
在当前的煤矸石选硫精砂生产线上,对辊制砂机的出镜率越来越高,几乎成为了该工艺段的标配设备。这一现象的背后,并非盲目跟风,而是因为对辊制砂机契合了煤矸石提硫工艺对“粒度控制”与“矿物解离”的严苛要求。它不仅仅是一台破碎设备,更是决定整条生产线经济效益的关键环节。
对辊制砂机之所以能在该领域广泛应用,核心在于其优越的“控粒”能力。提取硫精砂要求物料需要破碎到一定的细度(通常在3毫米以下),以便硫铁矿与废石充分分离,但又不能过细,否则会增加后续分选的难度并造成资源流失。

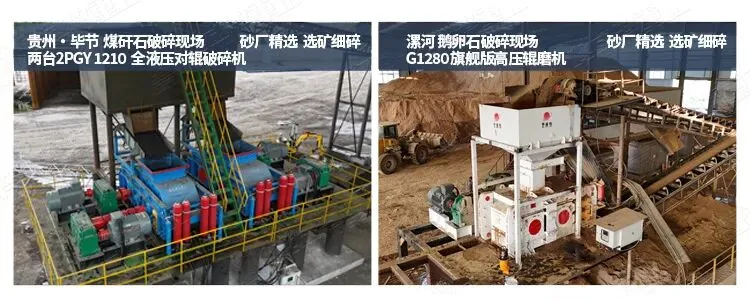
对辊制砂机通过两根辊轮之间的间隙来控制出料粒度。液压系统允许操作人员根据原料特性和工艺需求,灵活、无级地调节辊缝大小,确保产出的物料颗粒均匀、级配合理。这种“按需破碎”的能力,使得后续的分选设备能够发挥大效能,从而显著提升硫精砂的品位。

此外,对辊制砂机在生产线中的高适应性也是其广受欢迎的重要原因。煤矸石的成分往往波动较大,有时硬度较高,有时又含有较多泥土或水分。对辊制砂机对物料的含水率有较好的容忍度(通常可适应含水率8%以内的物料),不易发生堵塞。同时,面对原料硬度的波动,液压系统能够自动调整破碎压力,始终保持稳定的出料状态。
在贵州大方等地的实际生产案例中,采用对辊机制砂的煤矸石提硫生产线,运行十分稳定,即便在原料成分波动的情况下,也未出现频繁卡堵的现象,日均处理量稳定,成品砂的市场接受度良好。

最后,从整条生产线的配置来看,对辊制砂机起到了承上启下的作用。它通常位于粗破之后,负责将粗碎后的物料进一步加工成符合分选要求的细料。其结构紧凑、占地面积小,便于在现有的生产线上进行安装或改造。加上其故障率低、易损件更换便捷、维护周期长等特点,大大地降低了生产线的人工管理难度和长期运营成本。正是这些贴合实际生产需求的特性,使得对辊制砂机成为了煤矸石选硫精砂生产线中不可或缺的核心装备。

