生产线效率优化,一篇看懂生产工艺核心技术
有益效果:1、中间工位促使生产效率提高;2、倍次加工方式以缩短输送线长度;3、可循环输送结构赋能工序排布任意改变,支持加工时间差异多变的工况环境;4、多优势支持技术价值与商业价值共赢。
本文引用的专利信息:D1:CN121894590A,发明名称为“一种生产线及其工位分配方法”,专利申请人为常州汇拓科技有限公司。
一、行业相近技术(容器多工序集成化加工技术)
(1)现有技术专利:CN112320263A,发明名称为“工位分配方法及柔性智能加工生产线”,专利申请人为“广州菲安妮皮具股份有限公司”,其采取“瓶托”在输送线上独立移动,使其依据相应工序的加工时间对各个设备的单次加工数目和加工次数做出调整,以此解决各个工位作业时间不均衡,生产节拍不一致的问题。
(2)双排布局循环生产线结构:两条输送线并排设计,设置“瓶托”承载容器使得容器可以进行横向输送与纵向输送,利用瓶托在此输送结构上的往复循环,使得该输送结构间歇等距移动,配合加工设备对相应位置的容器进行工序加工,消除堆料。
二、技术痛点
现有的针对容器进行的多工序集成化加工生产,广泛使其在“双排布局的输送线”上完成输送与加工,而由于对容器加工的各个工序加工时间不一致,且此种输送结构的输送方式为间歇移动,故加工时间短的设备会产生大量的等待时间以等待加工时间最长的设备完成加工,使得对应的输送线才能进行下一次移动,因此,无论是现有技术当中的“单一设备对应单条输送线”的组合,亦或者“双排布局的输送线”组合其生产效率均会受限于最长加工时间的影响,从而使得生产线输送效率受限。
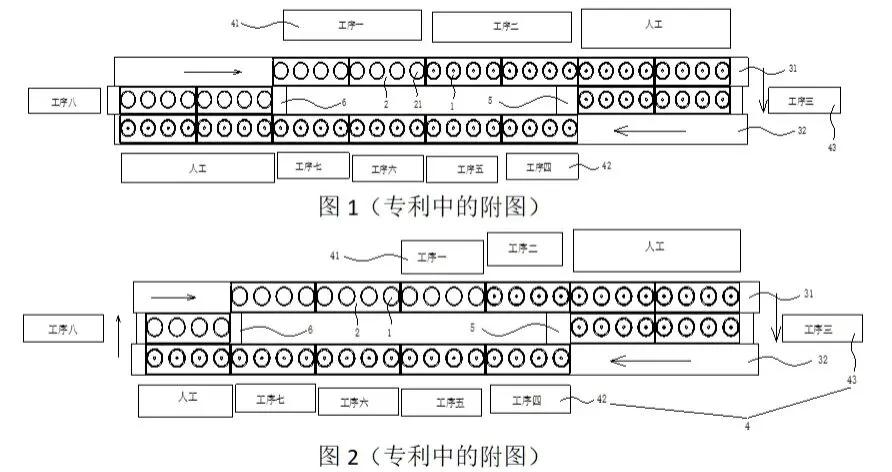
三、专利技术拆解
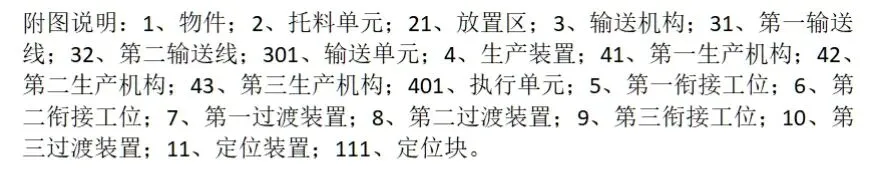
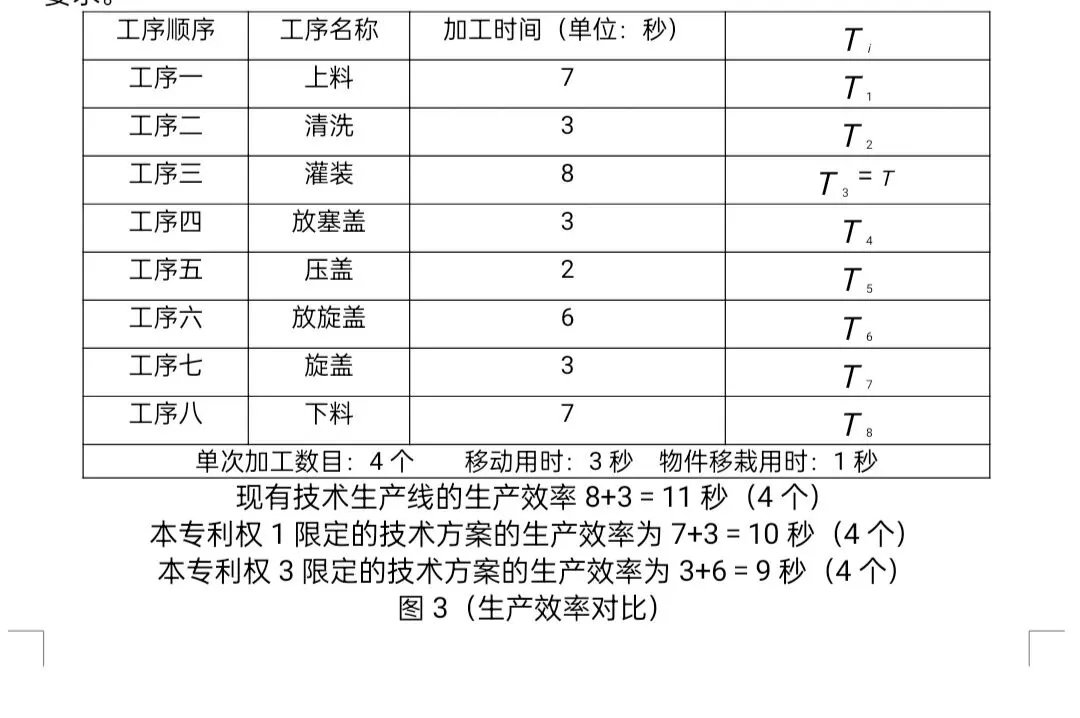
方案构思:根据D1专利的技术目标,其一是使“各个加工设备生产节拍一致以消除堆料情形,并优化加工工艺进一步缩短输送线的长度”;其二是“提高生产线单位时间内生产量”。根据目标一,无论采取何种结构布局的生产线,当物件完成各个工序的加工时间各不一致且各个加工设备单次加工数目相同时,各个加工设备单位时间内的加工量就各不相同,这就使得生产速率低的加工设备与生产效率高的加工设备之间需要设置缓存区存储下一个工序的待加工的物件,以此满足下一个工序加工设备持续工作的要求,避免部分加工设备需要间歇启停进行工作;1、使得耗时基本相同的加工设备在单位时间内的加工量相同,以减少等待时间;2、上述加工设备优选为连续工序的多个设备,使其能够对同一输送线上的物件(产品)进行工序加工。 根据目标二,当采取并排设置的输送线所构成的生产线完成对物件的多工序加工时,其限制物件生产速率高低的因素主要取决于耗时最长的加工设备的加工速度及产量。 因此,其设计要点在于如何使得加工时间最长的设备先于其余加工设备完成加工,并满足单位时间内加工量相同,以避免堆料。