
在再生塑料(r-PET、r-PP、r-PE等)的物理回收与挤出造粒过程中,熔体过滤是影响产线连续运行、成品质量和综合成本的重要环节。与原生料相比,回收料来源更复杂,杂质种类、杂质含量、熔体粘度和批次稳定性都存在明显波动。
在这样的工况下,换网器并不是简单的“拦截杂质”装置,而是连接挤出、过滤、稳压、计量和下游成型的关键设备。选型不当,轻则换网频繁、滤材消耗增加,重则造成压力波动、滤网破损、熔体降解,甚至影响整条生产线的稳定运行。
很多企业在新建或改造再生料产线时,容易陷入两个误区:一是盲目追求高过滤精度,导致压差上升过快、换网频繁;二是过度压缩设备投资,忽视过滤面积、流道结构、密封可靠性和系统联动控制,最终增加后期运行成本。
因此,再生塑料生产线的换网器选配与调试,本质上不是简单采购一台标准设备,而是一套基于物料特性、产品要求、产线节拍和系统协同的工程决策。

一、先认清工况:再生料过滤的关键变量
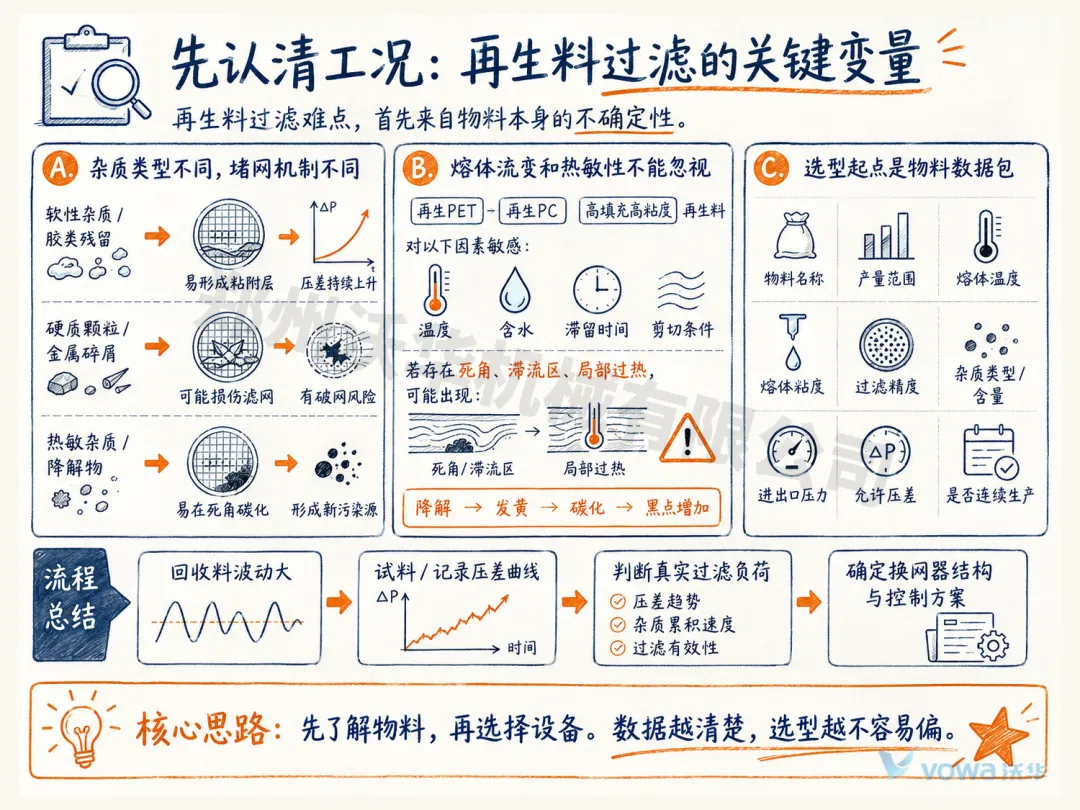
再生塑料的过滤难点,首先来自物料本身的不确定性。不同来源、不同批次、不同清洗和分选水平的回收料,其杂质组成和熔体状态可能差异很大。换网器选型前,建议重点关注以下几个变量。
1. 杂质类型不同,堵网机制不同
再生料中常见的杂质包括标签残留、纸屑、木屑、铝箔、金属碎屑、砂粒、PVC混杂、热熔胶残留、未熔颗粒、凝胶、碳化黑点等。
这些杂质对过滤系统的影响并不相同:
软性杂质、胶类残留和凝胶类物质:容易在滤网表面形成粘附层,使压差持续上升;
硬质颗粒和金属碎屑:可能造成滤网局部损伤、支撑网变形,甚至诱发破网风险;
热敏性杂质或局部降解物:可能在流道死角中继续碳化,形成新的污染源。
