选矿生产线不是调好就万事大吉,日常维护不到位指标照样掉
很多时候不是设备突然变差了,而是日常运行和维护没有跟上。选矿生产线不是调好一次就能一直稳定,真正长期稳定靠的是日常巡检、参数记录、易损件维护、取样化验和操作管理。
一、为什么选矿生产线必须重视日常维护?
所以选矿厂最怕的不是某一台设备坏,而是小问题长期没人管,最后变成全线指标波动。二、每天开机前,先检查什么?
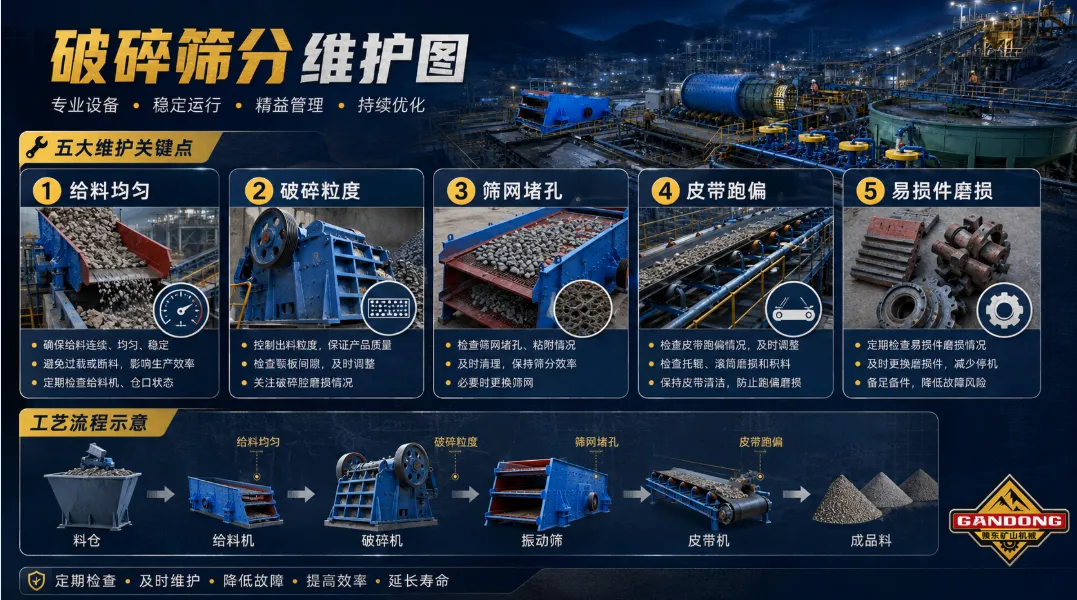
破碎机、皮带机、筛分机、球磨机、泵、浮选机周围,不能有工具、石块、杂物遗留。检查电机、减速机、皮带轮、联轴器、传动带有没有松动、异常磨损或异响。破碎机、球磨机、轴承座、减速机等位置,润滑不到位容易发热、磨损甚至抱死。开机前要看水泵、砂泵、阀门、管路有没有漏水、堵塞、气蚀或压力不足。开机前要确认药剂浓度、药剂桶液位、加药管路和加药泵是否正常。三、破碎筛分段日常维护看什么?
给料忽多忽少,会导致破碎机负荷波动,筛分也跟着不稳。四、洗矿脱泥段日常维护看什么?
洗矿脱泥段主要影响后续重选、磁选、电选和浮选稳定性。如果滚筒洗矿机出来还有大量泥团,说明洗矿强度、停留时间或水量可能不够。如果回水太浑,再拿去洗矿或浮选,会把细泥重新带回系统。
五、磨矿分级段日常维护看什么?