技术拆解:根据上述分析,得出相应的技术路径,首先依据D1专利的独立权利要求1以及有益效果的论述,其主体保护的输送结构仍然为循环设置的输送线;通过设置两条输送线并在首尾两端各设置一个中间工位,使得耗时最长的加工设备对其一中间工位上的物件进行加工;对于目标二,提高生产量是设计阶段的重点任务,此时先设定各个加工设备单次加工量均相同,使得“上游输送线的(间歇移动时间+间歇时间)=下游输送线的(间歇移动时间+间歇时间)”,以满足物件/托料单元的移栽要求;再使得上游输送线的(间歇移动时间+间歇时间)-物件移栽时间≥最长加工时间,以满足对中间工位上物件的工序加工,以此通过缩短原有输送线的间歇停留时间提高生产线的生产效率,具体可见图3中的效率对比,以此满足目标二的要求。当进一步缩短生产线的整体占地长度时,开创性的引入“倍次加工”,使得对物件进行加工的加工设备能够通过输送线的多次步进移动进行多次工作,使这些加工设备多次工作的加工量与耗时最长的加工设备的单次加工量相同,以此通过在两条输送线上根据加工次数以及工序的个数,缩短输送结构的长度,并缩短相应加工设备执行区的结构,以此满足目标一的要求。满足在提高生产效率的基础上又能缩短生产线占地长度,该倍次的选择所依据的公式如图4所示,仅供参考,也可以在原专利“具体实施方式”部分阅读获取。根据本专利的技术应用领域,其实现“生产效率提高”的目标,与产品类独权中“输送线输送方向相反”、“托料单元”、“第二衔接工位”可无直接关系;现有的输送结构输送物件的方式不见得必须为循环模式,因此,在考虑本专利实施例中的应用场景时,“循环输送”这一特性仅为优选方式,故此,在专利作为侵权诉讼之用时,产品主题的独权中出现了非必要技术特征,直接影响到后期对其他领域中相关产品的侵权判定;并且,从属其独权的部分从属权利要求,包含非常多的“废话”,完全不体现对独权的进一步限定,而是把独权的方案中必然产生的结果当作从权的限定,可谓是撰写功底太差,并且未在权利要求中体现实现“倍次加工”的优选手段,作为维持专利稳定性的“后手”;进一步地,在考虑侵权证据获取上,当不考虑“倍次加工”时,很难证明对“中间工位”上物件加工的设备是所有设备中耗时最长的,增大了收集证据的难度,因此,可以结合此种输送形式,更换技术问题的突破点,布局基础专利。而依据方法类独权的技术限定,其采取引用式的方式并对相应生产机构的位置做出详细限定,并未相对于产品独权做扩大化保护;其在撰写之初应当采取非引用式写法,独立于产品类独权,对效率提升的方案、倍次加工的方案做出虚写,在保留单一性的基础上,分别实现上述技术效果,以降低产品类独权中非必要技术特征对侵权判定的影响。本专利采取设置“中间工位”的方式,使得生产线的生产效率得以提高,并依据工序排布和其余工序的最长加工时间,设置多个“中间工位”,将耗时较长的工序依次分开,最大化的提高生产效率;利用最长耗时与较短耗时之间的差异,引入“倍次加工”的生产工艺,进一步缩短生产线的占地长度,降低输送机构与相应加工设备的制造成本。