因此,过滤系统不能只看“有没有滤网”,还要看流道结构、过滤面积、滤网支撑、排气引料方式以及是否适合后期清理和维护。
2.熔体流变和热敏性不能忽视
再生PET、再生PC以及部分高填充、高粘度再生料,对温度、含水、滞留时间和剪切条件都比较敏感。如果换网器内部存在明显死角、滞流区或局部过热区域,熔体可能出现降解、发黄、碳化或黑点增加。
这类问题往往不是一开始就表现出来,而是在连续运行一段时间后逐渐显现:滤网堵得越来越快,制品黑点增多,压力曲线越来越不稳定,换网周期越来越短。
所以,再生料过滤不能只关注滤网目数,还要关注设备内部流道是否顺畅、加热是否均匀、换网过程是否平稳,以及是否便于排气、引料和清理。
工程提示:选型起点应是“物料数据包”
换网器选型前,建议尽量明确以下信息:
物料名称、产量范围、熔体温度、熔体粘度、过滤精度要求、杂质类型、杂质含量、上游清洗分选水平、进出口压力、允许压差、产品用途、是否连续生产、是否有防爆或特殊材质要求等。
这些数据越清楚,设备选型越不容易偏。对于批次波动较大的回收料,最好通过试料、压差曲线记录或小批量生产数据,先判断物料的真实过滤负荷,再确定设备结构和控制方案。
二、换网器选型:从“能过滤”到“适配工况”
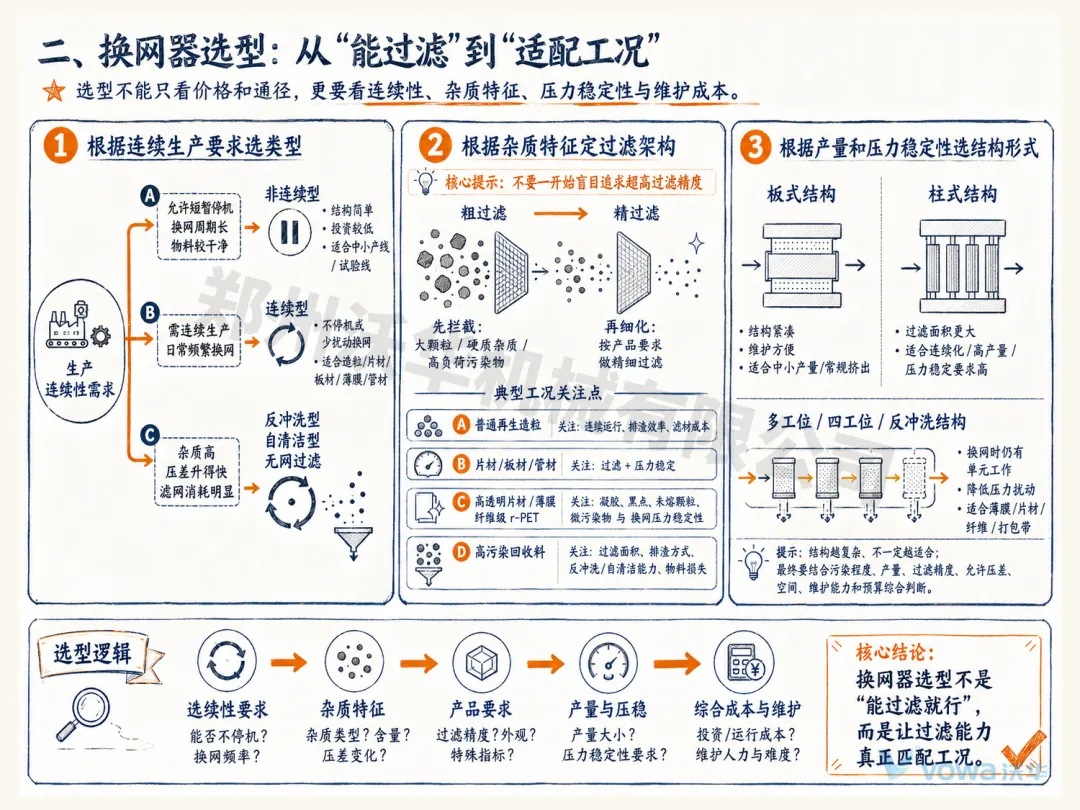
再生塑料生产线选择换网器,不能只看价格、通径和滤网尺寸,还要从连续性、过滤面积、杂质特征、压力稳定性和后期维护成本综合判断。
1. 根据连续生产要求选择设备类型
如果物料较干净、换网周期较长,且产线允许短暂停机,可以考虑结构相对简单的非连续型换网器。这类设备投资较低,适合中小产线、试验线或低频换网工况。
