
场景重现
上午10点,正值生产高峰。生产线突然毫无征兆地停了。控制柜指示灯全灭,车间一片安静。生产主管冲过来:"多久能恢复?订单要赶不上了!"
你看着黑屏的控制面板,心跳加速。10分钟,能搞定吗?

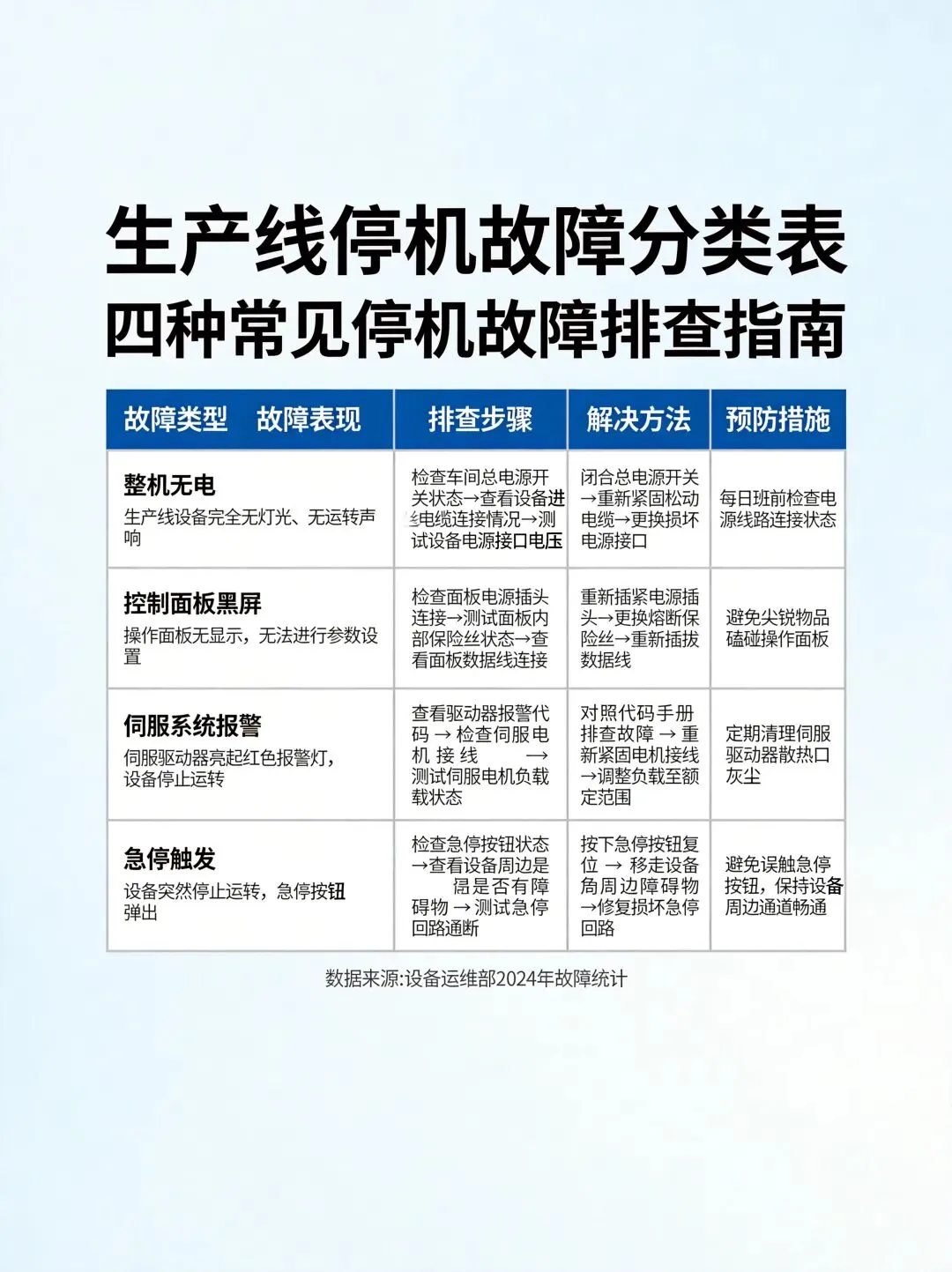
生产线停机不是"一团乱麻",它通常属于以下4种情况之一。快速对号入座,能节省宝贵的诊断时间:
