相关研究表明,螺筒提供给物料的热量为物料熔融所需热量的30 %,其余热量几乎全部来自物料与螺筒壁和物料之间的剪切摩擦热。降低螺筒温度,有利于减少加热能耗,降低SEC,但物料流动性变差,需要更多的机械能对其进行塑化,则又会提高SEC。
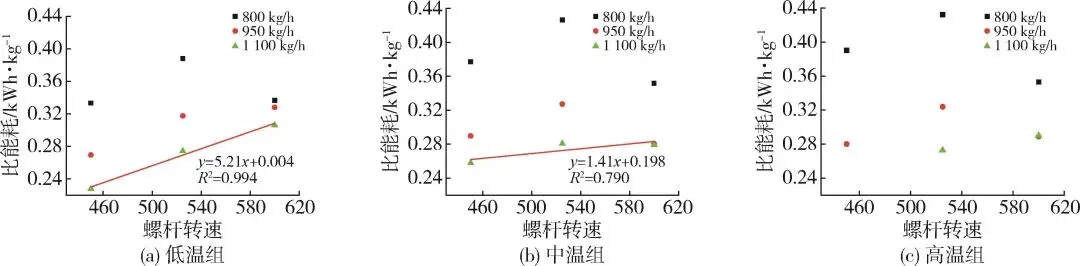
喂料速率、螺杆转速对SEC的影响如图1所示:在其他工艺参数不变时,SEC随着喂料速率升高而降低;在低喂料速率(800 kg/h)下,SEC随着螺杆转速的增加呈现先增加后减少的趋势,并且随着喂料速率的增加,SEC和螺杆转速的线性相关逐渐增强,图1(a)和(b)都呈现这种趋势。另外,设置工艺参数时还需考虑生产过程的稳定性,如图1(c)所示,采用高喂料(1100 kg/h)、低转速(450 r/min)和高温组的参数设置时,生产过程中物料高温降解,导致断条严重,无法正常生产。
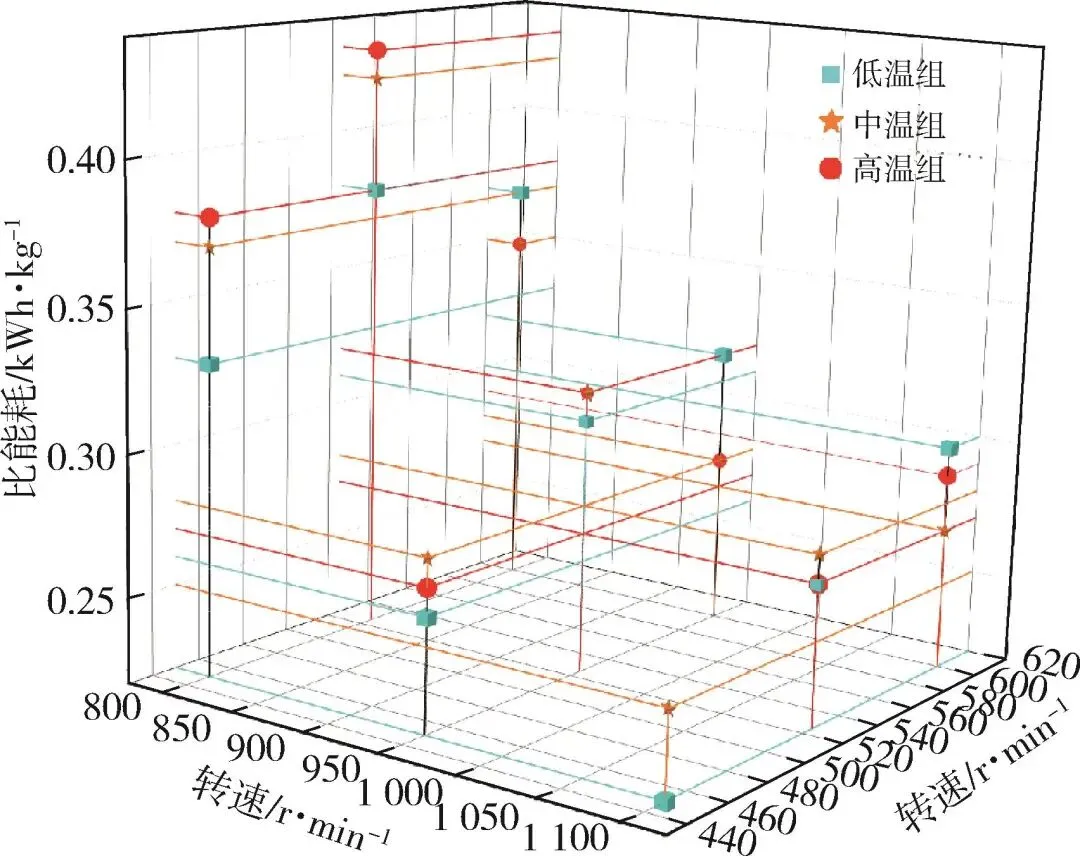
螺筒温度对SEC的影响关系如图2所示,在平衡机械能耗和加热能耗过程中,低温组与低转速和高喂料的工艺组合呈现出最低的SEC值,为0.223 kWh/kg。在低转速时,低温度组的比能耗最低,而在高转速时,低温度组的比能耗却是最高的。说明物料在螺筒中停留时间越长,物料吸收螺筒提供的热能越多,越有利于降低物料对挤出机机械能的损耗。而挤出机转速从450 r/min提升至600 r/min,致使其本身由于转速升高,SEC值增加,表现出高转速、低温组的SEC数值要整体高于低转速、低温组。此外,在中等低转速时,中温组和高温组对SEC的影响相接近,说明剪切热提供了绝大部分热能,物料对螺筒温度不敏感。而且随着喂料速率的增加,中温组逐渐变得更有利于降低SEC。
