


EQUIPMENT
刹车盘自动清洗喷涂烘干生产线
BRAKE DISC AUTOMATIC CLEANING SPRAY DRYING PRODUCTION LINE
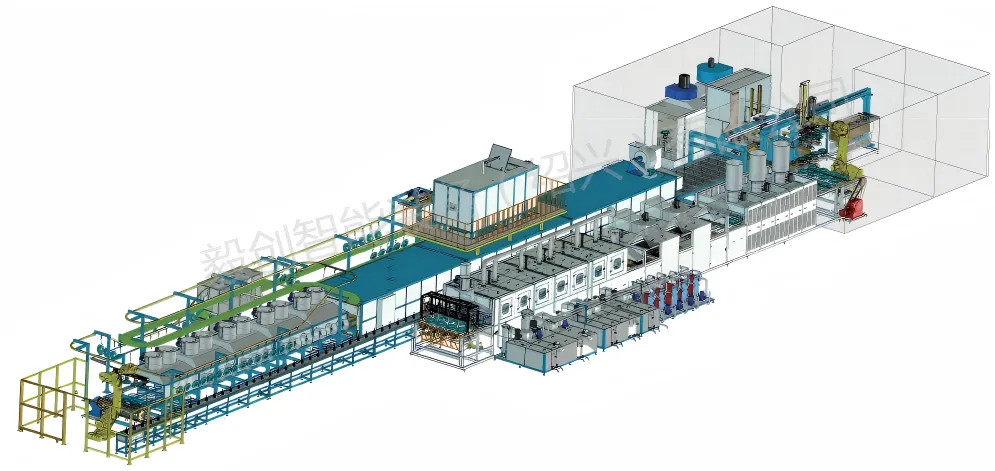
一、设备图例 EQUIPMENT LEGEND
二、设备实图EQUIPMENT ACTUAL DIAGRAM