因此,通过“中间工位”的加工工艺 +“倍次加工”的生产工艺相组合,使得生产线同时具备生产效率提高与进一步缩短占地长度,减少制造成本的优势,结合加工设备与输送机构可拆卸连接的手段,使得生产线具有灵活组合进行工序排布的效果,完美解决技术痛点。本专利的技术方案所达到的技术效果明显强于现有技术方案的技术效果,且实现该效果的技术方案可替代性弱,依据本专利独权的限定,为技术方案的应用构筑了法律保护的壁垒,在相同行业的背景下,结合专利的“等同侵权”,在独权不被无效的情况下,其技术壁垒高,且技术效果带来的技术价值高。依据图3与图4的记载,以及本行业技术人员对该技术方案实施的分析推论,采用上述技术点可有效产生对应的技术效果,由于生产线中的技术特征均包含在实际产品中,故可使此种生产线产品加快落地应用或制造销售产出经济收入;同时,也可将其进行转化,引入其他生产加工领域,作为生产工艺升级的技术启示,获得相应的技术效果。本专利的产品主要针对“多类型、小批量”物件的多工序集成化加工生产,整体产品的技术差异相较于现有技术较小,技术转化的难度低,但技术效果显著于现有技术,且“生产效率提高、倍次加工”的技术点的启示可有效应用于不同领域的生产制造场景中,因此技术溢价价值高,可针对该技术点进行专利布局保护。根据本专利技术效果的记载,当部分加工设备“倍次加工”时,可同时使得生产线的生产效率提高并减少输送机构与部分加工设备的制造成本,达到“降本增效”的目标。并且,结合灵活组合的优势,该设备的兼容度与输送的兼容度相叠加,满足一机多用的优势,进一步增强生产线的兼容性和技术价值。根据本专利独立权利要求的记载,虽然出现了许多非必要技术特征,但是结合专利申请人所在的日化行业,其保护范围合理,且独权限定的技术方案侵权证据可于产品外部直接观测到,因此侵权证据获取较为容易;其次,虽然独权构建的保护范围未最大化,但是结合“等同侵权”,也能够对相似结构的设计结合该保护范围进行侵权诉讼;结合“倍次加工” 的技术手段,该技术点的无效难度较大,且叠加此种输送机构,相较于现有技术的技术启示明显不同,因此权利稳定性较高。针对该独权,本作者进行构思,开展“侵权判定示例”,作为单章发布,预计6月9日,跟随下一篇技术分享发布。本文除了引用专利的部分,仅代表个人观点,文本内容不限于专利中的技术分析,因此文本内容仅作参考。另外,文本中的相关技术内容不参与评判专利是否具备新创性或规避侵权的依据。专利公开号为:CN122035768A,发明名称为“一种模块化生产线”。本产品相关的核心技术将跟随专利公开逐个解析,预计26年10月全部完成;终章则会进行该产品的专利布局解析、布局复盘规划、核心技术撰写之权要架构、IP与企业运营闭环管理等内容。各位同行及相关厂家,若需使用上述D1专利的技术,需自行判断是否能够规避使用,或提前准备无效材料在授权后采取无效宣告等措施以避免侵权风险;在专利未授权阶段内使用该技术的,可以与作者联系,协助贵司商议临时使用费;未来专利授权后,若需要普通许可,可与作者联系,协助贵司取得许可。若对本文的技术有疑问,可以留言,我将尽我所能予以解答。