

文章作者:孙玉1,刘燕韶2,王玉才1,程良玉1,梁伟1,马小清2,燕德卫2
(1.安德里茨(中国) 有限公司,佛山528000;2.山东华泰纸业股份有限公司,日照276599)
摘要
本文以安德里茨-华泰生产线升级改造项目为例,论证了将传统BCTMP化机浆生产线升级改造为P‐RC APMP生产线的可行性和改造效果。本次改造利旧CD82与RGP268高浓磨浆机并采用并联布置,高浓磨机控制系统从 RMS 控制系统升级为安德里茨AHC液压控制系统;增设MSD600木片挤压撕裂机、侧喂料螺旋及4台TF52低浓磨浆机,构建“一段高浓磨+两段低浓磨”的组合磨浆工艺;将漂白工段优化为MC‐HC两段漂模式,同时升级改造了筛选及渣浆处理系统。生产线调试验证了两种原料配比与两种磨浆运行模式的可行性,均实现达产,成浆游离度达380-430mL、最高ISO白度78%,纤维束含量≤0.018%,突破了化机浆生产中高游离度与低纤维束含量难以兼顾的行业瓶颈。本次技改实现了产能提升、节能降耗与成浆质量改善的多重目标,成浆质量可满足高端文化纸机生产需求,为传统BCTMP生产线升级改造为P‐RC APMP生产线提供了切实可行的工程实践依据。
随着“限制固废进口”政策的推动和执行,纤维供应短缺问题愈发凸显。华泰纸业以夯实浆纸产业发展基础为目标,全面实施原料和产品结构调整,同步推进优质产能提升措施,从而精准应对原料供应挑战。2022年起,华泰纸业携手安德里茨实施“林浆纸一体化年产30万吨化机浆生产线技改项目”,将原有化机浆线年产能从10万吨提升至30万吨,不仅提高了生产效率,更实现了节能降耗增效与提升产品质量的双重目标。
华泰纸业原有的传统BCTMP生产线主要流程为:使用亚硫酸盐或双氧水/碱/螯合剂对木片进行预浸,预浸后的木片送入带压高浓磨浆段磨浆;磨后浆料经消潜、筛选、净化浓缩后,进入漂白段漂白;压力筛渣浆经再磨、再筛选后汇入良浆。相较于传统工艺,P‑RC APMP工艺[1]采用碱性过氧化氢为漂剂,将漂白段前移至高浓磨浆工段之后,漂后纸浆随即进入低浓磨浆(LC)工段。由于漂白反应后浆料的游离度会下降,将漂白工段前移可有效降低后续磨浆工段的磨浆负荷;同时,漂白对纤维的软化作用有助于提升后段筛选工段的效率。而中浓-高浓(MC‑HC)漂白模式的应用,可最大程度减少化学药品的消耗。此外,P‑RC APMP工艺流程中引入的MSD木片挤压撕裂机,使木片从预浸段即进入了节能高效的磨浆漂白流程,提升了化学处理、机械处理和磨浆的有效性,实现了高效、均匀磨浆,进而显著改善化机浆的成浆质量。本文对该工程实践进行详细阐述,以期为同行业相关项目建设提供参考。
