
摘要:该公司1#生产线C1旋风筒收尘效率低导致回灰量过高,主要原因是采用湿粉煤灰配料,超粉磨生料多,以及C1旋风筒气固分离效率低和下料管翻板阀锁风效果差。通过适当放宽生料细度的同时,延长C1内筒、改造翻板阀等措施,提高气固分离和收尘效率。技改优化后,回灰量降低了8t/h,吨熟料标煤耗降低0.29kg/t,每年可节约燃煤费用46.63万元,生产运行成本大幅下降。
0 引 言
我公司1号5000t/d生产线于2005年投产,采用RF5/5000旋风预热器,配套三代篦冷机。近年来,陆续对预热器分解炉、篦冷机等关键设备进行了技改,同时引进替代燃料、固危废水泥窑协同处置等项目,产能得到提高,但是,C1旋风筒收尘效率一直不超过89.5%,低于行业内95%的领先水平。通过利用仿真数值模拟技术改变气流切入角度等技改,提高气固分离和收尘效率,回灰量降低8t/h,收尘效率提高到91.5%,取得预期效果。
1 存在的主要问题
2024年初,经过四代篦冷机技改、窑尾烟室扩容后,熟料产量提升到6800t/d。为使窑尾烟气CO排放达标,窑尾拉风偏大,提高烟气氧含量促进燃烧,一级预热器出口负压保持在6300Pa左右。拉风增大后,C1上升烟道风速增加,一级筒出口粉尘浓度增加,C1旋风筒收尘效率降低,造成回灰量过大,不但增加飞灰热损失,影响烧成系统热效率,更为严重的是回灰量过大影响入窑生料化学成分的稳定性,继而影响熟料的稳定。另外,高温高尘烟气对余热发电系统SP炉换热装置和后置的高温风机叶片造成过度磨损,影响设备稳定运行。
因生产现场没有设置专门的回灰计量设备,为便于比较,以生料磨停止运行前窑尾回灰入窑、停磨后入库时生料计量秤的变化量来表征回灰量大小,实测差值在45t/h左右,相较于同等规模先进企业的35t/h有较大差距,因此C1旋风筒的技术改造和优化提升尤为重要。
2 原因分析
经分析,回灰量大小的影响因素主要有两点,一是采用湿粉煤灰配料,造成超细生料粒度多;二是旋风筒气固分离效率低和下料管翻板阀锁风效果差。随着产量的提高及环保管控的需要,预热器风量提高,旋风筒进出口风速提高,加上C1旋风筒翻板阀锁风效果差,漏风导致锥体的扬尘,促使收尘效率进一步降低。
2.1 生料过细料过多
通过对熟料线生料细度的测定,发现5μm以下的颗粒占比为30.51%,此部分比例比常规水泥生产线偏高,不利于旋风筒的收尘。具体数据见图1。
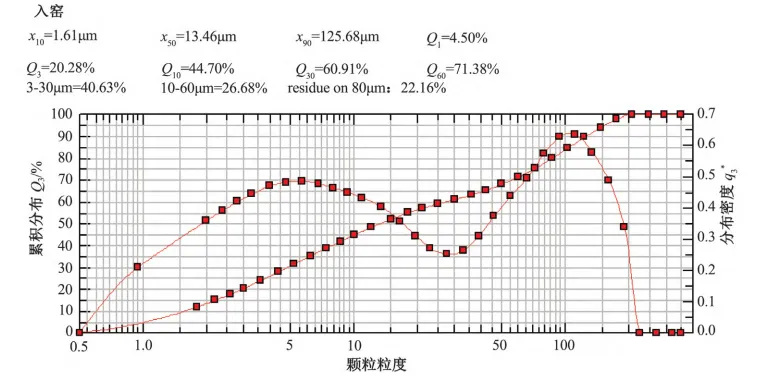
图1 入窑生料粒度分布图
通过对回灰的成分分析,发现其成分偏离正常生料,氧化铝含量明显偏高,与粉煤灰成分相对应,同时,结合日常粉煤灰配比变化与回灰量大小的对比,成正相关,说明粉煤灰是造成入窑生料回灰量变化的主要原因。为验证该猜想,对研磨后的粉煤灰做细度检测,发现80μm粉煤灰筛余为0,猜想成立。
2.2 旋风筒下料管锁风效果差
目前我公司熟料线C1旋风筒一级翻板阀使用的是单板配重式锁风阀,锁风效果较差,运行中出现翻板闭合不严、漏风、闪动不够灵活等问题,下料管漏风窜风严重,改变了各级旋风筒的风料旋流,影响旋风筒的收尘效果。
2.3 旋风筒气流短路
C1旋风筒内筒高度为3500mm,高度不足导致内筒底部比旋风筒进风口底部高,造成部分高粉尘风短路,直接进入C1内筒,形成回灰。
