
每一次偶遇,都不是偶然,而是早已注定的缘分。
一、交叉流预热器的核心原理(水泥行业旋风预热器为例):
1、并行气流+串行料流:双系列预热器,气流均分并行;物料从一个系列跨到另一系列交替喂入,100%物料与50%气流交叉换热,固气比可达2.0+。
2、大温差强化:部分物料(0–50%可调)通过分料阀,越级进入更高温区,增大气固温差,提升换热速率。
3、路径重构:打破逐级小温差换热,形成“常规5次换热+大温差4次换热”复合流程,深度回收烟气余热。
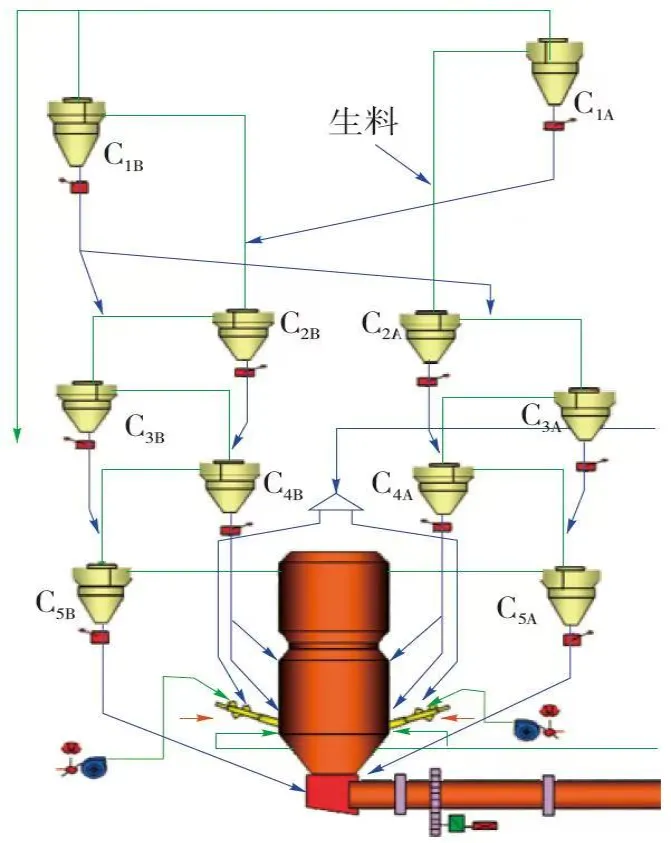
图一 交叉流预热器改造示意图
二、核心优势
1.换热效率提升:C1出口废气温度降30–80℃,热效率提高5~12%。
2.能耗下降:水泥熟料标煤耗降2~5kg/t;锅炉排烟温度降,燃料消耗降6–15%。
3.产能提升:固气比提升,处理能力提高5~10%,缓解瓶颈。
4.排放下降:废气温度降低,NOx/粉尘排放减少,环保压力减轻。
5.投资省:无需新增级数/塔架,改造投资低、回报周期短(1~2年)。
三、某生产线技改后运行状况
某5000t/d熟料生产线采用了部分交叉流技术对预热器进行改造,但C3物料仍保持原状。从目前的运行工况上看,明显存在物料偏流的状况,导致A列的稳定比B列的低60~100℃,C1出口温差更大,C1A大约240~250℃,C1B大约395~410℃。两列出口的平均温度大致为340℃。C4A入炉温度730~740℃,C4B入炉温度790~805℃。
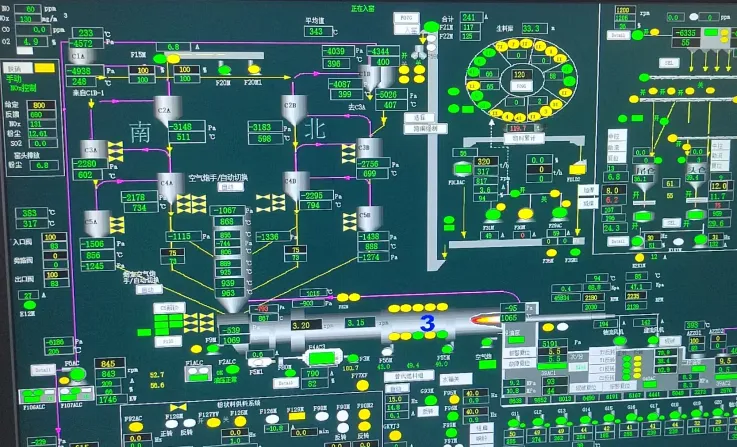
图二 某交叉流预热器改造实际运行工况
四、某交叉流预热器改造存在的问题及原因和能耗影响分析
1、存在的问题:虽然C1A出口温度很低,但C1B出口温度却很高,导致C1出口平均温度高达340℃左右。另外,C4A入炉温度比C4B入炉温度大约低60~80℃。
2、原因分析:结合运行画面中两列预热器温差及现场实际设计安装来看,存在较严重的物料偏流。

图三 C1A来料侧面进入C2B
另外,进入C3A下料管的翻板阀动作幅度较大且频繁,而进入C3B下料管的翻板阀动作幅度很小且时间间隔较长。视频如下:
3、能耗影响分析:
(1)C1出口温度对热耗的影响:从理论上来说,C1出口的平均温度应低于普通预热器30–80℃,热效率提高5~12%。正常来说,通过优化C1出口废气的温度应该降低到290℃以内。然而该生产线C1出口废气温度却高于普通预热器20℃。根据相关资料介绍,每升高10℃,标煤耗约增加0.7kg/t。按50℃来换算,这就相差了大约3.5kg/t的标煤耗。
