0 引言
葛洲坝松滋水泥有限公司是中国葛洲坝集团水泥有限公司成员企业之一,该公司拥有一条4 500 t/d和一条2 500 t/d熟料生产线。2024年1月,生态环境部印发《关于推进实施水泥行业超低排放的意见》(以下简称《意见》),标志着全国水泥行业超低排放改造正式拉开序幕。《意见》指出有组织排放指标方面,水泥窑及窑尾余热利用系统在基准含氧量10%的条件下,废气颗粒物、二氧化硫、氮氧化物排放浓度小时均值分别不高于10 mg/Nm3、35 mg/Nm3、50 mg/Nm3。
为了满足国家氮氧化物超低排放标准,2024年公司通过对水泥烟气SCR脱硝技术路线进行考察比选,最终选择中温中尘SCR脱硝技术作为公司4 500 t/d生产线窑尾烟气脱硝技术方案。
1 项目基本情况
1.1 技术简介
中温中尘SCR脱硝技术是基于选择性催化还原(SCR)技术原理,使用中温区间催化剂,在余热锅炉后安装脱硝反应塔,在中等温度(180~220 ℃)和中尘浓度(30~80 g/Nm3)的烟气条件下实现高效脱硝的技术。
1.2 项目建设情况
该项目于2024年2月1日开工建设,至6月18日建设完毕,计划工期150天,实际工期139天,按合同工期完成。
结合生产线情况,项目新建催化剂系统、SCR反应器、清灰/收灰系统、氨水喷射系统、灰斗及输灰系统、压缩空气系统、电气系统、其他辅助设施等。SCR反应器设置在高温风机后空地上,对原高温风机至原料磨和窑尾除尘器管道进行改造,新增高温风机出口至SCR反应器入口管道,增设高密封性百叶阀作为SCR进口阀门,新增SCR出口管道连接原料磨和窑尾除尘器,增设高密封性百叶阀作为SCR出口阀门。
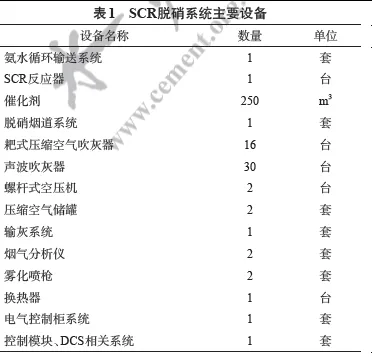
项目使用蜂窝式V-W/Ti系催化剂改性中温催化剂,催化剂采用3+1布置,初装3层,共计250 m3,首层使用10孔催化剂,其余2层使用13孔催化剂。项目采用声波吹灰器和耙式吹灰器的联合吹灰模式。声波吹灰器,每层设置6台,共30台(含备用层及换热器层);耙式吹灰器,每层设置4台,共16台(含备用层)。主要设备参数见表1。
2 项目运行状况
2.1 运行状况简介
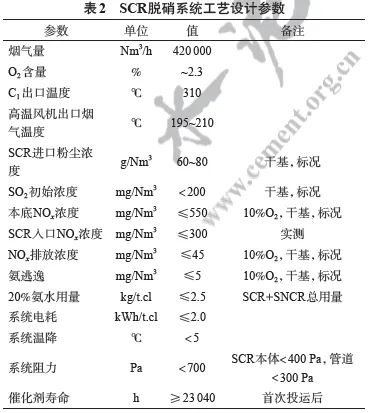
2024年6月18日,松滋公司4 500 t/d生产线SCR脱硝系统开始运行,通过优化分解炉低氮燃烧和SNCR系统,SCR反应器进口NOx浓度控制在180~250 mg/Nm3,窑尾污染源在线监测显示NOx排放浓度小于45 mg/Nm3,吨熟料氨水用量从2.8 kg/t下降到1.8 kg/t左右,氨逃逸满足国标,其余指标均满足合同要求,系统运行稳定正常。详细工艺设计参数见表2。
2025年3月,SCR脱硝系统运行7个月后,公司发现系统氨水用量明显上升,吨熟料氨水用量甚至超过2.5 kg/t,催化剂效率降低,同时氨逃逸风险显著增加。其间,回转窑系统运行稳定,生料、原煤、生活垃圾和替代燃料质量无明显变化,脱硝反应器耙式吹灰器和声波吹灰器正常运行,反应器进出口压差稳定,催化剂层与层之间压差稳定。SCR脱硝反应器现场外貌见图1。
2.2 原因分析
结合中温中尘SCR脱硝原理和松滋公司4 500 t/d生产线运行状况分析,其“SNCR+SCR”耦合运行7个月后,脱硝效率降低的原因主要如下:
本项目SCR脱硝系统采用的是中温中尘技术路线,催化剂使用的是V-W/Ti系改性催化剂,虽然该种催化剂具有较好的抗硫性,但是烟气中仍存在一定浓度的SO2。前序SNCR系统在低负荷运行或窑况有变化时,过量喷氨导致预热器内有大量氨不能完全反应,从而进入了SCR反应器内,由于SCR反应器内速度场、浓度场分布不均,在190~240 ℃之间,氨和SO2反应可生成硫酸氢铵。该物质生成时即为液态,是一种呈“鼻涕”状的黏性液态物质,容易被水泥窑窑尾烟气中的粉尘吸附,沉积在催化剂表面,遮蔽催化剂活性位点,堵塞催化剂孔道结构,影响催化剂反应效率,导致催化剂失活[1]。