| 整机无电 | |||
| 控制面板黑屏 | |||
| 伺服系统报警 | |||
| 急停触发 |
记住:90%的停机故障都在这张表里。
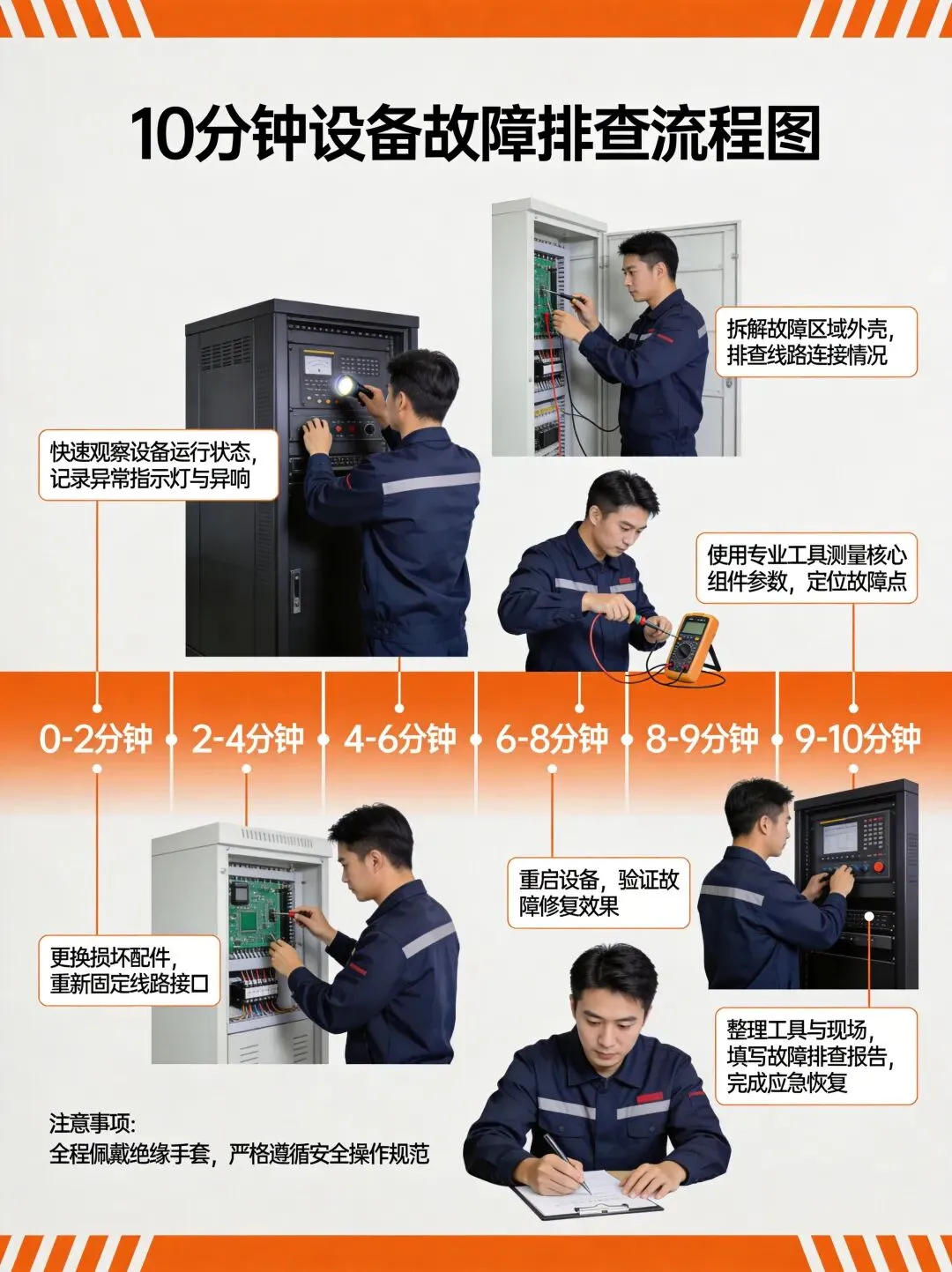
假设你现在站在故障设备前,按照这个路线图操作,10分钟内定位问题:
看什么?