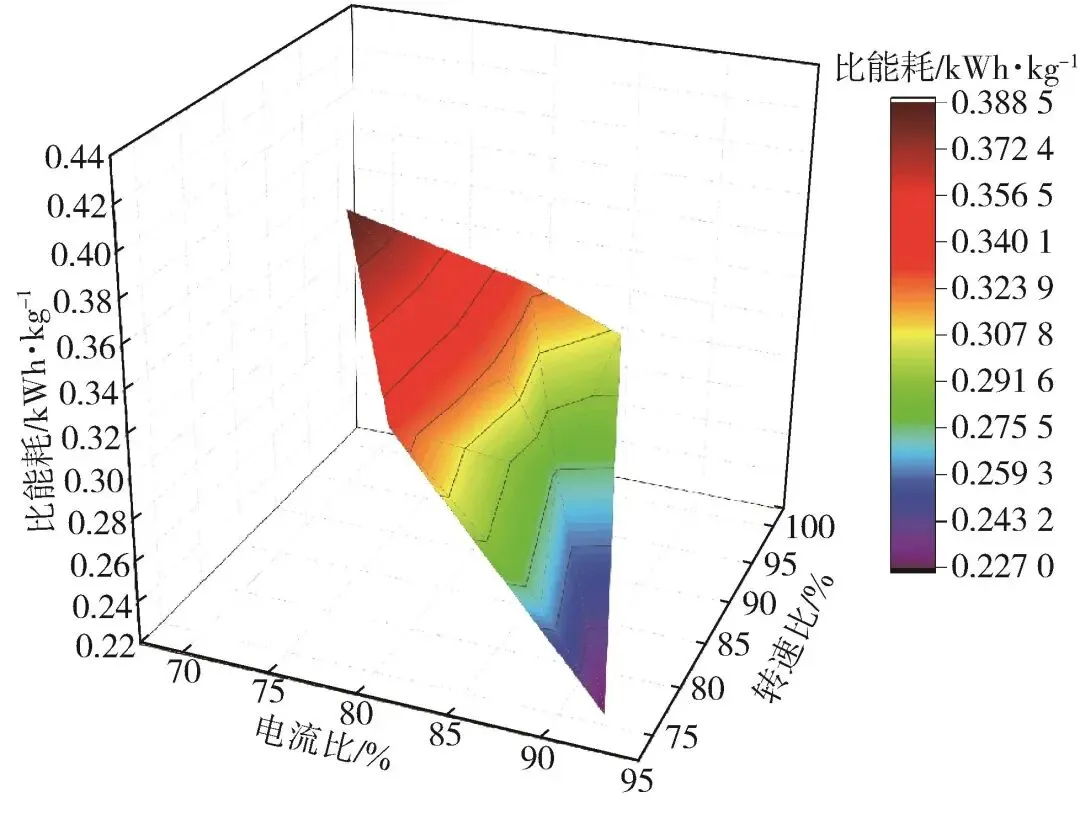
挤出机的电流比受物料的黏弹性和在螺杆中的填充状态、螺杆转速、螺筒温度以及螺筒的磨损程度等因素影响,挤出机的转速比则是通过螺杆转速进行调控,数值相对固定,存在因喂料速度、齿轮间隙和连轴器刚性等因素造成的小范围波动,波动值一般在±10 r/min以内。μ转和μ电对SEC的影响关系如图3所示:电流比上升,SEC呈下降趋势。实际操作中可以通过提升喂料速率或降低螺杆转速实现。喂料速率和螺杆转速直接决定物料在螺筒内的填充程度。高的喂料速率可以提高物料在螺筒内的填充度,从而降低空转比率,减少能耗损失。螺杆转速比直接影响物料在螺筒中的移动速率和剪切能耗,在转速比升高过程中,剪切速率增加可能引起过多热量和机械损耗,从而增加能耗;而转速比过低时,物料的混合和传输效率下降,也会导致能耗偏高。即:电流比越高能耗越小,而转速比要适中,平衡机械损耗和物料的传输效率,才能达到节能的目的。
此外,我们引入了“能耗管理的衡量标准和效绩管理模型(M&T)”来量化生产过程中的能耗问题,分析工艺、设备和生产管理在能耗中的具体作用。
Robin Kent在《塑料加工中的能源管理策略、目标、技术和工具》一书中提出M&T模型,帮助工厂量化生产设备的能耗水平、发现潜在节能空间,制定节能策略,并为生产管理提供理论依据。该模型使用PCL和EVT两种曲线量化能耗过程。