
生产线停还是不停?
质量异常的4种决策场景
"停线!马上停线!"——这是质量人最熟悉也最纠结的指令。停,意味着产能损失、交期延误、成本飙升;不停,又担心批量不良、客户投诉、品牌受损。30年质量管理生涯,我见过太多因"该停不停"酿成的质量事故,也见过太多"不该停停"造成的资源浪费。今天,我想和你聊聊那个让无数质量人夜不能寐的灵魂拷问:生产线到底停还是不停?
一、那个让质量总监失眠的凌晨电话
去年冬天的一个凌晨,我被一通电话惊醒。某汽车配件工厂的生产线出现了批量尺寸超差,现场质量主管在电话里焦急万分:"总监,不良率已经飙到8%了,但生产经理说这批订单明天就要出货,停线的话交期肯定完不成。您说,停还是不停?"
这不是孤例。在我30年的从业经历中,类似的场景反复上演:
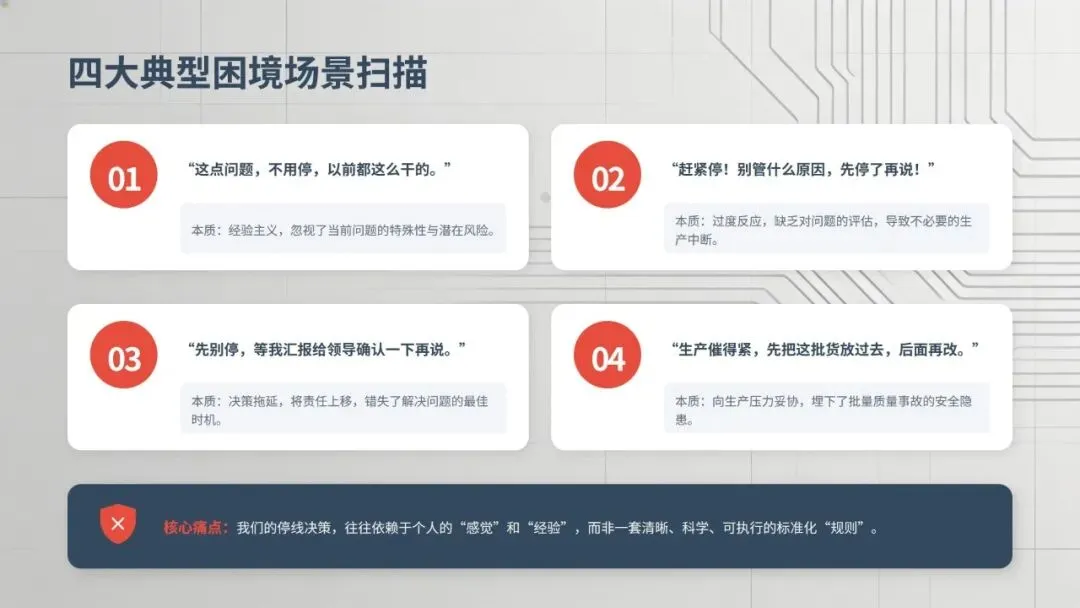
场景A:某工位连续出现3件外观划伤,不良率1.5%,生产班长说"这点小问题,边做边修就行";
场景B:关键尺寸偏移,但原因不明,工程师说"先调一下参数试试,不行再停";
场景C:来料批次不良,但仓库说"这批料价值50万,退了损失太大,挑一挑能用";
场景D:安全测试项失效,但生产经理拍着胸脯说"做了这么多年都没事,这次肯定也没问题"。