(2)分解炉内热耗:仅从大温差换热的角度来说,C4A入炉物料的换热效率更高一些,但若从热力场平衡的角度来说,进入分解炉对称方向的物料温度相差较大,无疑会引起分解炉的热力场的紊乱,导致分解炉的热效率降低。再加上生料温度高的一侧的物料少,则在分解炉内的阻力更小,烟气流速相对较快,分解也更容易;而温度低的一侧物料多,对烟气的阻力相对较大,烟气流速较慢(烟气量相对较小),换热所需的热源也相对较少。由于生料首先要吸热使温度升高到800℃以上,因此该侧的生料分解更慢,难度更大。而分解炉作为一个整体,一般是通过C5下料的分解率,且结合窑煅烧情况来控制分解炉的温度。为了使低温侧的生料的分解提高,必然需要分解炉的整体温度。因此,高温侧的生料就可能存在温度过高提前发生固相反应或因时间较长活性降低的现象。无论是哪一种可能,都会引起能耗的增加。至于影响煤耗多少,仅能进行定性分析,做不了定量分析。
但是从该生产线有先进的四代篦冷机,熟料标煤耗仍然在110kg/t左右,其影响的根源应该主要是预热器及分解炉。一般未进行技术改造及未使用替代燃料等的5000t/d熟料生产线,熟料标煤耗大约在102kg/t左右。因此,从标煤耗指标上看,由于入炉生料温度偏差较大,且热力场及烟气流场存在不合理的现象,导致分解炉热效率降低而影响的标煤耗大约为4.0kg/t,甚至更多。
五、叉流预热器技改缺陷的修复术
通过上述分析关键点就是交叉流改造后所致,一方面物料偏流造成C1出口温度高,造成废气带走热量较多;另一方面两列预热器入炉生料温度差大,造成分解炉内热力场紊乱,热效率降低(包括换热效率下降和多用燃料后燃烧效率下降)。因此,解决问题的关键就在于使两列预热器的物料平衡。在技改后,C1BA的物料进入A列,C1BB的物料进入B列。但由于喂入C1B的物料从C1BA一侧喂入,导致实际进入C1BA的物料远多于C1BB。从现场看,因高度不足,不能通过改变喂料点来实现C1BA和C1BB的均分。为了降低优化难度及成本投入,同时可降低优化风险。将C1BA的下料进行分料,可有效实现两列预热器的物料均分。及在C1BA底部按照一个三通阀(带可调节阀板),然后按照改造前C1BA原下料管的路径,恢复该下料管,且与三通阀的预留通道相连接即可。系统运行后,通过缓慢调节该三通阀的开度,使物料逐渐向B列增加,直到两列C4级预热器下料温度一致。