其中,PCL曲线用来量化长期能耗特征,通过将能耗分解为生产过程能耗和基础能耗,实现对产线节能性能、成本和能源管理水平的准确评估;EVT曲线用来量化实时生产过程能耗特征,并将能耗分解为生产过程能耗和非生产过程能耗。辅助生产管理者发现和解决生产过程中的能耗浪费问题,达到提高产线节能性能、缩减成本和提升能源管理水平的目的。
PCL曲线图可以从总能耗中量化出两个参数:生产过程比能耗(A)和基础能耗(X)。A代表生产1 kg物料所使用的平均能量,是衡量产线生产过程效率的重要指标;X代表设备在无效生产时产生的能量损耗,与产量无关,可用于评价车间管理能力;R2值反映产线能耗水平的离散程度,R2>0.7表明能耗使用效率良好,能源管理能力较强;R2<0.7则反映出能源管理薄弱或能源浪费问题严峻,有较大改善空间。我们选择工厂的一条聚丙烯生产线进行量化,如图4所示,与2023年相比,2024年的R2值增长0.002,说明能耗管理的稳定性和可控性趋好,车间在2024年在能耗管理方面进行了有效的改进和优化。2023年的生产过程比能耗为0.18469 kWh/kg,而2024年的生产过程比能耗则降至0.17025 kWh/kg,这与工艺、设备等在2024年对产线的生产过程进行技术升级以及计划排程方面的优化相关,具体为:设备组对挤出机的电机进行维护,解决了电机过电流报警问题,工艺则通过优化螺杆组合和整合订单,提升了喂料速率以及优化了生产排程。实施这些改善措施的人工和设备成本较高。
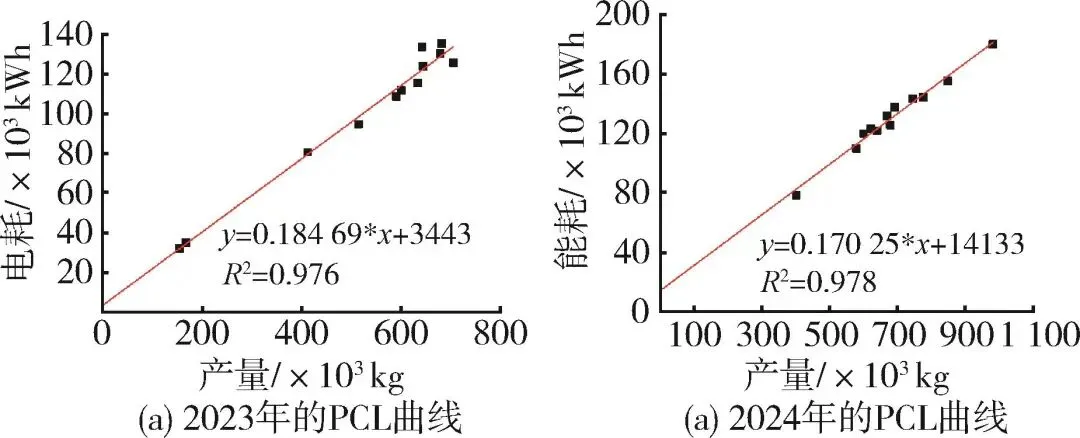