1►
技术改造描述
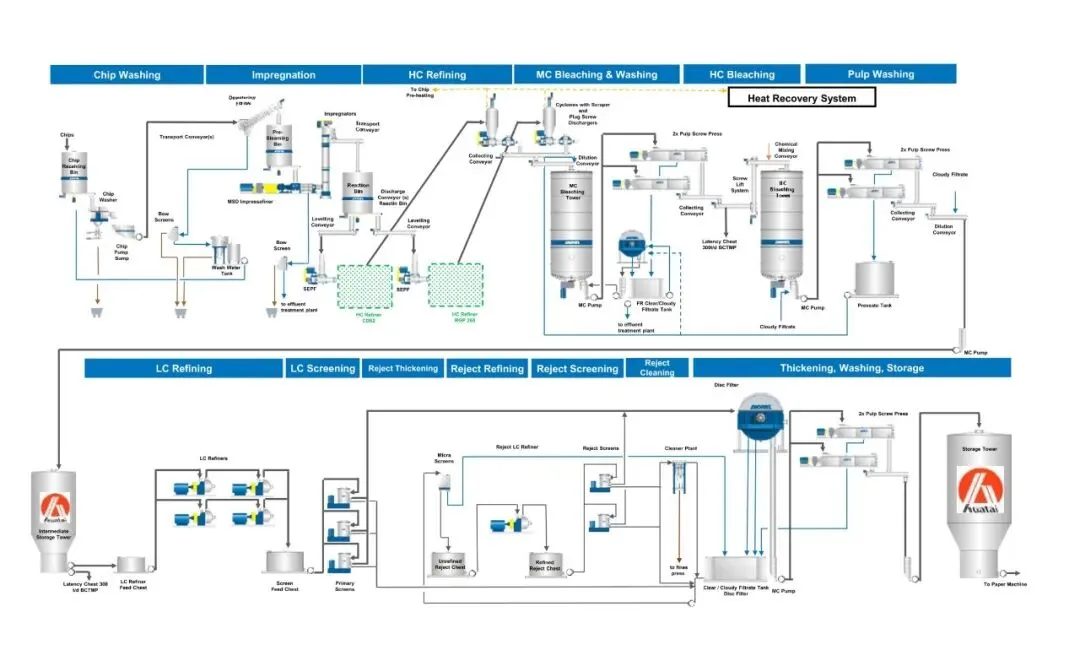
△图1 升级后P⁃RC APMP工艺流程图
图1为升级后P‑RC APMP 工艺的流程图。为实现改造后生产线年产能达到30万吨的目标[2],磨浆工段据此设定产能指标:高浓磨浆工段需要达到1,300t/d(风干),低浓磨浆工段及后续工段需达到1,000t/d(风干)。基于此,流程设计中采用了一台CD82和一台RGP268高浓磨浆机并联的配置形式,两台设备均为利旧设备;同时,配套增设安德里茨MSD600木片挤压撕裂机,用于强化预浸软化效果,还同步增设安德里茨的侧喂料螺旋,分别对两台高浓磨浆机实施强制喂料。在低浓磨浆工段增设4台安德里茨TF52磨浆机,磨浆机两两串联形成两组机组后再并联,有效实现“一段高浓磨+两段低浓磨”的组合磨浆工艺,在确保成浆质量达标的前提下,显著降低了磨浆能耗。漂白工段采用两段MC‑HC漂白系统,相较于传统一段或者两段高浓漂白工艺,该模式在达到相同成浆白度时的化学药品用量显著降低[3]。
以传统一段高浓漂白工艺为参照:高浓磨后浆的ISO白度由42%漂白至72%时,吨浆双氧水消耗量为75kg,同时消耗65kg氢氧化钠和45kg硅酸钠。采用MCHC漂白后,在初始白度及成浆白度相同的前提下,吨浆双氧水总消耗量为65-70kg(一段25kg、二段40-45kg),配氢氧化钠用量为一段25kg、二段40kg,稳定剂硅酸钠用量与传统工艺基本持平。此外,对筛选和渣浆处理系统进行了升级改造,采用“一段主筛+一段渣浆磨+一段渣筛”的组合方式。渣筛产出的浆渣经除渣器系统处理后返回至未磨渣浆池,该除渣器系统可以有效去除浆料中的杂质,实现浆渣的净化处理。在上述工艺流程及设备的升级改造基础上,同时完成了对高浓磨浆机控制系统的全面改造[4]。利旧的CD82和RGP268磨浆机在改造前使用的是RMS控制系统,自磨浆机2005年投产后,该版本控制系统的备件已经停产,给设备维护和生产作业均带来诸多困难。
在项目升级改造中,采用安德里茨新开发的AHC(ANDRITZ Hydraulic Commander)液压控制系统对原有控制系统进行了全面替换。替换后,取消磨浆机平磨区、锥磨区的间隙传感器,改用加速度传感器,实现单台AHC系统对2台高浓磨浆机的同步控制。升级后,客户在每次更换磨盘时,无需对间隙传感器进行更换,直接经济效益显著。下方图2展示的是改造后传感器在磨浆机上安装位置及AHC控制系统的网络控制图。