这些场景背后,其实是一个核心问题:我们缺乏一套清晰、可操作的停线决策标准。太多时候,停线决策靠的是"感觉"和"经验",而不是"数据"和"规则"。
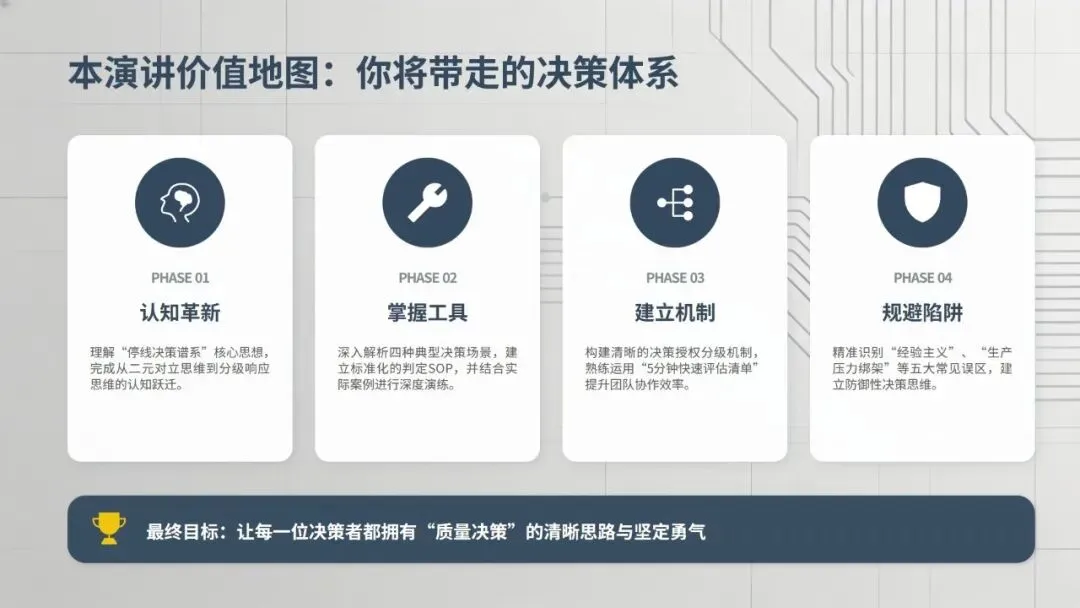
质量异常停线决策,不是"非黑即白"的二元选择,而是基于风险评估的"分级响应"。
本文将为你呈现4种典型决策场景,建立从"不停线"到"必须停线"的完整决策谱系。
二、四种决策场景全景图
基于30年实践和系统研究,我将质量异常停线决策归纳为四种典型场景,形成从"不停线"到"必须停线"的连续谱系:
质量异常停线决策流程全景图
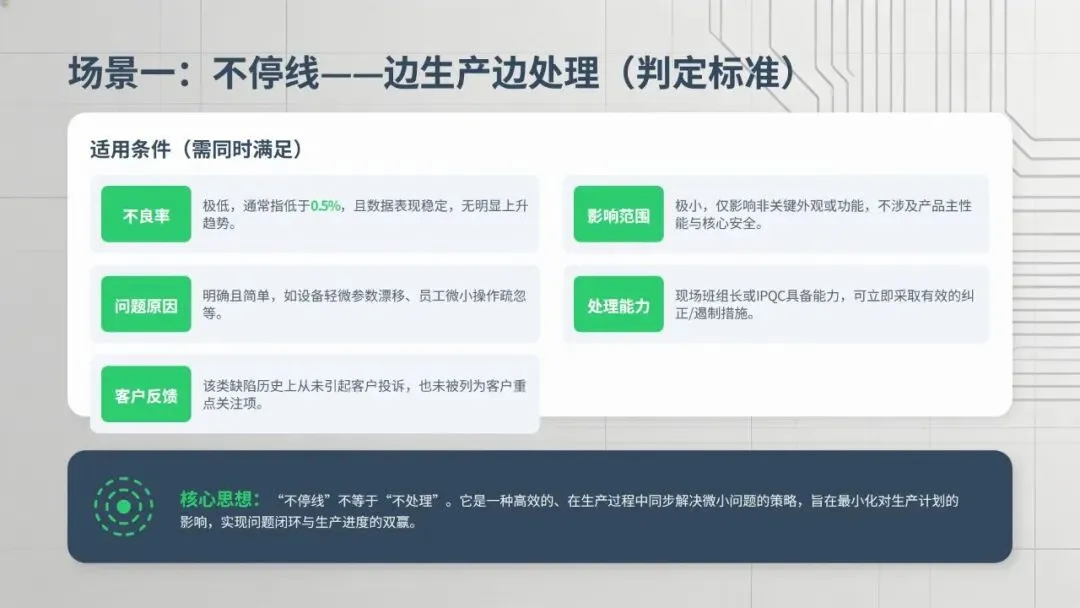
01 场景一:不停线——边生产边处理
? 适用条件(需同时满足):
? 标准处理流程:
? 实战案例:某电子厂SMT工序发现单个PCB板焊点虚焊,不良率0.3%。现场IPQC判断为偶发性的锡膏印刷不良,立即隔离该件并通知作业员加强该工位自检频次,生产线继续运行。后续追踪2小时未再发现同类不良,确认无需停线。
关键提醒:"不停线"不等于"不处理"。即便是轻微异常,也必须完成"发现→隔离→记录→改善"的闭环。很多质量事故的源头,正是对"小异常"的轻视和放任。
