

涂装生产线工件输送系统
选型、设计与应用的几点思考
▎ 一、引言:输送系统——涂装线的“大动脉”
工件输送系统是涂装生产线的“大动脉”,承担着将工件按预定工艺路线在各工位间有序传递的核心任务。一条涂装线的运行效率、产品质量甚至能耗水平,都与输送系统的选型和设计密切相关。
然而在实际工程中,输送系统的选型往往被忽视——许多项目在规划初期过度关注喷涂设备和烘干系统的技术参数,却对“工件怎么送进去、怎么送出来”这个基础问题投入不足,导致项目投产后出现节拍不匹配、瓶颈工序堆积、维护成本过高等一系列问题。
本文从涂装生产线工件输送系统的五大主流类型出发,结合不同工艺段的选型要点和实际案例,分享一些关于输送系统选型与设计的思考,供同行交流参考。
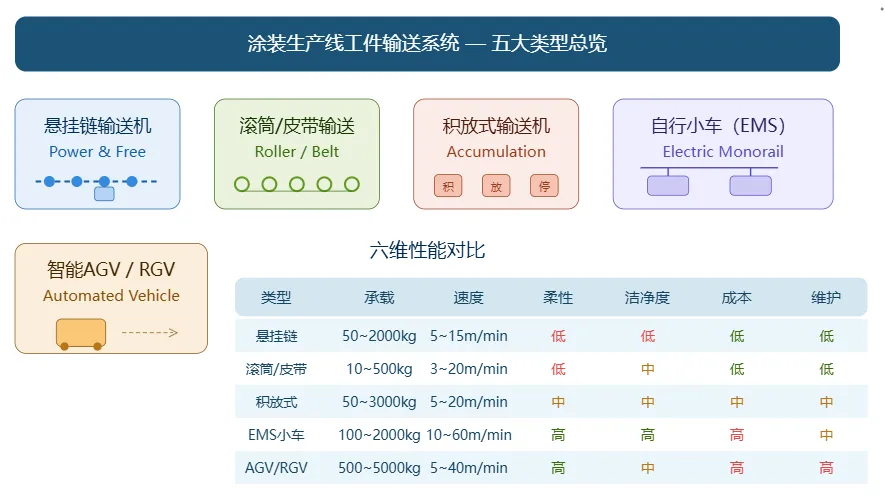
▎ 二、工件输送系统的五大主流类型
◆ 1. 悬挂链输送机(Power & Free Conveyor)
悬挂链输送机是涂装线中最传统也最广泛使用的输送方式。其基本原理是通过链条带动吊具,将工件悬挂在轨道上方进行传输。按照驱动方式可分为通用悬挂链(推式)和轻型悬挂链(牵引式)两种。
核心特点:
• 承载范围:50~2000kg/吊具,适用面广
• 运行速度:5~15m/min,可调速控制
• 路线形式:直线、弯道、升降段灵活组合
• 结构特点:架空安装,不占用地面空间
• 成本优势:设备造价低,技术成熟,维护简单
适用场景:大批量、少品种的连续式涂装生产线,如汽车车身涂装线、家电外壳涂装线、钢结构件涂装线等。
◆ 2. 地面滚筒/皮带输送机(Roller / Belt Conveyor)
地面滚筒输送机和皮带输送机是涂装线中用于水平段传输的常见设备。工件直接放置在滚筒或皮带上方,依靠驱动滚筒的摩擦力或皮带的运动实现水平移动。
核心特点:
• 承载范围:10~500kg,适合中小件
• 运行速度:3~20m/min,变频可调
• 路线形式:直线段为主,可通过转弯机构实现90度转向
• 结构特点:地面安装,便于上件和下件操作
• 清洁性:需额外关注润滑油和碎屑对涂装环境的影响
适用场景:中小型工件的底漆喷涂、流平、检查及包装段,常与前处理悬挂链或EMS小车组成混合输送系统。
◆ 3. 积放式输送机(Accumulation Conveyor)
积放式输送机是在普通悬挂链基础上发展而来的“智能版”。其核心创新在于实现了承载小车与牵引链条的“脱开”功能——当工件需要在某工位停留(如喷涂、检测)时,承载小车可以从运行中的牵引链条上脱开并停止,而链条继续运行(专业设计、生产制造、安装验收各类喷涂线、喷漆线、喷塑/粉线、电泳线、涂装线、喷砂机器人、喷涂机器人、喷砂房、喷砂机、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备(过滤箱/RTO/RCO/TO炉/喷淋塔等)综合供应商,17年行业经验。长期供应各类喷砂枪、砂阀、喷砂管、钢砂钢丸等各类磨料、抛丸机护板、喷烤漆房过滤棉、过滤器、除尘器滤芯等全套涂装及表面处理备件。樊13141458653微信同),不会影响后续工件的传输。
核心特点:
• 承载范围:50~3000kg,覆盖中重型工件