改造后,磨机锥区的工作原理为,液压油站为液压阀组提供满足流量和压力要求的液压动力源,通过液压阀组上的伺服阀控制液压缸动作,进而驱动磨盘。AHC系统搭载高速运算卡,可实现高速动态响应,15ms的扫描周期保障了高精准的操作控制。旁通阀通道与伺服阀通道并行安装,当旁通阀开启时,压力油接到液压缸进油端,液压缸回油端则连通泄压回路至液压油站。旁通阀具备失电打开特性,可确保在线路断线、液压动力源关闭、磨盘保护报警触发等情况下,实现磨盘的快速打开;旁通阀打开时,锥区将回退至最大位置。平区控制采用蜗轮电机装置驱动,通过DCS设定位置值;平区位置传感器安装在平区主传动轴末端的支架上,当锥区间隙<4mm时,平区静盘将按照锥区设定参数同步移动。

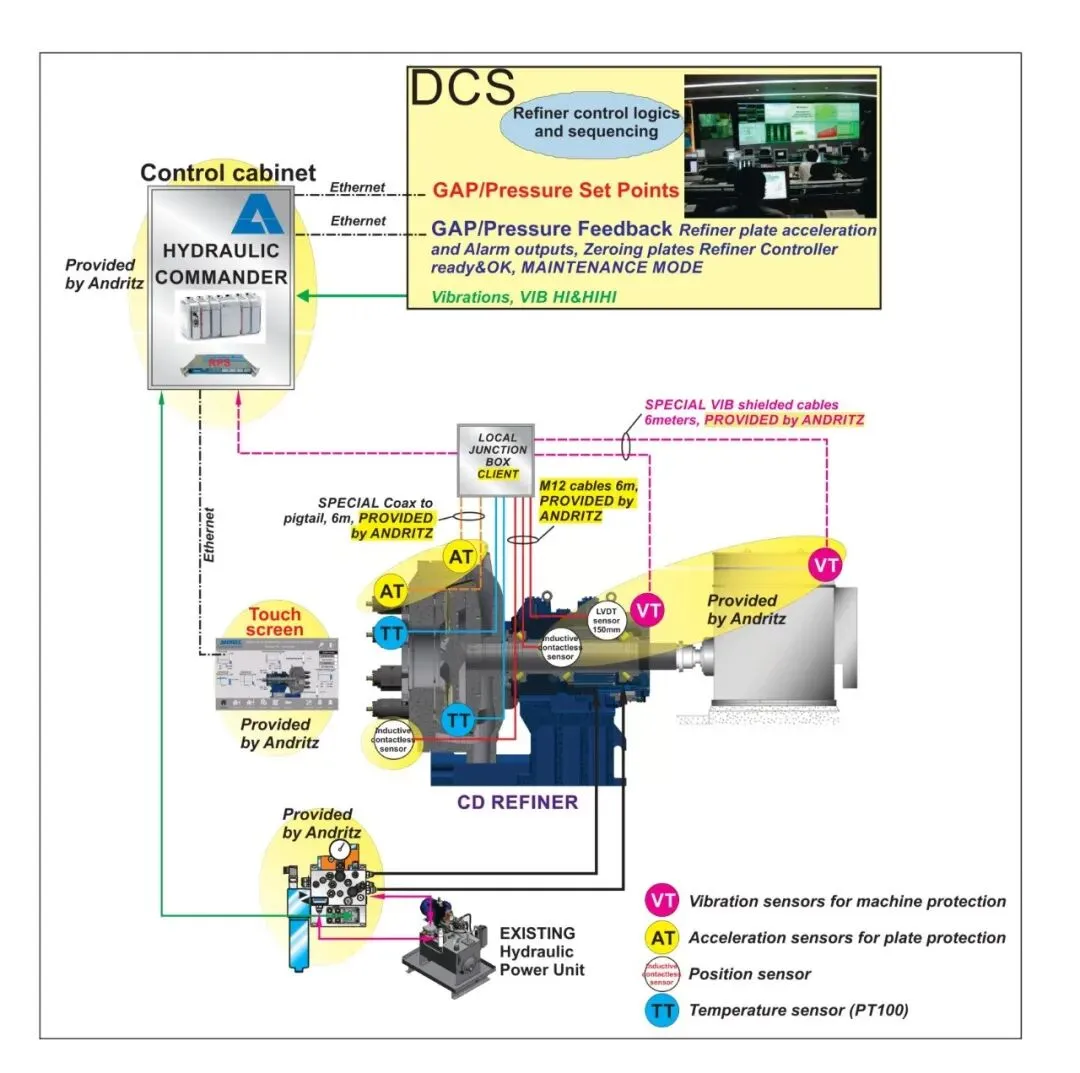
(b)AHC控制系统的网络控制图
△图2 传感器在磨浆机上的安装位置及AHC控制系统的网络控制图
2►
生产运行调试
开展改造方案设计时,考虑了两种原料配比结构,即100%广西桉木片,或者70%杨木木片+30%桉木木片。生产线调试过程中,原料采用70%杨木木片+30%桉木木片,并验证了两种生产运行方式:(1)使用单台CD82持续生产并达产;(2)CD82和RGP268同步生产,其中RGP268产量高于300t/d,且连续运行。在两种运行模式下,成浆游离度(CSF,加拿大标准游离度)均可达到380-430mL。白度方面,经MC‑HC漂白处理后,成浆最高ISO白度可达78%,生产过程中以对应纸机对该两项指标的要求为准。本改造线的部分设计参数及实际运行数据见表1。

△表1 设计参数及实际运行数据。注:表中产量单位t/d均指风干吨;在同时使用CD82和RGP268生产时,其中RGP268产量为370t/d。
尤为值得一提的是,本改造线的成浆纤维束含量均控制在0.018%以下,可以有效保障高速文化纸机的平稳运行。近年来,化机浆的使用领域得到持续开发和拓展,其应用场景从传统新闻纸生产,逐步拓展至包装纸、纸板及文化纸等产品的配抄环节。此类新产品配抄对化机浆的游离度要求更高,相较于新闻纸生产所用化机浆80-100mL的游离度,新产品配抄所需化机浆的游离度达400-450mL。通常情况下,提高成浆游离度会导致浆中纤维束含量同步提高,这是化机浆生产中的行业共性瓶颈问题。