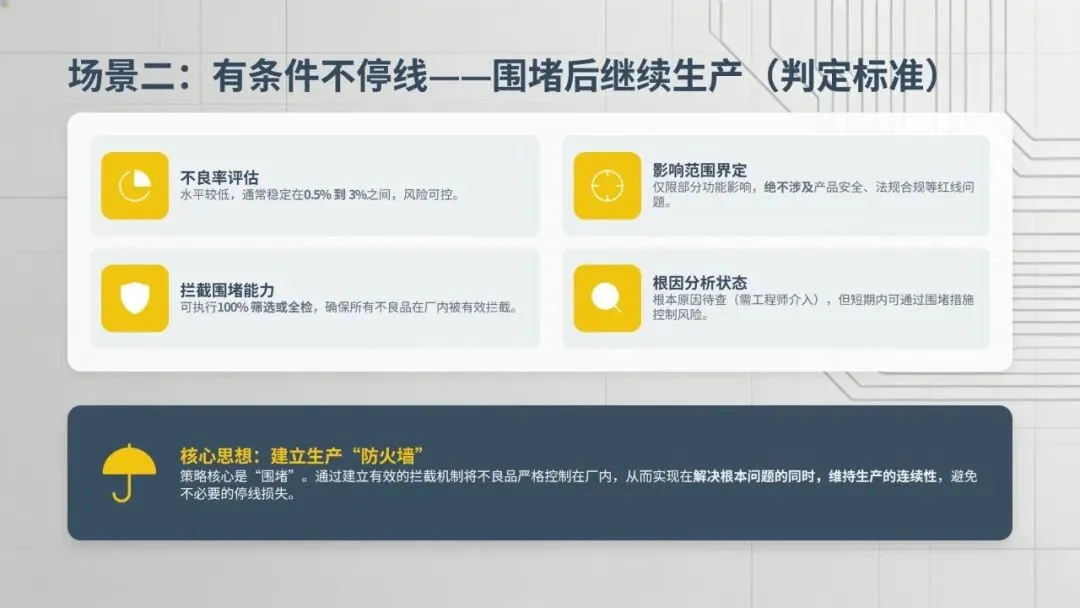
02 场景二:有条件不停线——围堵后继续生产
? 适用条件(需同时满足):
? 标准处理流程:
? 实战案例:某汽车零部件厂机加工工序发现尺寸偏移,不良率2.1%。经分析为刀具磨损导致,立即更换刀具并调整补偿参数,同时对已加工的200件产品进行100%全检,挑出18件不良品。生产线在采取围堵措施后继续运行,后续批次不良率降至0.5%以下。
关键提醒:"有条件不停线"的核心是"围堵"——必须确保异常影响被完全控制在已发生的范围内,且有可靠的筛选/返工手段。如果围堵措施无法100%拦截潜在不良品,必须升级为停线处理。
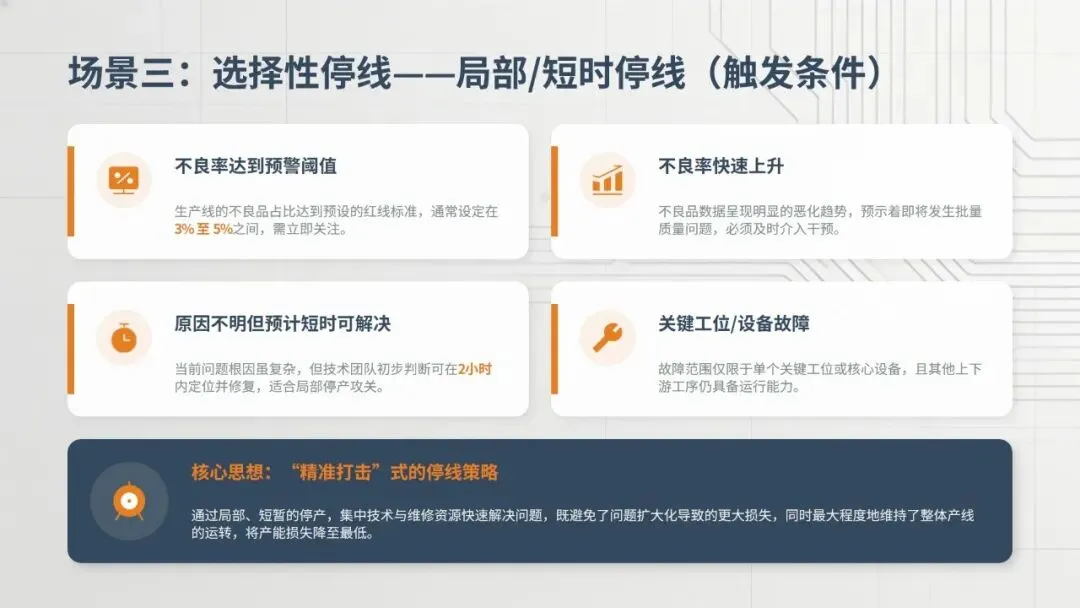
03 场景三:选择性停线——局部/短时停线
? 适用条件(满足任一即可触发):
? 标准处理流程:
? 实战案例:某家电厂装配线发现螺丝扭矩不达标,不良率4%,集中在第3工位。经判断为电批扭矩设置错误,仅需重新校准。现场决定仅停第3工位,其他工位继续生产。设备工程师15分钟内完成校准,首件确认合格后恢复,总停线时间仅25分钟,避免了全线停产的损失。