• 运行速度:5~20m/min(牵引链),积放段可独立控制
• 积放功能:工件可在任意工位暂停、积存、释放
• 路线形式:支持多分支、多汇合的复杂路线
• 缓冲能力:天然具备工序间的缓冲功能
适用场景:多品种、中大批量的涂装线,特别是需要在不同工位进行不同时间操作的场景,如汽车零部件阴极电泡线、工程机械涂装线。
◆ 4. 自行小车输送系统(EMS)
EMS(Electric Monorail System)是一种独立驱动的架空输送系统。每台小车自带电机驱动,可在单轨或双轨上独立运行,由中央控制系统调度。与悬挂链的“一链牵全身”不同,EMS每台小车都是独立运行的“个体”。
核心特点:
• 承载范围:100~2000kg/台车
• 运行速度:10~60m/min,快速响应
• 柔性调度:独立寻址、独立起停,支持随机路线
• 智能控制:PLC+SCADA全数字控制,可MES对接
• 洁净性:无链条润滑油滴落,适合高洁净度喷涂间
• 投资较高:单台车成本约为悬挂链的3~5倍
适用场景:多品种、变节拍的柔性涂装线,如汽车总装涂装车间、3C电子产品外壳喷涂线、高端家具涂装线。
◆ 5. 智能AGV / RGV输送系统
AGV(自动导引车)和RGV(有轨穿梭车)是涂装线中新兴的地面输送方式。AGV通过激光导航、磁条导航或视觉导航实现自主移动;RGV则在预设轨道上运行,速度更快但路线固定。
核心特点:
• 承载范围:500~5000kg,适合重型工件
• 运行速度:5~40m/min(AGV),10~80m/min(RGV)
• 柔性极高:AGV路线可随时调整,适合产线重构
• 多车协同:支持多台AGV编队运行,群控调度
• 环境适应:需考虑涂装车间的高温、粉尘、电磁干扰
适用场景:重型工件跨区域输送、多涂装线之间的工件转运、柔性化改造项目中的新增输送段。
▎ 三、五大输送方式六维性能对比
为便于直观比较,下表从承载能力、运行速度、柔性程度、洁净度、投资成本和维护难度六个维度进行对比:
输送类型 | 承载能力 | 运行速度 | 柔性程度 | 洁净度 | 投资成本 | 维护难度 | 综合推荐 |
悬挂链 | 50~2000kg | 5~15m/min | 低 | 低 | 低 | 低 | ★★★★ |
滚筒/皮带 | 10~500kg | 3~20m/min | 低 | 中 | 低 | 低 | ★★★ |
积放式 | 50~3000kg | 5~20m/min | 中 | 中 | 中 | 中 | ★★★★ |
EMS小车 | 100~2000kg | 10~60m/min | 高 | 高 | 高 | 中 | ★★★★★ |
AGV/RGV | 500~5000kg | 5~80m/min | 高 | 中 | 高 | 高 | ★★★ |
注:综合推荐评级基于“性价比”考量,即综合性能与投资成本的比值。EMS虽性能最优,但投资较高,在中小型项目中未必是最佳选择。
▎ 四、不同工艺段的输送选型要点
涂装生产线通常包括前处理、电泡(或浸漆)、喷涂、流平、烘干、冷却、检查与下件等主要工艺段。各工艺段对输送系统有截然不同的要求:
工艺段 | 核心要求 | 推荐输送方式 | 选型要点 |
前处理 | 耐腐蚀、耐酸碱 | 悬挂链 / EMS | 前处理槽液(脱脂、磷化、纯化等)具有强腐蚀性,输送系统必须采用不锈钢或工程塑料材质 |