如果产线需要长时间连续运行,且日常生产中需要多次换网,则更适合选择连续型换网器。连续型换网器通过双工位、双流道或多工位结构,实现不停机或少扰动换网,适合造粒、片材、板材、薄膜、管材等常见挤出工况。
对于杂质含量较高、压差上升较快、滤网消耗明显的回收料工况,则可以进一步考虑反冲洗型、自清洁型或无网过滤设备。这类设备的重点不是简单“换网更快”,而是通过在线清理、排渣或多过滤单元循环工作,减少人工换网频次,降低滤材消耗,提高连续运行能力。
2. 根据杂质特征确定过滤架构
对于杂质粒径分布较宽的回收料,不建议一开始就盲目提高过滤精度。更合理的思路是先把大颗粒、硬质杂质和高负荷污染物拦截下来,再根据产品要求进行精细过滤。
常见思路包括:
普通再生造粒:重点关注连续运行、排渣效率和滤材成本,过滤精度不宜盲目过高。
片材、板材、管材类产品:除过滤杂质外,还要关注压力波动对制品尺寸和表面质量的影响。
高透明片材、薄膜、纤维级r-PET等产品:需要重点控制凝胶、黑点、未熔颗粒和微小污染物,同时对换网过程的压力稳定性要求更高。
高污染回收料:应重点考虑过滤面积、排渣方式、反冲洗能力、自清洁能力以及排出物中的可用物料损失。
3. 根据产量和压力稳定性选择结构形式
板式换网器结构紧凑、维护相对方便,适用于中小产量和常规挤出场景。柱式换网器通常过滤面积更大,结构形式更适合连续化、高产量或压力稳定要求较高的工况。
多工位、四工位或反冲洗结构的优势在于:换网或反洗过程中仍有部分过滤单元保持工作状态,有利于降低换网过程中的压力扰动。对于薄膜、片材、纤维、打包带等对压力稳定性敏感的产品,这一点尤其重要。