关键提醒:"选择性停线"考验的是精准定位问题边界的能力。必须确保异常确实局限于特定范围,且有明确的恢复标准。如果分析发现异常原因涉及系统性因素(如工艺文件错误、来料批次性不良),必须升级为全面停线。
04 场景四:必须停线——立即全面停线
? 触发条件(满足任一必须立即停线):
? 标准处理流程:
? 实战案例:某医疗器械厂发现产品密封性测试批量不合格,不良率12%,且涉及安全性能。现场IPQC立即拉停产线,启动应急响应。经分析为密封圈供应商变更未验证导致。工厂启动8D流程,召回已出货产品,更换合格物料后重新验证,48小时后经客户确认才恢复生产。虽然损失巨大,但避免了可能的产品召回危机。
关键提醒:"必须停线"是质量人的底线红线,没有任何商量余地。任何试图以"赶交期""降成本"为由拒绝停线的行为,都是对质量体系的背叛,对企业未来的犯罪。
三、决策升级机制:谁有权决定停线?
停线决策不能总是"上报等领导批示",必须建立分级授权机制,让听得见炮声的人做决策:
| 决策层级 | 时间窗口 | 决策权限 | 适用场景 |
|---|---|---|---|
| Level 1 | |||
| Level 2 | |||
| Level 3 | |||