电泡/浸漆 | 连续运行、出入槽角度 | 积放链 / VFH | 电泡槽需连续运行,入槽角度30~45度,VFH(垂直升降输送机)可减少占地 |
喷涂 | 高洁净、无油污 | EMS / 积放链 | 喷涂间是整条线洁净度要求最高的区域,EMS无链条油污问题为首选;速度需与机器人节拍匹配 |
流平/烘干 | 耐高温、速度均匀 | 悬挂链 / EMS | 烘干炉温度140~200°C,链条润滑油脂需耐高温;注意热膨胀对轨道精度的影响 |
冷却 | 通风散热 | 与烘干段同类型 | 冷却段长度需保证工件降至50°C以下再进入检查段;强制风冷时注意速度与冷却时间的匹配 |
检查/下件 | 便于人工操作 | 滚筒/AGV | 下件区需要人工介入,地面滚筒便于操作;大型工件可配合专用下件台或AGV转运 |
▎ 五、典型案例分享
��案例一:某汽车零部件厂——EMS助力多品种柔性生产 该厂主要生产汽车保险杠、仪表板等大型注塑件,年喷涂量约30万件,涵盖6个车型系列、40余种颜色。原线采用普通悬挂链,换色节拍损失大、批次管理困难。 改造方案:在喷涂段引入12台EMS自行小车,配备RFID工件识别系统,实现工件自动识别→自动调用对应喷涂程序→自动配色→自动输送的全流程无人化操作。改造后换色时间从45分钟缩短至8分钟,生产效率提升约25%,涂料浪费减少约18%。项目总投资约280万元,回收期约2.5年。 |
��案例二:某工程机械厂——积放链解决电泡线瓶颈 该厂生产挖掘机动臂、斗杆等大型焊接件,涂装线年处理量约8万吨。原电泡线采用连续式悬挂链,不同工件在电泡槽内的浸渍时间相同,导致小型工件过浸、大型工件欠浸,漆膜质量不稳定。 改造方案:将电泡段输送改造为积放链系统,根据工件类型设定不同的浸渍时间(8~20分钟可调),并增加2个积放缓冲区。改造后漆膜厚度均匀性提升40%,一次合格率从82%提高到93%。 |
��案例三:某家电企业——AGV实现跨线体智能转运 该企业拥有3条独立的喷涂线(冰箱面板、洗衣机外壳、空调面板),以往各线之间工件转运依靠叉车人工操作,效率低且安全隐患大。 改造方案:引入8台激光导航AGV(载重1000kg),通过WMS系统与3条涂装线的MES对接,实现工件的自动跨线转运。项目实施后转运效率提升60%,叉车作业人员从12人减少至3人,年节省人工成本约50万元。 |
▎ 六、输送系统设计的四大常见误区
⚠️ 误区一:重设备、轻输送 许多企业在涂装线规划时,将80%以上的预算和精力放在喷涂设备、烘干设备等“主机”上,对输送系统的投资占比往往不足15%。实际上,输送系统一旦出问题,整条线都要停摆。建议在项目规划初期就将输送系统纳入整体方案,预留不低于总投资20%的预算。 |
⚠️ 误区二:盲目追求“先进” EMS、AGV等技术固然先进,但并非所有场景都适用。对于品种单一、大批量、少换型的传统涂装线,普通悬挂链或积放链仍然是性价比最高的选择。先进不等于合适,选型应以实际需求为导向。 |
⚠️ 误区三:忽视节拍匹配 输送系统的速度必须与各工艺段的时间节拍精确匹配。如果输送速度过快,工件会在工位前堆积;过慢则造成工位空闲。特别是喷涂段与烘干段之间的衔接,需要通过详细的节拍分析(CT=Cycle Time计算)来确定最佳输送速度。 |