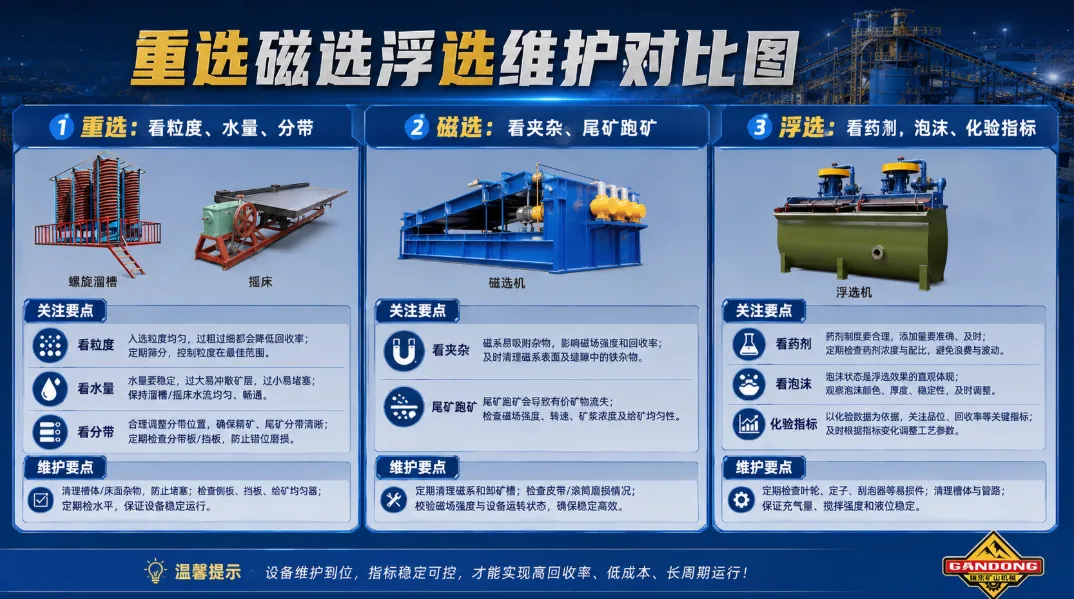
螺旋分级机、水力旋流器、高频筛都要看分级是否稳定。六、重选段日常维护看什么?
重选段常见设备有跳汰机、螺旋溜槽、摇床、离心选矿机。如果矿带模糊,先别急着乱调设备,要先检查粒度、泥量、水量和给料。
七、磁选段日常维护看什么?
如果精矿夹杂明显增多,可能是矿浆浓度、磁场、冲洗水、含泥量或给矿量有问题。尾矿里如果还有明显磁性矿物,说明磁选回收可能不足。
八、浮选段日常维护看什么?
浮选指标波动,很多时候不是浮选机问题,而是磨矿细度变了。九、电选段日常维护看什么?
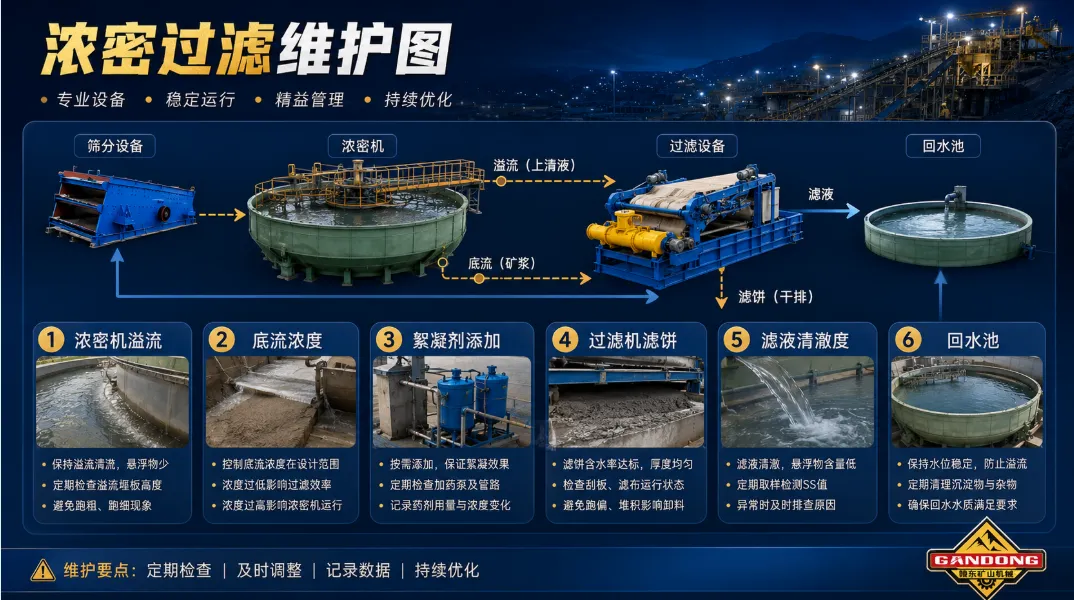
电选段常见于钛锆砂矿、钽铌锡矿、稀土砂矿等干式精选流程。如果夹杂变多,要回查干燥、筛分、磁选和给料稳定性。十、浓密过滤脱水段日常维护看什么?