值得关注的是,随着产线产能的增加,2024年的X值为14133 kWh,比2023年高出10690 kWh。X值的升高说明非生产时间段或者生产过程中出现的异常导致的非有效生产时间段的生产管理存在漏洞,并且随着生产时间的持续增加而更加凸显。诸如:清机时间、异常处理时间、停机待色粉、漏气和设备维护等方面可能有能耗浪费现象,需要进行排查管控。通过减少非有效生产时间段的能耗来降低基础能耗,这是成本最低、节能降耗效果最明显的方式,同时体现出精益化管理的重要性。节省的成本可以直接转化为利润的增加值。
PCL曲线图很好地解释了通过工艺和设备优化节约的能耗实际上达不到理论效果是由于忽略了基础能耗的影响。为此,我们调研了基础能耗的产生过程,并借助时间与能耗关系的EVT曲线图探究降低基础能耗的措施。
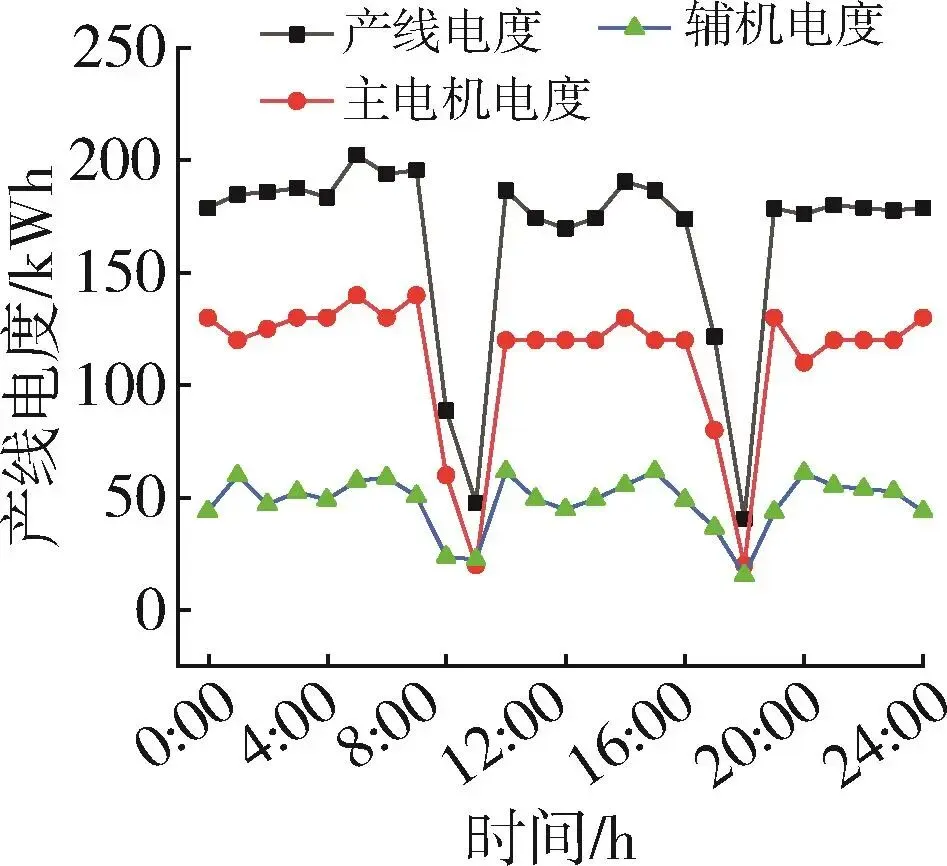
EVT曲线为生产能耗随生产时间的变化曲线。在本聚丙烯改性塑料产线中,使用的能量来源仅为电能,所以EVT曲线为产线电度随生产时间的变化曲线。产线在正常生产过程中,电度会维持在小范围内变化;如果出现生产异常,则电度会明显波动,在EVT曲线中很容易识别出来。将生产能耗在EVT曲线中按照时间顺序量化为生产过程能耗和非生产过程能耗,通过识别非生产过程,追溯生产异常原因并进行预防改善是提高产线节能性能、缩减成本和提升能源管理水平的有效方式。
根据上述改性聚丙烯产线在生产过程中的能耗情况绘制EVT曲线图进行能耗分析。如图5所示,7~10点与17~19点之间正常生产中断,停机原因分别为等待原料和修理罗茨风机漏气故障,但产线电耗并未因生产终止而停止。这些不生产产品但损耗电能的过程是PCL曲线X值增加的重要来源。