⚠️ 误区四:忽略后期维护 涂装车间环境恶劣——高温、高湿、腐蚀性气体、粉尘等都会加速输送系统的磨损。在选型时不仅要看初始投资,更要考虎5年、10年的维护成本。例如(专业设计、生产制造、安装验收各类喷涂线、喷漆线、喷塑/粉线、电泳线、涂装线、喷砂机器人、喷涂机器人、喷砂房、喷砂机、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备(过滤箱/RTO/RCO/TO炉/喷淋塔等)综合供应商,17年行业经验。长期供应各类喷砂枪、砂阀、喷砂管、钢砂钢丸等各类磨料、抛丸机护板、喷烤漆房过滤棉、过滤器、除尘器滤芯等全套涂装及表面处理备件。樊13141458653微信同),悬挂链虽然初始投资低,但链条和轨道的定期更换成本不可忽视;EMS虽然初始投资高,但模块化设计使维护更加便捷。 |
▎ 七、输送系统选型决策指南
综合以上分析,建议按照“四步法”进行输送系统选型决策:
1. 工件特征分析——明确工件的重量范围、外形尺寸、表面敏感性以及对工艺温区的要求
2. 产量与节拍分析——确定年产量目标、单件节拍时间要求以及是否需要工序间缓冲
3. 厂房条件评估——评估可用空间(高度/面积)、地面承载能力、环境洁净度等级等
4. 预算与维护评估——在满足前三步条件的前提下,综合比较各方案的全生命周期成本(LCC)
最终选型建议参考下表:
应用场景 | 推荐方案 | 理由 |
大批量少品种(汽车) | 悬挂链 + 积放链 | 连续运行效率高,投资合理,技术成熟可靠 |
多品种变节拍(零部件) | EMS自行小车 | 独立调度,柔性高,适合频繁换色换型 |
重型工件(工程机械) | 积放链 + AGV转运 | 积放链满足重载连续运行,AGV负责跨区域转运 |
中小件多线体(家电/3C) | EMS + 滚筒混合 | EMS负责喷涂段高洁净输送,滚筒负责上下件 |
柔性化改造项目 | AGV/RGV | 无需大规模基建改造,快速部署,路线灵活调整 |
▎ 八、结语
涂装生产线工件输送系统看似“配角”,实则“至关重要”。一条设计精良的输送系统,不仅能保障整条涂装线的高效稳定运行,还能显著降低能耗和维护成本。
在“智能制造”的大背景下,EMS、AGV等智能化输送技术正快速普及,但传统的悬挂链和积放链凭借成熟可靠、性价比高的优势,依然在大批量生产场景中占据主导地位。关键在于——根据实际需求选型,而非盲目追新。
希望本文的梳理能为各位同行在涂装线输送系统的选型与设计过程中提供一些参考。如有不足之处,欢迎交流指正。
�温馨提示 本文内容仅供行业交流学习参考,涉及的技术参数、方案建议均基于一般工况条件下的经验总结,不代表任何特定项目的最终设计方案。实际工程中,涂装生产线工件输送系统的选型与设计需结合具体工况条件(工件特征、产量节拍、厂房条件、环保要求等)进行专业论证。具体实施前,请务必咨询具有相关资质的专业厂家或工程技术团队,以确保方案的安全性与可行性。 |
-END-
来源:网络、涂装世界等。本公众号部分转载来自网络的文章、图文、视频等著作权均归原作者所有,本公众号转载目的在于传递更多信息,若您对本公众号转载的内容有任何异议,请联系我们删除。