但结构越复杂,并不代表越适合所有工况。最终仍要结合物料污染程度、产量、过滤精度、允许压差、安装空间、维护能力和预算综合判断。
三、设备调试:换网器不是装上就结束
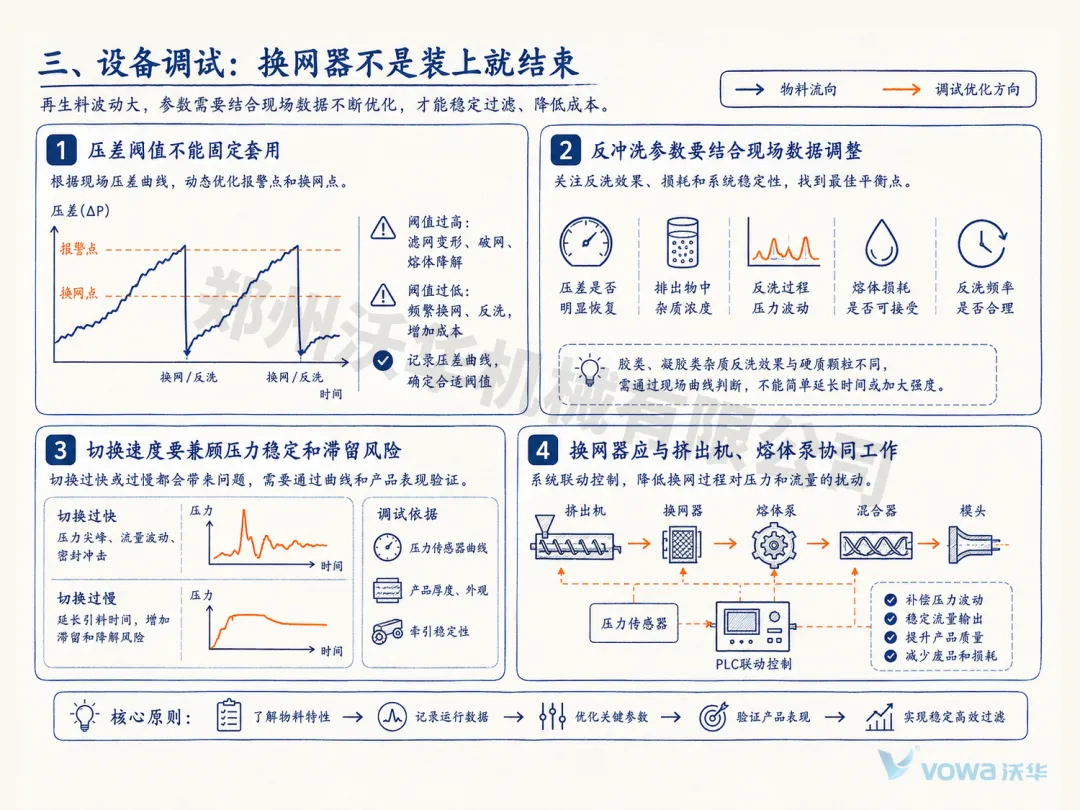
换网器能否真正发挥作用,很大程度取决于后期参数整定。尤其是再生料工况,物料波动大,不能只依赖出厂设定,需要结合现场压力曲线和产品质量表现不断优化。
1. 压差阈值不能固定套用
压差报警值和换网触发值不应简单照搬经验数值。初始设定可以参考滤网承载能力、设备允许压差和产品质量要求,运行后再根据现场压差曲线进行修正。
如果阈值设得过高,可能导致滤网变形、破网、局部穿透或熔体降解;如果阈值设得过低,则会造成频繁换网、频繁反洗,增加熔体损耗、滤材成本和密封件磨损。
更合理的做法是记录稳定生产阶段的压差上升曲线,观察压差上升速度、换网后压差恢复幅度、成品外观变化和下游压力波动,再逐步确定适合该物料的报警点和换网点。
2. 反冲洗参数要结合现场数据调整
对于反冲洗型换网器,反洗参数不能简单按某个固定倍数设定。它与设备结构、熔体粘度、滤网污染状态、反洗通道设计、允许排料损耗和下游压力稳定性都有关系。
现场调试时,应重点关注几个指标:
反洗后压差是否明显恢复;
排出物中杂质浓度是否提高;
反洗过程是否造成明显压力波动;
熔体损耗是否在可接受范围内;
反洗频率是否过高或过低。
对于胶类杂质、凝胶类杂质较多的物料,反洗效果可能与硬质颗粒杂质不同,需要通过现场曲线判断,而不是简单延长反洗时间或提高反洗强度。
3. 切换速度要兼顾压力稳定和滞留风险
换网过程中的切换速度,需要与液压系统、熔体粘度、设备结构和下游工艺要求匹配。