| Level 4 |
需要特别强调的是,"立即停线权"必须下沉到一线。在我推行的体系中,任何发现安全/法规类异常的员工,都有权在不请示的情况下直接停线。这是质量管理的"一票否决权",也是保护企业最后的防线。
四、决策辅助工具:让判断更科学
除了经验判断,我们还需要一些工具来辅助决策:
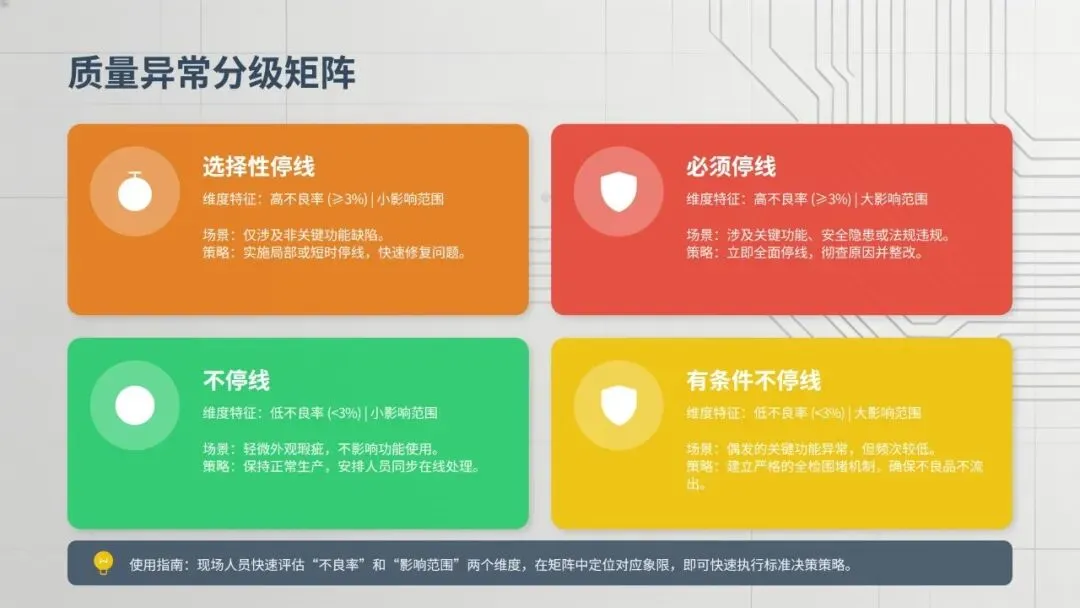
? 工具一:质量异常分级矩阵
根据不良率和影响范围,快速定位决策场景:
| 单件/偶发 | 单工位 | 单线体 | 多线体 | |
| <1% | 场景1 | 场景1 | 场景2 | 场景2 |
| 1%-3% | 场景1 | 场景2 | 场景3 | 场景3 |
| 3%-5% | 场景2 | 场景3 | 场景4 | 场景4 |
| >5% | 场景3 | 场景4 | 场景4 | 场景4 |
*注:安全/法规类问题不受不良率限制,一律按场景4处理
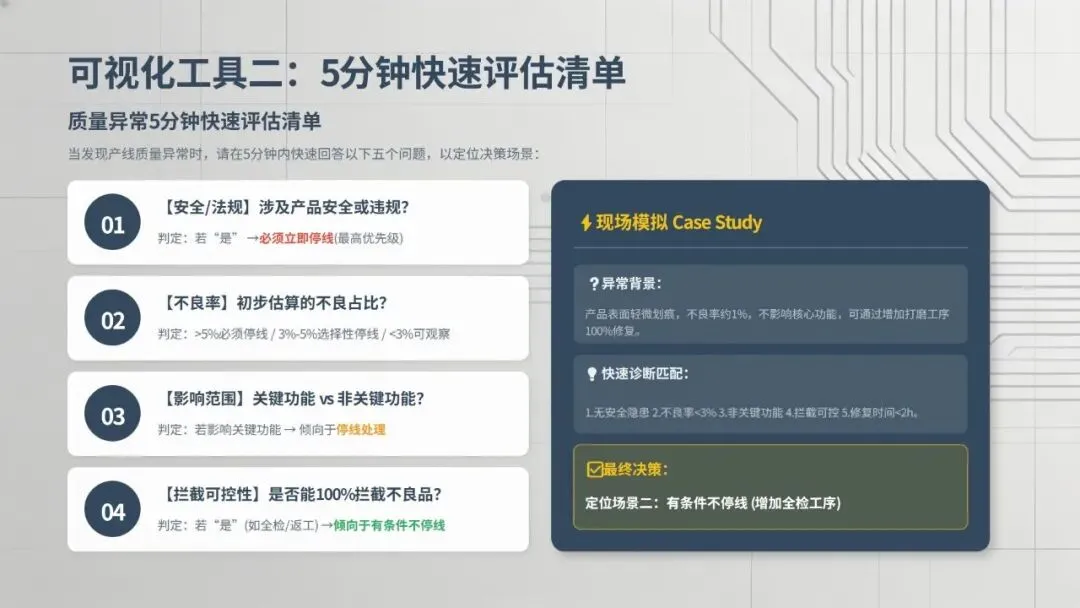
? 工具二:5分钟快速评估清单
发现异常后,用这5个问题快速定位决策场景:
五、常见决策误区与避坑指南
30年来,我总结了质量人在停线决策中最常犯的五大误区:
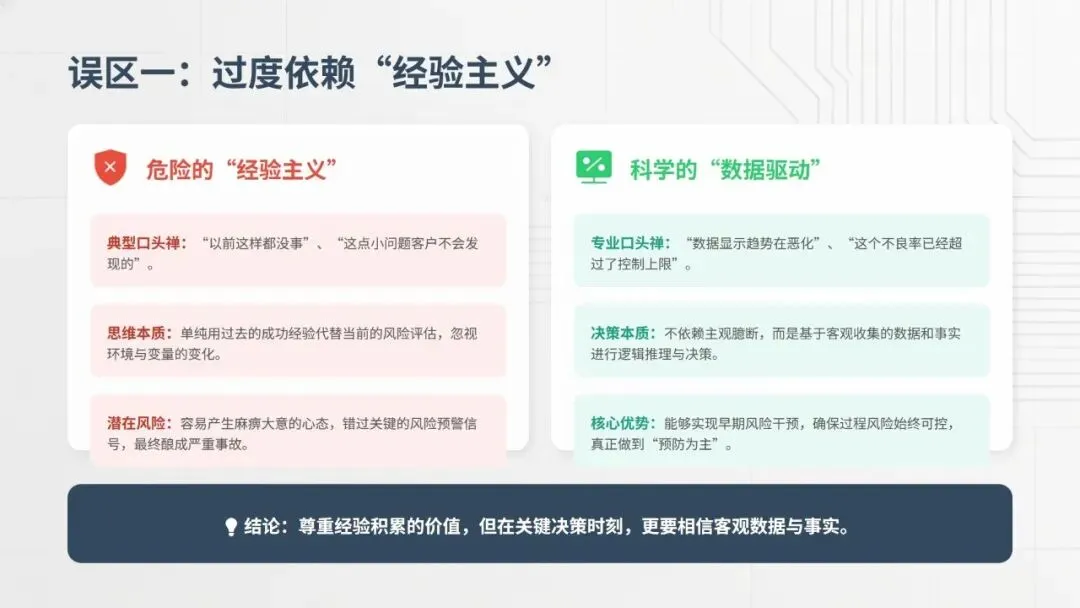
❌ 误区一:过度依赖"经验主义"
"以前这样都没事,这次应该也没问题"——这是最常见的侥幸心理。每个异常都是独特的,必须基于数据而非经验做决策。
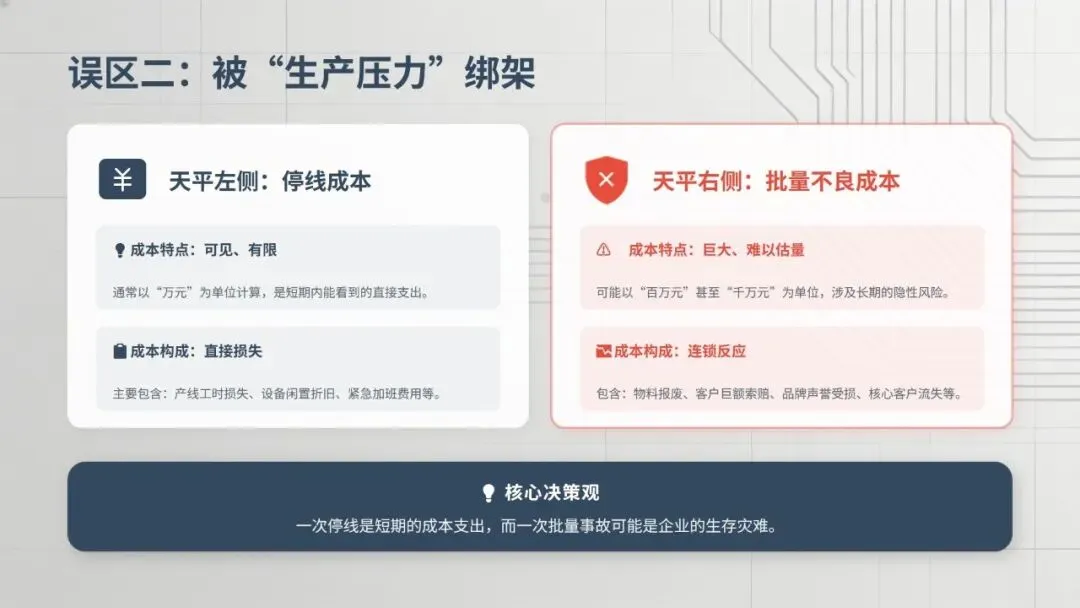
❌ 误区二:被"生产压力"绑架
"这批订单明天要出货""停线的话KPI完不成"——当生产进度与质量冲突时,质量必须优先。一次批量返工的损失,远大于一次计划内停线。
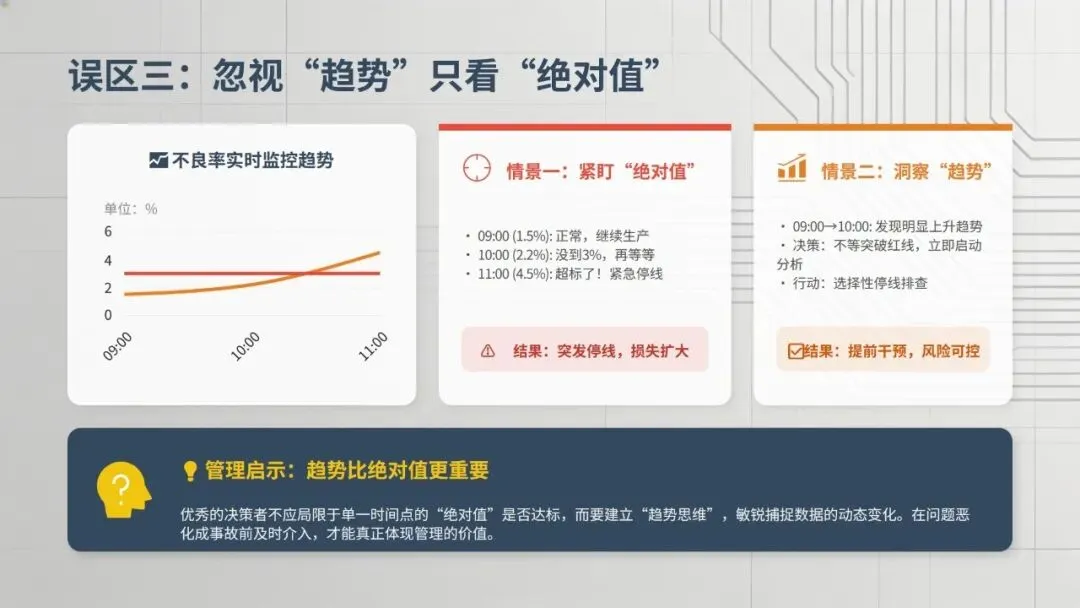
❌ 误区三:忽视"趋势"只看"绝对值"
不良率从0.5%→1.2%→2.8%,虽然还没达到5%的红线,但上升趋势明显,必须提前干预。等达到红线再停线,可能已经造成批量损失。
❌ 误区四:停线后"坐等"不分析
有些团队停线后只是"等着工程师来看",而不是主动组织数据、隔离物料、记录现象。停线期间的每一分钟都是成本,必须高效利用。
❌ 误区五:复线标准不清晰
"感觉应该可以了""做了几台看着没问题"——复线必须有明确的量化标准(如连续5件首件合格、不良率连续3批次<1%等),不能凭感觉。
六、写在最后:质量人的决策勇气
