
4500t/d水泥熟料生产线的操作参数优化经验
0 前言
借助热工标定,可得到水泥熟料生产线系统风量、温度等关键参数,并可通过将测定值与设计值、同规格生产线值等的对比,确定生产线存在问题,并科学制定优化措施。本文针对陕西某水泥公司4500t/d水泥熟料生产线能耗偏高的问题,对其系统关键部位温度、压力、气体量等参数进行测定。分析造成烧成热耗偏高的原因,并对操作参数进行优化。通过优化,熟料烧成煤耗由 112 kg/t降低至102.08kg/t,同时熟料产量增加 570 t/d左右,经济效益显著。
1 优化前生产线运行情况介绍
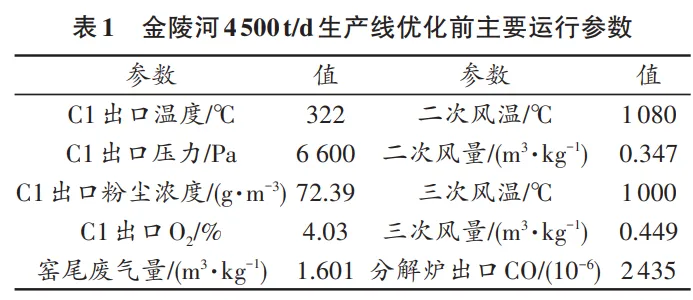
陕西某水泥公司4500t/d熟料生产线烧成系统采用合肥院双系列五级旋风预热器及HF5000分解炉,回转窑规格Φ4.8m×74m,设计产能5000t/d,实际产能5125t/d,熟料烧成热耗784×4.18kJ/kg,主要指标落后于同规格生产线。对生产线开展热工标定,结果显示熟料产量为5125t/d时,C1出口温度为322℃,预热器出口烟气的粉尘浓度为72.39g/m³,烟气中O2含量为4.03%,生产线具体运行参数见表1。
1.1 熟料烧成热耗分析
(1)预热器出口废气量达到341884m3/h,单位熟料废气量为 1.601 m3/kg,高于常规1.40 m3/kg的系统风量;较大的烟气量使得出预热系统烟气的物理热增加,由此造成熟料烧成热耗增加 25×4.18kJ/kg。对系统废气量较大的原因进行分析,分解炉出口氧含量为 1.5%左右,至C1出口氧含量增高至 4%,表明预热系统从分解炉出口至C1出日回存在产重的漏风。
(2)测得预热器出口烟气中CO浓度达到在800×10-6,表明煤粉存在不充分燃烧,由此造成的化学不完全燃烧损失热为3×4.18 KJ/kg左右。结合冷却机用风对造成煤粉燃烧不充分的原因进行分析:当前烧成系统二、三次风量总和为0.796mg,其中三次风风量为0.449m3/kg(三次风阀门开度仅25%左右),低于理论计算值0.550 m3/kg;三次风量较少影响了煤粉在分解炉内的燃烧速度和燃尽率,从而产生大量的CO。同时,三次风量偏低也造成冷机的热回收效率较低,造成熟料烧成热耗增加。
(3)根据化验值,当前熟料烧失量高达0.9%,高于0.15%左右的行业均值。料中的烧失量主要由未燃尽的头煤裹入熟料中造成,计算得因头煤未燃烧充分造成的机械不完全燃烧损失热约51×4.18KJ/kg。
1.2 烧成系统主要设备工况分析
(1)分解炉工况分析。结合设计图纸及运行参数,得到分解炉主要指标如表2所示。
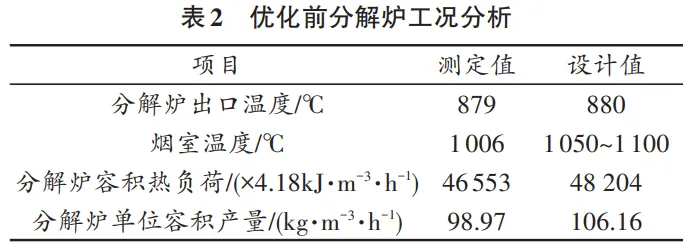
根据表2,当前分解炉出口温度 879 ℃、窑尾烟室实测温度为1006℃,均在设计范围内;分解炉直径为 Φ7500mm,分解炉炉容(包括鹅颈管)为2159m3,计算得分解炉单位容积产量为98.97 kg/(m3·h)低于设计值,同时实际计算的容积热负荷为46779×4.18 kJ/(m3·h),亦低于设计值,以上均表明当前分解炉产能还有进一步提高的空间。
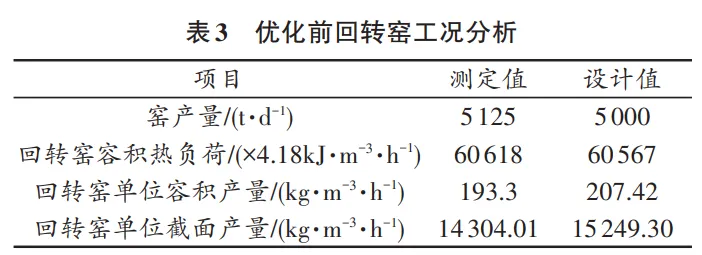
(2)回转窑工况分析。同样方法得到回转窑主要参数及指标如表3所示。标定期间窑产量为5 125t/d,尽管达到设计产量,但较同规格生产线相比偏低;同时回转窑容积热负荷、截面产量均较低,表明窑仍有较大的提产空间。