很多生产线不是前面选不出来,而是后面脱不干、排不走、回水乱。滤饼含水变高,可能和滤布堵塞、进料浓度、细泥含量、压力或真空条件有关。滤液太浑,会影响回水利用,也可能造成有用矿物流失。十一、为什么必须做取样化验记录?
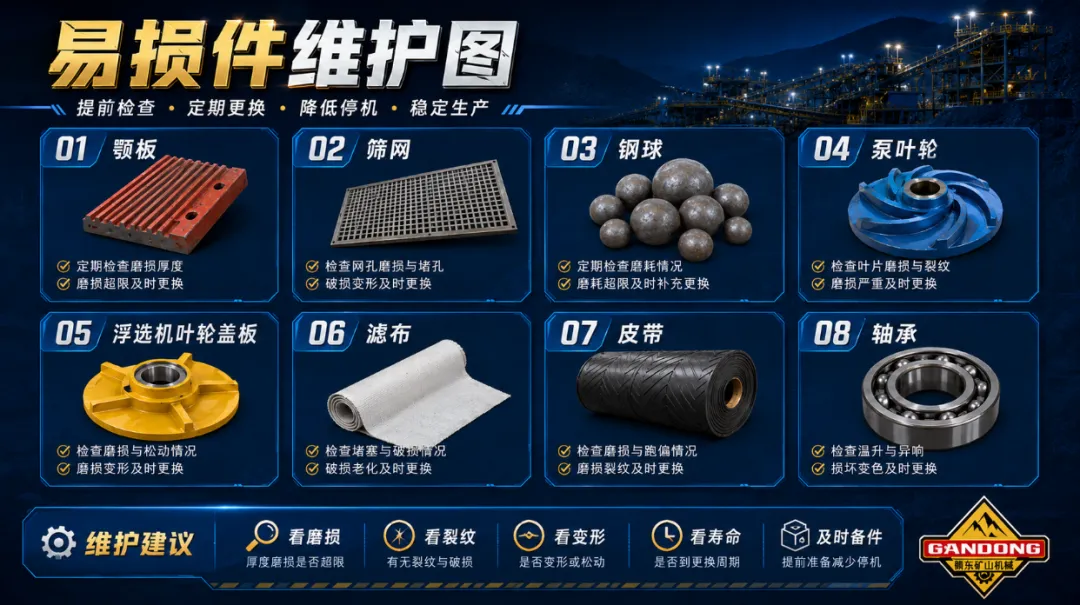
十二、易损件维护不能等坏了才换
十三、日常运行最容易踩的几个坑
今天指标好,明天指标差,不知道原因,就无法稳定生产。跑冒滴漏、矿浆堆积、皮带撒料、管路堵塞,都是小问题变大问题的开始。十四、建议怎么做日常维护?
检查设备声音、振动、温度、漏浆、堵料、皮带跑偏、水量和电流。记录给矿量、磨矿细度、矿浆浓度、水量、药剂用量、设备电流和生产时间。重点看筛网、皮带、泵、滤布、浮选机叶轮、破碎机衬板等。看这一周品位、回收率、处理量、停机原因和设备磨损情况。提前安排易损件更换、润滑保养、设备检修和备件采购。十五、一句话总结
每天巡检,每班记录,定期取样,按周期维护,按数据调参数。所以,选矿厂最重要的不是“开机能转”,而是“长期稳定”。如果你现在的生产线出现处理量下降、指标波动、尾矿跑矿、精矿夹杂、过滤困难、回水浑浊、设备频繁停机等问题,可以先把流程、设备型号、矿样数据、生产参数和故障现象整理出来。我们可以帮你从破碎、洗矿、磨矿、重选、磁选、浮选、电选、浓密过滤等环节逐段排查,找出问题点,减少盲目调设备和反复停机。