左右滑动查看图集
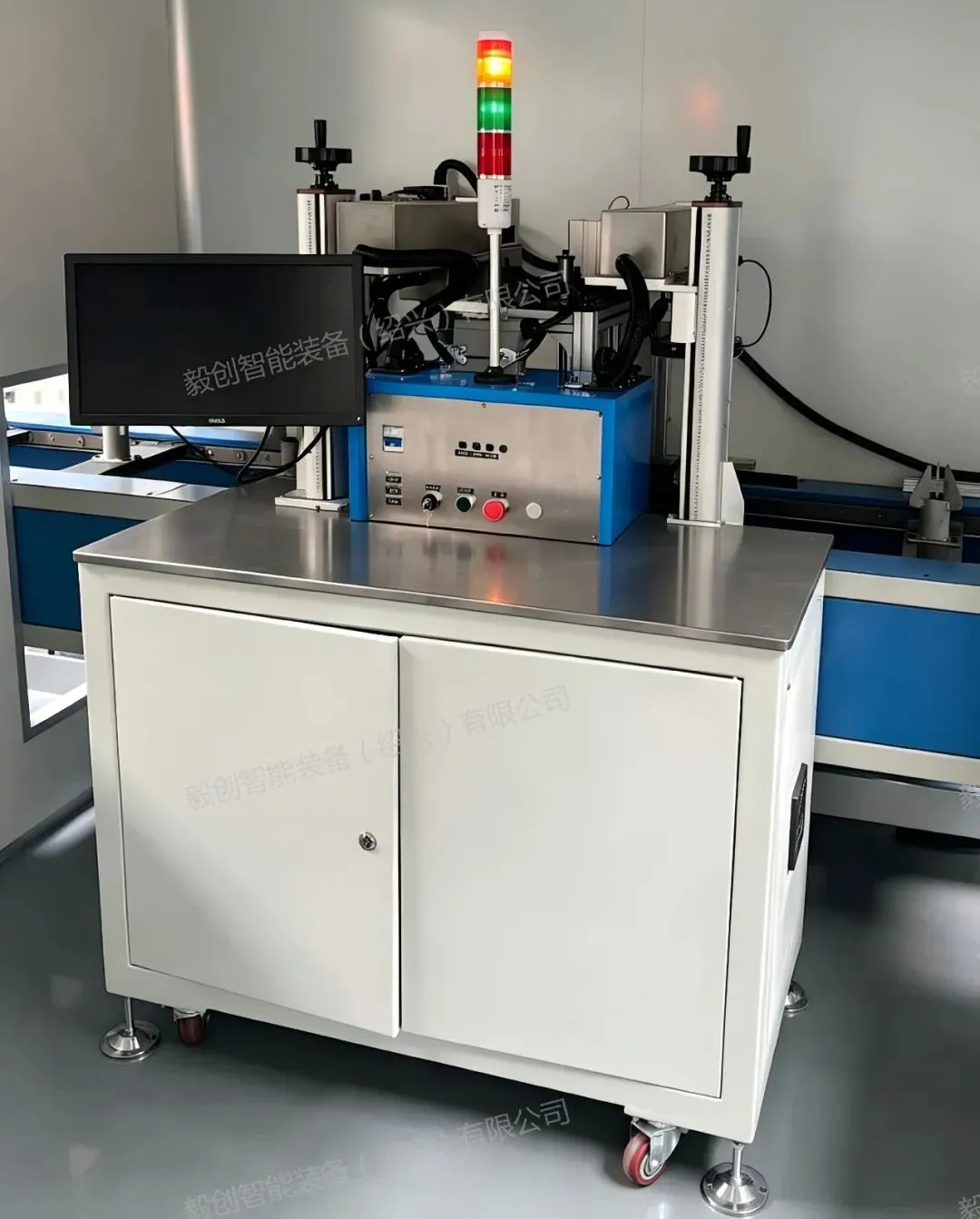


案例客户:浙江亚太、长春泰盟、摩擦一号
三、技术参数TECHNICAL PARAMETERS
技术参数
1、用途:汽车刹车盘的前处理及喷涂工艺;(支持全涂及局部喷涂);
Application: Pretreatment and spraying process of automobile brake disc;(supportfull coating and partial spraying);
2、设备占地面积:L50.0m×W10.0m×H3.5m;(可根据实际厂房条件设计方案);
Equipment floor area:L50.0m×W10.0m×H3.5m;(design scheme according to actual plant conditions);
3、设备总功率:350KW(清洗脱水炉采用电加热,油漆固化加热采用天然气);
Total equipment power:350KW(electric heating for cleaning and dehydration furnace, natural gas for paint curing heating);
4、产能设计:6-8件/分钟;
Capacity design:6-8 pieces/min;
5、加热方式:电+天然气加热;
Heating method: electricity+ natural gas heating;
四、工艺流程PROCESS FLOW
工艺流程
1、前处理工艺流程
人工上料→喷淋预脱脂→喷淋主预脱脂→喷淋水洗1→喷淋水洗2→喷淋纯水洗钝化防锈→吹积液→烘干脱水→强制冷却→机械手自动下件搬运机械人转运到转台上;
Pretreatment process flow:
Manual feeding→Spray pre→degreasing→Spray main pre→degreasing→Spray washing 1→Spray washing 2→Spray pure water passivation rust prevention→Liquid biowing→
Drying dehydration→ Forced cooling→Robot automatic unloading roboftransfer to turntable;
工艺流程
2、自动喷漆烘干工艺流程(局部)
机器人自动将刹车盘搬动到转台上→移栽机构上盖板→转台将工件移至喷涂位喷涂(机器人通过喷枪对刹车盘喷漆)→转台将工件移至下件位取盖板下工件一机器人将工件移至烘干线上件位→工件预热→工件烘干固化→强制冷却→机器人将工件转移至工装回程线上(回程线工装座中间的链板上)→由人工下件;
Automatic painting drying process flow(partial): Robot automatically moves brake disc to turntable→Transplanting mechanism covers→ Turntable moves workpiece to spraying position for spraying (robot paints brake disc with spray,gun)→ Turntable moves workpiece to lower position for taking workpiece under cover→Robot moves workpiece to upper position of drying line→Workpiece preheating→Workpiece drying and curing→ Forced cooling→Robot transfers workpiece to tooling return line(chain plate in the middle of tooling seat of return line)→Manual unloading;
工艺流程
3、自动喷漆烘于工艺流程(全涂)
机器人将工件放在工装返回线的工装上,再由机器人将治具和工件转移到转台上→转台将工件移至喷涂位喷涂(机器人通过喷枪对刹车盘喷漆)→转台将工件移至下件位→机器人将工件移至烘于线上件位→工件预热→工件烘干固化→强制冷却→机器人将工件连同工装一并转移至工装回程线上→人工将刹车盘检查下件→治具回流到上件工位;
the fixture and workpiece to the turntabie→the turntable moves the workpiece to the spraying position for spraying (the robot sprays the brake disc)→the turntable moves the workpiece to the next position→the robot moves the workpiece to the upper position of the drying line→the workpiece is preheated→the workpiece is dried and solidified→forced cooling→the robot transfers the workpiece together with the tooling to the tooling return line→the brake disc isinspected manually→the fixture returns to the upper position;
五、设备说明EQUIPMENT DESCRIPTION
设备组成
主要包括:
刹车盘自动清洗烘干线、刹车盘输送线、定位对中机构、机器人搬运设备、交换转台、盖板移载机构、机器人自动喷漆设备、盖板清洗交换转台、盖板自动清洗回收设备、隧道式天然气加热烘干线、强制冷区段、机器人自动下件设备,工装自动回程线、NG料道线、集中电器控制系统。
The equipment mainly includes:
brake disc automatic cleaning and drying line, brake disc conveying line, positioning and centering mechanism, robot handling equipment, exchangeturntable, cover plate moving mechanism, robot automatic painting equipment, cover plate cleaning and exchangeturntable, cover plate automatic cleaning and recycling equipment, tunnel natural gas heating and drying line, strong refrigeration section, robot automatic unloading equipment, tooling automatic return line, NG material channel line and centralized electrical control system.
设备说明
前处理工艺说明:
处理处理方式:卧式输送+工件旋转方式步进式清洗通过式连续清洗;
●前处理设计步进+封闭式结构喷淋,减少各水槽的槽液窜水;
●前处理配备干燥并自动转运至喷涂工位;
●前处理完工产品应满足表面无锈迹、无油污、无明显水迹等;
●预脱脂、主脱脂、水洗1、2、纯水洗防锈槽加热,采用天燃气热水炉提供热水源通过板式换热器对各水槽加热;