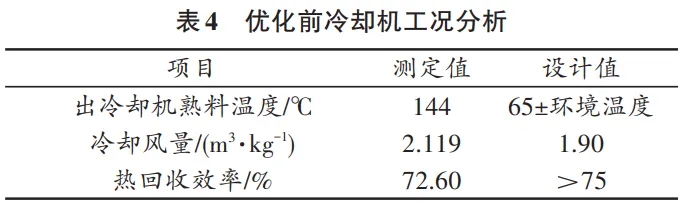
(3)冷却机工况分析。冷却机主要参数及指标如表4所示。冷却风机标定的实际操作风量为2.119 m3/kg,一般第四代篦冷机实际操作风量应控制在 1.80~1.90 m3/kg左右,说明冷却机系统用风量较大。另一方面,出篦冷机熟料温度为144℃,高于设计值 65 ℃+环境温度,说明熟料冷却效果不理想篦冷机热回收效率为72.6%,较第四代冷机 75%热回收效率为低。
分析其原因,主要是二、三次风温低,三次风量较少。前段 M2、M3、M4三台风机压头偏小,均达不到设计值,尤其是M2风机压头仅为设计值的59%(可能与熟料料层偏薄,熟料层阻力低有关),M3M4两台风机的风量为装机风量的68%和81%(需检查这两台风机的性能曲线是否存在问题),影响了一段熟料急冷效果;后段 M9、M10、新 M8、M12、M13、M14风机压头均达不到设计指标。
2 优化措施及运行效果
2.1 优化措施
(1)优化冷却机操作。采用厚料层操作,降低前段篦板速度,保证高温段取风品质(风量大、风温高),同时逐渐呈阶梯状降低后端冷却机用风,延长熟料在篦床的停留时间以提高篦冷机热回收效率。
(2)调整三次风阀及头煤用量。提高三次风闸板开度,增大三次风量,减少窑内通风,控制窑尾烟室 O2氧含量 3%之内,减少窑内 NOx的产生量,并可降低预热器出口 CO 含量,减少热损失。同时,适当降低头煤用量,改善燃烧器火焰形状,以改善头煤燃烧效果,降低熟料烧失量。
(3)排查系统漏风。对预热系统进行全面检查,重点对人孔门、检修孔、翻板阀等处漏风点进行排查,消除系统漏风。此举可在降低出预热系统烟气热的同时减少高温风机用风,降低电耗。
(4)开展适应性改造。为适应系统提产后的需求,同时实施以下改造内容:校正生料喂料、喂煤秤等计量设备,使其流量数据准确,保证操作员精细化操作;将各级旋风筒在线温度、压力仪表安装在各级旋风筒出口位置(目前安装在旋风筒出口的下料点上方,不能真实反映旋风筒的出口温度和压力)以便正确观察各级旋风筒运行情况。
(5)适当增加系统喂料量。在上述工作基础上,视窑况逐渐增加系统喂料量,以提高熟料产量。
2.2 优化后生产线运行效果
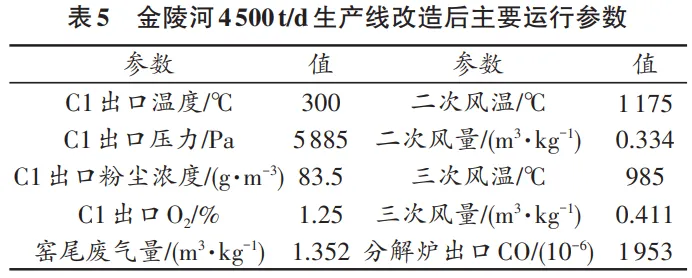
优化后,预热系统出口温度降低至300℃,出口压力降低至5885 Pa,预热器出口风量降低至1.352m3/kg,出口 O2含量平均值为 1.75%,冷却机风机用风量为 1.751m3/kg。系统运行稳定,产能、煤耗等指标较改造前均有所改善。熟料产量增加约570t/d,烧成煤耗从112kg/t降低至 102.08kg/t,改造效果较好。详细参数见表5。
3 结论
借助热工标定,对陕西某水泥公司4500t/d生产线烧成系统的操作进行优化,同时结合堵漏风、精确原燃料计量等工作,生产线熟料产量增加约570 t/d,烧成煤耗从 112kg/t降低至 102.08kg/t;单位熟料废气量从 1.601m3/kg减少至 1.352m3/kg;冷却风机操作风量也大幅减少;改造后系统操作更稳定,经济效益显著。
作者:张红波,刘 磊
单位:宝鸡众喜金陵河水泥有限公司

资料来源于网络,如有侵权,请联系本公众号删除。