3 项目热解析试验应用
3.1 试验原理
硫酸氢铵是一种无机化合物,化学式为NH4HSO4,为白色结晶性粉末,易溶于水。分子量115.109,熔点147 ℃,黏度0.1~0.2 Pa·s,密度1.79 g/cm3。硫酸氢铵的形成温度是变化的,变化范围大约在190~240 ℃,硫酸氢铵生成时为液态,当温度继续降低到147 ℃以下时,硫酸氢铵开始结晶变成固态。当加热到147 ℃以上时,硫酸氢铵开始液化,继续加热到270~320 ℃,开始气化,继续加热到345 ℃时,硫酸氢铵开始分解[2]。公司决定利用硫酸氢铵加热后能气化分解的原理,对催化剂进行加热,从而恢复催化剂活性。
3.2 试验过程
依据热解析原理,综合经济性、便捷性、安全性和可操作性原则,对于SCR脱硝催化剂长时间使用后催化效率降低的情况,公司认为采用低温热解析技术(≤400 ℃)来实现催化剂热脱附。试验采用的热烟气为回转窑停窑时期窑尾C1出口烟气,通过调节SP余热锅炉旁路阀和进口阀,将C1出口热烟气全部引入SCR反应器,将SCR反应器内催化剂加热到(350±10) ℃持续8~10 h,达到催化剂热解析的效果。试验方法和实施过程具体如下:
(1)回转窑系统停窑前24 h保持SCR脱硝系统正常运行,检查耙式吹灰器和声波吹灰器等辅助设施是否正常运行。
(2)回转窑系统开始减产,停止协同处置生活垃圾和替代燃料,逐步开启SP余热锅炉旁路阀,逐步关闭SP余热锅炉进口阀,热烟气由SP余热锅炉旁路进入SCR反应器,根据系统压力同时调整高温风机频率,开启生料磨和烟气管道冷风阀来降低窑尾袋式除尘器入口温度。
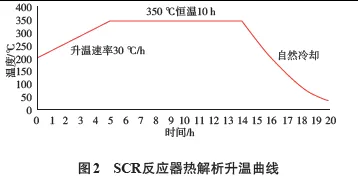
(3)密切观察SCR反应器内部各层温度上升情况和高温风机出口温度,继续调整SP余热锅炉旁路阀门和进口阀门,直至窑尾SP余热锅炉解列。持续调整高温风机频率,保证高温风机出口温度(360±5)℃,SCR脱硝塔稳步升温至350 ℃,升温速率控制在30 ℃/h左右,直到完成升温进入恒温模式。SCR反应器热解析升温曲线见图2。
(4)整个升温和热解析期间,生料磨要稳定运行,需通过生料磨系统降低热烟气温度。同时增湿管道和SCR反应器喷水降温系统处于应急备用状态,确保窑尾袋式除尘器安全运行。
(5)保持SCR反应器温度(350±10) ℃10 h,热解析期间通过适当调整回转窑喂料量和高温风机频率确保系统温度稳定,窑头AQC余热锅炉根据实际工况做相应调整。
(6)待SCR反应器恒温保持10 h后,逐步开始进入停窑操作。
(7)保持SCR反应器进口和出口阀门的开度均为100%,确保SCR反应器吹灰系统正常运行,待SCR反应器内部温度低于200 ℃时,喷氨系统停止运行。
(8)调整高温风机和尾排风机频率进行拉风,SCR反应器内部烟气自上而下内部流通3~5 h,直至自然冷却,完成热解析。
3.3 试验效果
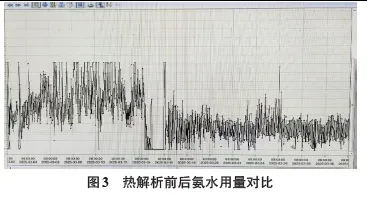
项目SCR脱硝反应器利用窑尾烟气进行热解析后,在控制NOx排放浓度小于45 mg/Nm3时,氨水消耗量显著下降,吨熟料氨水用量由2.78 kg/t下降至1.94 kg/t,催化剂活性显著增强,脱硝反应效率明显提升,热解析前后氨水消耗对比见图3。
4 结束语
经过公司对中温中尘SCR脱硝系统采取热解析试验应用后,SCR脱硝系统运行效率大幅提升,氨水消耗降低,试验效果明显。在实际应用过程中,热解析操作过程需要结合生产线实际情况进行科学安排。由于催化剂反应器大小、催化剂安装层数、催化剂用量各不相同,因此热解析温度控制还需要根据自身条件不断地摸索总结。同时,较高频次的热解析是否对催化剂本身有副作用或导致催化剂烧结,各单位需要加强关注,合理控制热解析频次。





作者单位:1.葛洲坝松滋水泥有限公司;2.中国葛洲坝集团水泥有限公司
文章来源:《水泥》杂志2026年第3期
编辑:何昊
审核:胡如进