切换过快,可能造成压力尖峰、流量瞬态波动或密封冲击;切换过慢,则会延长引料、排气和过渡时间,增加熔体滞留和局部降解风险。
对于压力敏感的片材、薄膜、纤维、精密挤出等工况,建议在调试阶段通过压力传感器记录换网前后的压力曲线,并结合产品厚度、外观和牵引稳定性判断切换参数是否合适。
4. 换网器应与挤出机、熔体泵协同工作
换网器不应被孤立看待。对于连续化、精密化的挤出生产线,换网器、挤出机、熔体齿轮泵、动态混合器、模头之间是一个完整系统。
当滤网逐渐堵塞时,网前压力和压差上升,会影响挤出机负荷和下游供料稳定性。换网过程中,流道切换、引料、排气和滤网重新建立过滤状态,也会对压力曲线产生扰动。
如果产线配置了熔体齿轮泵和压力传感器,可以通过PLC联动控制,对换网过程中的压力和流量扰动进行补偿。对于薄膜、片材、纤维等对稳定性要求较高的工况,这种系统联动比单独优化某一台设备更有价值。
需要注意的是,联动控制效果应以现场压力曲线和产品质量指标为准,不宜简单用固定数值承诺。不同物料、不同产量、不同模头和不同控制系统,最终表现都会有差异。
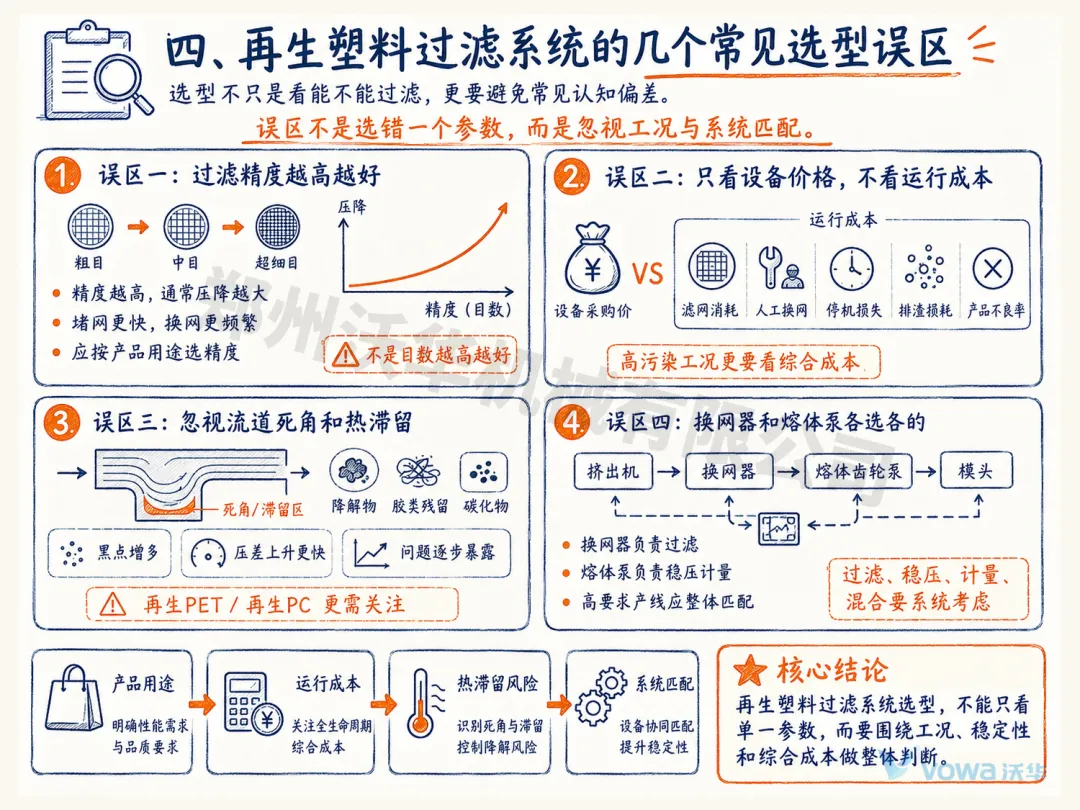
四、再生塑料过滤系统的几个常见选型误区
误区一:过滤精度越高越好
过滤精度越高,压降通常越大,滤网堵塞越快,对设备强度、过滤面积和压力稳定性的要求也越高。
对于普通再生造粒,过高精度可能并不会明显提升产品价值,反而会增加滤材消耗和停机风险。过滤精度应服务于产品用途,而不是盲目追求更高目数。
误区二:只看设备价格,不看运行成本
换网器的成本不只是采购成本,还包括滤网消耗、人工换网、停机损失、排渣损耗、清理维护、能耗和产品不良率。