- 控制柜里哪个断路器跳闸了?
- PLC的RUN灯是什么状态?
- 伺服驱动器显示什么报警代码?
- 有没有烧焦的气味或痕迹?
这一步的目标:给故障定性,确定走哪条排查路线。
用万用表测什么?
- 主电源进线电压:应该是AC380V±10%
- 开关电源输出:应该是DC24V
- PLC电源端子:24V是否稳定到达
- 各保险丝两端:是否有电压降
重点提示:测量时注意安全,双手不要同时触碰不同电位点。
怎么分段?
- 断开所有负载,测试空载电压是否正常
- 如果空载正常,逐个接入负载,找到故障点
- 使用替换法:用备用元件替换怀疑部件
杨工程师的经验:分段隔离是最可靠的排查方法,虽然慢一点,但能精准定位。
两种恢复路径:
- 路径A:找到故障点,快速更换/修复 → 验证测试 → 恢复生产
- 路径B:故障复杂,无法快速修复 → 启用备用系统 → 临时生产 → 安排停机检修
关键原则:宁可慢一点修好,也不要带病运行。
现场情况:主开关跳闸,复位后又跳。熔断器看起来完好。
排查过程:
1. 用万用表测熔断器两端,发现电压不正常
2. 拆下熔断器,用电阻档测量,已熔断但外观未显示
3. 更换熔断器,分段测试,发现是某台电机短路
教训:不要相信眼睛,要用万用表说话。
现场情况:开关电源输出24V正常,但PLC无反应,面板全黑。
排查过程:
1. 检查PLC输入端子,发现24V母线只有5V
2. 顺线路检查,发现中间某个端子排氧化接触不良
3. 清理端子,恢复供电
教训:电源输出正常不代表到达PLC的电压正常,中间环节可能出问题。
现场情况:伺服驱动器显示ALM414,重启后仍然报警。
排查过程:
1. 查阅手册,ALM414是"编码器断线"
2. 检查编码器连接线,发现插头松动
3. 重新插紧,报警消失
教训:报警代码是最好的诊断线索,先记录再处理。
设备恢复了,别急着下班!这三件事不做,故障还会再来:
不带负载运行,观察:
- 电流是否在正常范围
- 有无异常声音或振动
- 温度是否快速上升
投入1-2件产品,检查:
- 产品质量是否合格
- 工艺参数是否稳定
- 有无新的报警出现
在故障记录表中填写:
- 日期时间
- 设备名称
- 故障现象
- 原因分析
- 处理措施
- 耗时
- 处理人
这些记录是你未来故障预测的数据基础。
生产线停机,考验的是你的逻辑思维,不是手速。
10分钟看似很短,但足够一个有准备的工程师完成观察、测量、隔离、恢复四个步骤。
真正的工程师,不是遇到故障时手忙脚乱,而是平时做好功课,故障来临时从容应对。
记住今天这张排查表,下次停机时,你就是车间里最冷静的那个人。
下一期预告:
数控机床报警红灯亮起,伺服故障怎么办?主轴异响如何处理?《数控机床报警速查表》,工程师必备。
互动话题
你遇到过最棘手的停机故障是什么?排查了多久才找到原因?在评论区分享你的"破案"经历。
本文基于《设备故障应急指南》V1.0编制,作者杨毅传。适用于机电一体化、自动化控制、工业信息技术领域。