本次技术改造成功突破此瓶颈,实现了高游离度成浆条件下降低纤维束含量的目标。相同产量(1,000t/d)且最终成浆游离度为约400mL的条件下,两种磨浆模式的磨浆能耗对比见表2。由生产数据可知,两台高浓磨浆机并联生产1,000t/d(CD82:630t/d;RGP268:370t/d)与单台CD82生产1,000t/d的吨浆能耗相近,甚至每吨纸浆的能耗还低约50kW∙h。可能的解释是,相同产量由两台高浓磨浆机并联承担时,每台高浓磨浆机可实现更优的磨浆效果,这一点从生产数据中可以得到印证:单台CD82的高浓磨后浆纤维束含量为11%-14%,而CD82与RGP268并联时的该指标为10%-12%,且二者的游离度基本一致。因此高浓磨后浆的品质更好,可以有效降低后续低浓磨浆的能耗需求。
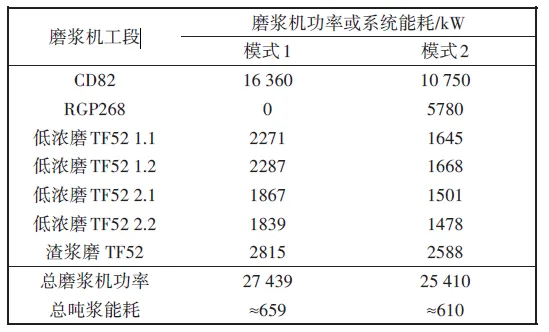
△表2 相同产量下两种磨浆模式的能耗对比(优化前的开机数据)。 注:表中数据均为在1,000t/d的相同产量下获得,成浆游离度均为400mL;模式1为采用单台CD82,模式2为CD82与RGP268并联使用(CD82产量为630t/d,RGP268产量为370t/d)。
3►
工艺优化和成浆质量分析
制浆系统各工段的浆料游离度变化情况见图3。高浓磨浆机喷放管出口的浆料游离度约为750mL,经MC‑HC漂白处理后,浆料的游离度降低约60-80mL;主低浓磨浆机出口的浆料游离度约为500mL。渣浆磨磨浆前后浆料游离度降幅约为110mL,对应渣浆磨的磨浆能耗为115kW∙h/t,即约1kW∙h/t的能耗可以使浆料游离度降低1mL,这与其他生产线采集的TwinFlow低浓磨浆机工艺生产数据相吻合。
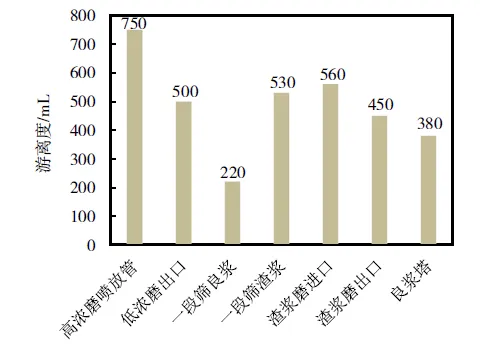
△图3 各工段的浆料游离度(2023年11月)
各工段取样检测的浆料纤维束含量变化情况见图4。结果表明,本技改方案在成浆的纤维束含量控制方面有极其显著的优势。值得注意的是,高浓磨浆机喷放管浆料初始纤维束含量为17.96%,经工艺优化后,该位置的浆料纤维束含量可控制在较低范围(≈10%);即使在初始17.96%的基础上,低浓磨浆机进口浆料的纤维束已降至12.77%,降幅超过5%,由此可见,MC‑HC漂白工段可有效降低浆料中的纤维束含量。安德里茨MSD撕裂机对木片的撕裂效果优异(见图5),能使得木片在预浸阶段与碱液充分润胀、软化,进而有利于磨浆过程的纤维解离,并降低磨浆电耗。目前,生产车间正在开展高浓磨片的优化试验,试用安德里茨高浓磨片的新型专利产品——锯齿磨片LE‑Gator,旨在进一步降低高浓磨浆机出浆的纤维束含量;高浓磨浆机出浆的纤维束含量改善,将会对后续漂白工段的漂白均一性产生积极影响。