对于高污染回收料,前期选择过滤面积更大、连续性更好、排渣更稳定的设备,往往能在长期运行中降低综合成本。
误区三:忽视流道死角和热滞留
再生料中的降解物、胶类残留和碳化物,往往会在流道死角和滞留区域持续累积。设备看似能过滤,但运行一段时间后,黑点增多、压差上升变快,问题就会逐渐暴露。
因此,对于再生PET、再生PC等热敏性较强的物料,应重点关注流道是否顺畅、加热是否均匀、是否便于排气和清理。
误区四:换网器和熔体泵各选各的
在很多挤出系统中,换网器负责过滤杂质,熔体齿轮泵负责稳压计量,两者之间存在明显的工艺关联。
如果换网器压差变化大,熔体泵入口条件也会受到影响;如果熔体泵补偿控制不到位,换网过程的压力扰动也可能传递到模头端。因此,在较高要求的再生料生产线中,过滤、稳压、计量和混合设备应作为整体系统来考虑。
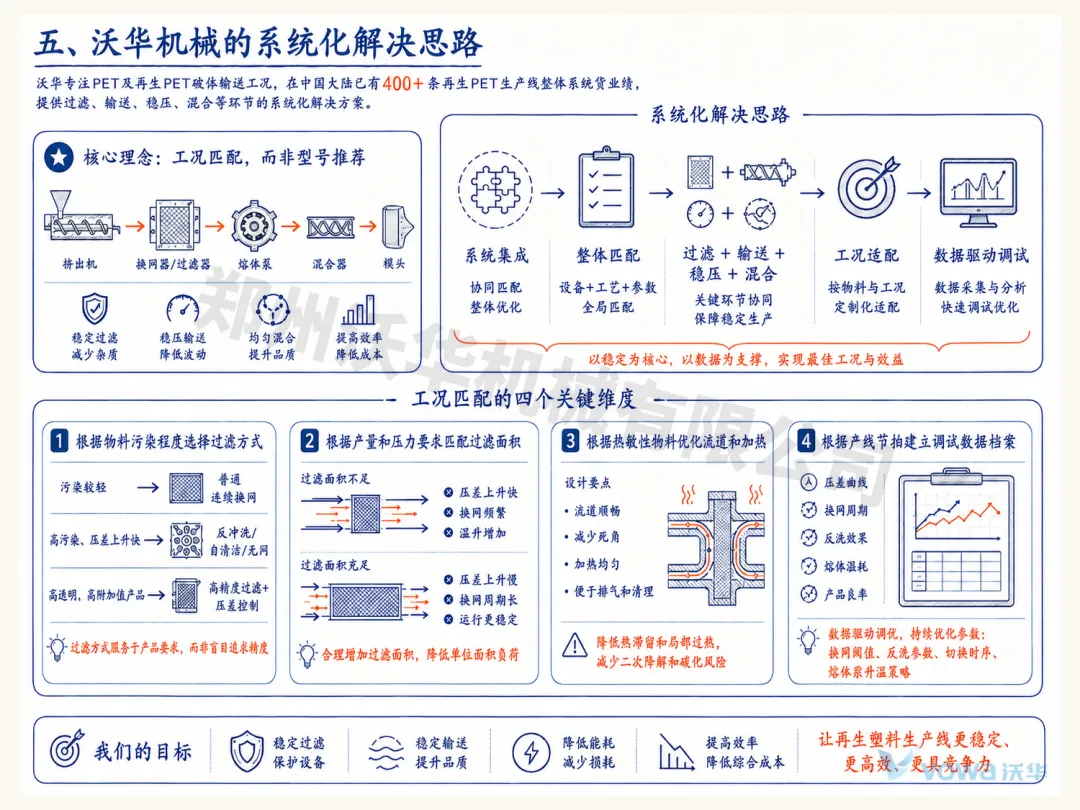
五、沃华机械的系统化解决思路
沃华较早介入PET和再生PET相关熔体输送工况,在中国大陆已有超过400条再生PET生产线用熔体泵供货业绩。近年来,沃华进一步完善了熔体过滤设备产品线,可提供板式换网器、柱式换网器、反冲洗换网器、网带自动换网器、无网过滤器、开车阀、液压站、控制系统等设备,并可与熔体齿轮泵、动态混合器等产品进行系统集成,为再生塑料挤出生产提供过滤、输送、稳压和混合等环节的整体方案。
在实际项目中,沃华更强调根据工况进行匹配,而不是简单推荐单一型号:
1. 根据物料污染程度选择过滤方式
对于常规污染物较少的物料,可采用普通连续换网结构;对于杂质含量高、压差上升快的回收料,可考虑反冲洗、自清洁或无网过滤方案;对于高透明、高附加值产品,则需要进一步结合过滤精度、压差控制和下游成型要求综合设计。