3 技改措施
3.1 改善生料细度控制指标
ATOX50辊式磨作为生料立磨,以湿粉煤灰作为铝质原料进行配料,生料细度控制0.2mm筛余1.5%,存在过粉磨现象。为解决生料过粉磨生料粒度分布差异大引起的回灰量大的问题,尝试将生料细度控制指标0.2mm筛余提高到2%,在同等分解炉温度下,分解率未出现降低,对熟料煅烧无影响。调整后,5μm以下的颗粒占比21.63%,相比30.51%,降低8.88%,生料粒度分布明显变好,有利于提高C1旋风筒的收尘效率。具体数据见图2。
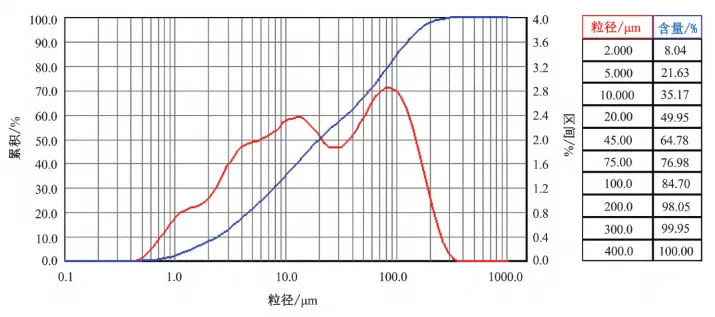
图2 调整后的入窑生料粒度图
3.2 C1旋风筒下料管翻板阀由单道翻板阀改为双道翻板阀
保留现有翻板阀,在C1旋风筒下料管新增一道锁风阀,减少内漏风,提高分离效率,降低回灰量。
3.3 延长C1旋风筒内筒,提高收尘效率
一般情况下,预热器C1效率95%,C1效率90%,中间效率85%。C1旋风筒首先要求高的收尘效率,以减少物料循环的热损失。本次改造将C1内筒由3500mm增加700mm至4200mm,内筒底部比旋风筒进风口底部低20cm,理顺了C1筒内风的旋转流动方向,减少了内流风与外流风混杂交叉现象,解决风短路的问题。其材质选用304不锈钢制作的耐磨钢板(厚度16mm)。改造前后对比见图3。
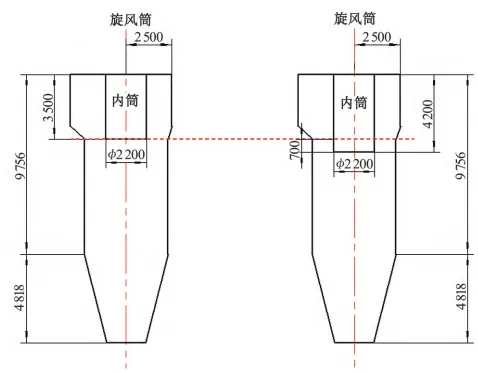
图3C1旋风筒内筒结构改造前后对比图
3.4 应用先进技术
如图4,结合材料反应计算流体动力学(MI-CFD)仿真数值模拟技术,对旋风筒内部流场进行分析。根据模拟分析结果,将气流入口角度增大5∘,改变气流进入后的旋转轨迹,更有利于颗粒向筒壁运动并被分离。
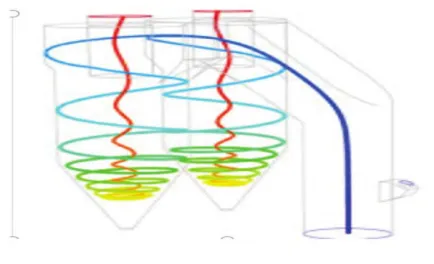
图4 气流流线图
4 实施及效果确认
2024年6月停窑检修期间进行技改和优化提升,包括调整进口气流分布板的角度,以改善气流进入旋风筒的初始条件,减少旋涡的形成,从而进一步提高气固分离效率。
为验证回灰量的变化,利用原料磨停机避峰期间,通过入窑斗提电流、斜拉链电流及生料转子秤喂料量的对比,计算回灰量的大小,停磨时间均选择4h的平均数据,回灰量降低8t/h。技改前后回灰量技术数据对比见表1,技改前后预热器技术参数对比见表2。
表1 技改前后回灰量技术数据对比表

表2 技改前后预热器技术参数对比表
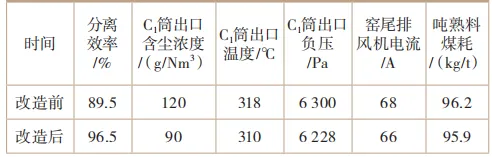
5 结束语
通过适当放宽生料细度控制指标减少超细粉,技改C1双翻板阀减少窜风,延长C1内筒避免高粉尘烟气直排,利用仿真数值模拟技术改变气流切入角度等措施,提高气固分离和收尘效率,有效减少了系统回灰量。经过六个多月的运行,经核对,同等湿粉煤灰配比下,回灰量降低8t/h,收尘效率提高到91.5%,吨熟料标煤耗降低0.29kg/t,每年可降低燃煤成本46.63万元,技术改造和优化提升取得预期效果,为企业发展提供了有力保障。
作者及单位:张 永、刘 虎、吴风英、郭脉兴、张 鹏、胡庆银,山东东华科技有限公司。
本文来源于《中国水泥》,仅用于学术交流,如有侵权,请联系删除。