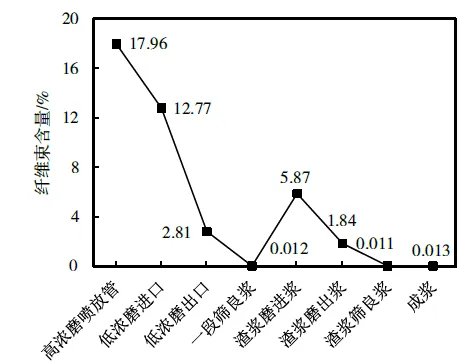
△图4 各工段的纤维束含量(2023年8月31日)
4►
结束语
将传统BCTMP制浆生产线升级改造为P‑RC APMP生产线后,不仅实现了工艺升级,年产量也由10万吨提升至30万吨。该生产线新增预浸段(配置单台MSD600及预浸器),将原单段漂白工艺调整为MC‑HC两段漂模式,并结合产量提升需求配套增设了筛选、低浓磨浆设备。改造后的成浆质量可稳定满足高端文化纸机的生产需求,尤其在纤维束含量控制方面表现优异,成浆纤维束含量低至0.018%。该项改造工作为传统BCTMP制浆工艺向高效P‑RC APMP制浆工艺升级提供了有力的实践依据和工程示范案例。
文章发表期刊:《造纸与纤维材料》2026年3月刊
参考文献:
[1] BRAEUER P, KRISHNAA V. Operating experience witha zero‑effluent BCTMP mill at ITC Bhadrachalam[C]//Proceedings of the 2022 international mechanical pulping conference. Vancouver, Canada: University of British Columbia,2022: 34-40.
[2] 李玉峰,赵琬青,邵珠峰. 新发展格局下,科技创新赋能产业链: 专访安德里茨-华泰东营基地年产30万吨化机浆改造项目主要负责人和参与者[J]. 中华纸业,2024, 45(8): 46-50.
[3] XU E C, SABOURIN M J. Evaluation of APMP and BCTMP for market pulps from South American eucalyptus [J]. Tappi journal, 1999, 82(12): 75-82.
[4] 张明, 巨云利. 高浓磨浆机控制系统的升级应用[J]. 中华纸业, 2025, 46(6): 92-94
联系方式:
安德里茨(中国)有限公司
纤维制备与固废回收
广东省佛山市禅城区古新路70号安德里茨总部大楼13-16楼
电话:+86 (757) 8230 8594
邮箱:mp.cn@andritz.com

安德里茨集团是全球领先的技术集团,业务广泛涉及水电、制浆造纸、金属行业、环境与能源(包括分离技术,动物饲料和生物质颗粒,泵,洁净空气技术,碳捕捉及绿色氢能)领域,为上述各行业提供一流的工厂、设备、数字化与自动化以及配套服务。