降低生产过程中出现的异常次数和减少异常处理时间是降低X值效果最明显的方式。特别是提升喂料速率带来的生产节奏加快和异常频率增加的问题不容忽视。通过追溯每次正常生产中断的原因并进行分析,制定可量化的考核指标,推动各个部门协同纠正预防,减少无效生产时间,进而降低基础能耗,是实现精益化管理的必要措施。
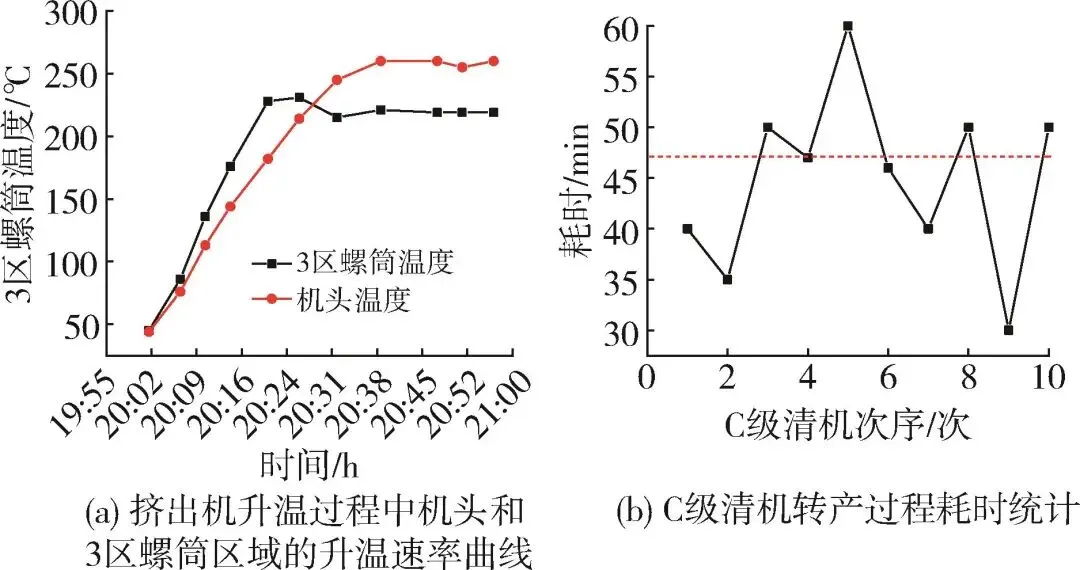
此外,在借助EVT曲线追溯生产中断原因的过程中,我们还发现该产线在挤出机升温和产线清机转产过程中同样存在能耗浪费现象。如图6所示,挤出机螺筒预热升温耗时60 min;3区螺筒升温用时20 min进入保温状态;由于机头没有保温措施,升温过程延长至40 min,随后进入保温状态。如果为机头制作保温罩来提升保温效果并加速机头升温,则可以缩短约15 min的升温时间并降低约12度电耗。C极清机转产实际耗时从30~60 min不等,如果能将耗时误差缩短至(35±5) min,可降低约13度电耗并提高产线产能。由此,EVT曲线同样也可以解释工厂产量增加,产品的比能耗会降低的现象。因为上述非生产过程中的能耗会被更多的产量稀释掉,其在比能耗中的占比会逐渐减小。
3
结论
(1)喂料速率越高,单位能耗越小;喂料速率越高,能耗与螺杆转速的变化相关性越强,呈现喂料速率越高、螺杆转速越低,能耗越低的趋势;螺杆转速和温度对能耗的影响关系不明显,需考虑平衡机械损耗和物料的传输效率。最优的工艺组合为:低的螺筒温度与高的喂料速率及低的螺杆转速,最低的SEC为0.23 kWh/kg。