回到文章开头的那个凌晨电话。我当时给出的指令是:"立即停线,全面排查,明天交期我亲自去和客户解释。"
最终,那批产品因为及时停线,避免了可能的价值200万的批量返工和客户投诉。客户听说我们为了质量主动停线,反而更加信任我们的品质承诺,后续订单量增加了30%。
这就是我想告诉每一位质量人的:停线不是失败,而是对质量的尊重;正确的停线决策,是质量人专业价值的最好证明。
质量异常停线决策的五大核心原则
生产线停还是不停?这个问题没有标准答案,但有科学的决策框架。希望这篇文章能为你提供一套可落地、可执行、可传承的决策方法论。
记住:最好的停线决策,是在问题发生的第一个瞬间就做出的正确判断。
"质量不是检验出来的,是决策出来的。每一次正确的停线决策,都是对企业未来的投资。"
—— 一位从业30年的质量总监
? 互动话题
你在工作中遇到过最纠结的"停还是不停"场景是什么?最后是如何决策的?欢迎在评论区分享你的故事。
觉得有用?分享给更多质量同行
关注公众号,获取更多质量管理实战干货
















扫码获取文件

免责声明:部分文章网络转载,版权归原作者。不代表本公众号观点,不对真实性负责。因转载众多,无法确认原作者,仅标来源。涉及版权问题,请联系删除,保障您权益。