2. 根据产量和压力要求匹配过滤面积
高产量工况下,如果过滤面积不足,容易导致压差上升过快、换网频繁和熔体温升增加。通过合理增加过滤面积、优化流道分布和选择多工位结构,可降低单位面积过滤负荷,提高运行稳定性。
3. 根据热敏性物料优化流道和加热
针对再生PET、PC等对热历史较敏感的材料,设备设计和选型应尽量减少死角和滞留,避免局部过热和熔体长时间停留,降低二次降解和碳化风险。
4. 根据产线节拍建立调试数据档案
换网器的调试不能只看能否开机,更要看长期运行中的压差变化、换网周期、反洗效果、熔体损耗和产品质量。通过记录“压差—换网周期—滤网消耗—产品良率”等数据,可以逐步反推出适合该物料的换网阈值、反洗参数、切换时序和熔体泵补偿策略。
结语
再生塑料生产线的换网器配置,没有标准答案,真正合理的方案,必须建立在物料特性、产品要求、产线节拍和运行成本的综合评估之上。
从杂质类型识别,到过滤精度选择;从换网器结构匹配,到压差阈值设定;从反冲洗参数优化,到熔体泵联动控制,每一个环节都需要用工程数据说话。
对于再生塑料企业来说,换网器不只是一个消耗滤网的设备,而是影响连续生产、成品质量和综合成本的重要节点。只有把过滤系统纳入整条挤出线进行系统化设计,才能在复杂多变的回收料工况中,实现更稳定、更高效、更经济的生产运行。


公司产品已应用于多种聚合物生产流程及挤出生产线,积累了较为丰富的行业应用经验,可为用户提供熔体输送、混合、过滤等系统化解决方案。
典型应用领域:PBAT/PBS/PLA/PGA等可降解材料行业、绿色纤维Lyocell行业、PS/HIPS/ABS行业、PET/r-PET/PA行业等。