(2)通过提升喂料速率提升电流比可知:电流比越高,SEC越低;而转速比要适中,既要满足提升喂料速率后物料在螺筒中的空间需求,又要平衡电机功率和螺筒温度产生的能量损耗,才能达到节能的目的。
(3)通过引入M&T模型分析PP生产线的能耗数据。由PCL曲线可知,2023年的SEC为0.184 69 kWh/kg,而2024年经过工艺、设备优化后的SEC则降至0.170 25 kWh/kg。2024年的R2值增长0.002,说明能耗管理的稳定性和可控性趋好。但2024年的基础能耗比2023年高出106 90 kWh,说明产线产能增加、喂料速率提升和电机功率增加带来的生产节奏加快,凸显出的基础能耗升高不容忽视,同时体现出精益化管理生产过程的重要性。通过使用EVT曲线追溯生产过程,发现为挤出机机头加装保温罩可以节约12度电耗,缩短C机产线清机转产时间可以节约约13度电耗,这些改善措施有助于实现精益化管理。



长按二维码可阅读全文


《中国塑料》是国家科委和国家新闻出版署批准的全国性(中央级)科学技术期刊,月刊,由中国塑料加工工业协会、北京工商大学、轻工业塑料加工应用研究所主办。《中国塑料》属全国中文核心期刊、中科双效期刊、美国化学文摘(CA)收录核心期刊、中国科技论文统计与分析源期刊、中国科学引文索引核心期刊(CSCD),曾荣获第三届国家期刊奖。《中国塑料》每月26日出版,国内外公开发行,CN11-1846/TQ,ISSN1001-9278。
投稿请登录官方网站:
www.plaschina.com.cn
www.中国塑料期刊.com
订阅期刊请联系编辑部:
010-68985541

扫码关注我们
中国塑料编辑部