Pre-treatment process description Pre-treatment mode: horizontal conveying+ workpiece rotation step-by-step cleaning/continuous cleaning;Step by step+ closed structure spraying is designed for pretreatment to reduce channeling of bathliquid in each tank;Pre-treatment isequipped with drying and automatic transfer to spraying station;The finished products before pretreatment shall meet the requirements of no rust, no oil stain and no obvious water stain on the surface; Pre-degreasing, main degreasing, water washing 1,2, pure water washing rust-proof tank heating, using natural gas water heater to provide hot water source through plate heaf exchanger to heat each tank;
设备说明
喷涂工艺说明
●喷涂工艺采用喷涂防爆机器人,单独喷控单元,一色一清洗,水油分开;
●喷房:采用水帘喷漆房结构;
●喷涂工位采用转台方式设计,气缸机械结构式定位设计;
●涂料采用恒温连续搅拌供漆系统设计;
●供漆系统采用美国固瑞克/德国钛姆勒品牌设计;(品牌可选)
Spraying process description Spraying process using explosion-proof spraying robot, separate spray control unit, one color one cleaning, water and oil separation;Spray booth: adopt water curtain spray booth structure;Spray station adopts turntabie design, cylinder mechanical structure positioning design;The paint is designed by constant temperature continuous stirring paint supply system.The paint supply system is designed by American Gracol German Titamler brand.(Brand optional);
设备说明
固化工艺说明
●烘道耐温要求达到400℃以上;
●温控精度:炉内温差×±10℃;
●达克罗固化工艺(产品表面温度):总体原则工件从进炉到出炉,烘干时间为40分钟;其中,预热80-200℃可调(有效预热150℃10分钟);
高温固化常温—360℃可调(有效预热320±10℃30分钟),同时应兼顾其他涂料的固化温度,温度设置常温-360℃调整;
●烘箱隔热:烘箱外壁温度不超过室温+15℃;
●冷却:产品在下件前应降至40℃±5℃;
●下件由机器人将工装和刹车盘一次性搬运到回程线上,由人工检测下件打包;
●工装回程线上采用步进方式进行输送;
Curing process description: The temperature resistance of the baking channel is required to reach more than 400℃;Temperature control accuracy: temperature difference in furnace±10℃;Dacromet curing process (product surface temperature): the overall principle of workpiece from furnace to furnace, drying time is 40 minutes; ofwhich, preheating 80-200℃ adjustable(effective preheating 150℃10 minutes); high temperature curing room temperature-360℃ adjustable(effective preheating 320±10℃30 minutes).Atthe same time, the curing temperature of other coatings should be taken into account, and the temperature setting should be adjusted at room temperature-360℃.Oven insulation: oven outer wall temperature does not exceed room temperature+15℃;Cooling: the product should be reduced to 40℃±5℃ before the next part;The next part is transported to the return line by the robot at one time,and the next partis packaged by manual inspection;The tooling return line is conveyed in a step-by-step manner;
设备说明
电气控制系统说明
电柜:电柜应采用标准电柜,按国家标准接入;
接触器、继电器等低压电器元件采用施耐德品牌产品,PLC、变频器均采用三菱或都西门子产品(IO点和内存至少预留10%);(品牌可选)
电器应有完整的标签,所有电线应有号码管,便于识别;
电缆、桥架、线槽等应按国家标准,动力线和信号线要分开;
可升级载入MESS系统。
Description of electrical control system Electrical cabinet:
Standard electrical cabinet shall be adopted and connected according to national standards;Contactors, relays and other low-voltage electrical components shall be Schneider brand products, PLC and frequency converter shall be Mitsubishi or Siemens products (IO points and memory shall be reserved at least 10%);(brand optional) Electrical appliances shall have complete labels, and all wires shall have number tubes for easy identification;Cable, bridge, trunking, etc. shall be in accordance with national standards, power lines and signal lines shall be separated;Can be upgraded into MESS system.
企业证书ENTERPRISE CERTIFICATE


左右滑动查看图集
经营理念:用科技启创自动化未来!
Create the future of automation with technology!
20年涂装设备设计研发制造经验
刹车盘自动清洗喷涂烘干设备方案解决商

胡经理/Mr.Hu +86 13735828685
李经理/Mr.Li +86 15068791011
邮箱:hzyfcjx@126.com
网址:www.incha.net
地址:浙江省诸暨市浬浦镇中金路22号
ADD:No. 22 Zhongjin Road, Lipu Town, Zhuji City, Zhejiang Province, China
点击
阅读原文
查看更多


