


我国航空发动机关键零部件制造现阶段正向着高精度、薄壁化、高性能化方面加速突破,低压涡轮叶片作为航空动力核心部件,其制造水平讲直接决定装备性能与可靠性。随着近日,中国航发沈阳黎明成功实现0.5mm 超薄叶身精准控形,通过这一举攻克低压涡轮叶片精密铸造成形难、易变形、尺寸精度不稳等行业共性技术瓶颈,这将标志着我国在航空发动机薄壁叶片精密制造领域达到新高度。

聚焦行业尖端技术破局,届时展会将以产业平台赋能。通过沈阳黎明 0.5mm 超薄叶身精密铸造突破,这将为高端制造树立新标杆;2026 滨州铝博会将以全产业链资源整合能力,加速前沿技术从实验室走向生产线,从而推动我国铝产业与航空制造向高端化、智能化、绿色化转型,为科技强国、制造强国建设注入强劲动力。
来源
《特种铸造及有色合金》2026年第1期
导读
航空发动机低压涡轮工作叶片作为发动机核心关键部件,其制造质量直接决定发动机整体性能。该类叶片属于薄壁细长结构,在结构形式、外形尺寸等方面与常规叶片差异显著,尺寸精度要求极高。在精密铸造生产过程中,需多次进行尺寸校正与抛修,严重制约生产效率;同时,叶片在应力作用下易产生微裂纹,进而导致产品报废。
K417G 高温合金低压涡轮叶片是典型的熔模精密铸造薄壁细长实心叶片,铸件表面晶粒度要求不大于 2.8 mm,通常需采用氧化钴表面孕育处理工艺以满足组织要求。该类叶片在熔模精密铸造中面临多重质量难题:不仅尺寸精度难以稳定达标,还易出现表面粘砂缺陷,冶金质量控制难度大。为提升叶片产品一致性,保证尺寸精度与稳定批产质量,亟需针对精密铸造叶片尺寸变形及制壳工艺等关键环节开展优化改进。
图文内容
低压涡轮工作叶片以K417G 高温合金为原料,采用熔模精密铸造工艺成形。叶片叶身为无余量铸造结构,长度约 280mm,弦宽约 45mm,整体结构偏薄,排气边最小厚度仅 0.5mm。叶片自带叶冠与缘板,具备发动机轴向尺寸大、叶身曲率大、相对弦宽厚度偏小等特点,归属于超薄细长型无余量精铸叶片。
产品设计对成形精度与表面质量要求严苛:除叶冠外表面、榫齿装配面及缘板部分端面为加工面外,叶片其余表面均为非加工面;叶冠、缘板内表面、叶身及延伸段均采用无余量铸造,表面粗糙度 Ra≤1.6μm。叶身全型面、叶身与缘板、叶身与叶冠转接区域均要求光滑过渡。
精度指标方面,叶冠内流道面轮廓度≤0.15mm,缘板内流道面轮廓度≤0.2mm,叶身型面最大轮廓度为 0.125mm,整体尺寸精度要求极高。
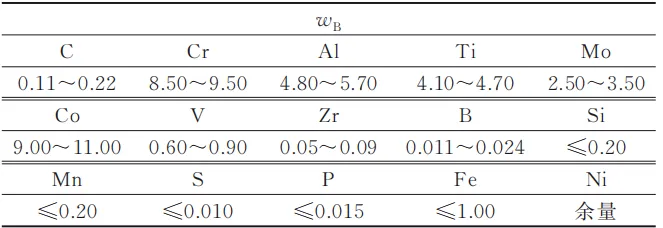
K417G 高温合金主要化学成分见表 1。其熔模铸造工艺流程为:叶片模具设计→蜡模制造→型壳涂制→脱蜡焙烧→合金浇注→铸件清理→无损检测→抛磨校正→尺寸检测。其中,蜡型制造与型壳涂制是影响铸件最终尺寸精度的关键环节。合金浇注成形后,通过无损检测及目视检查保障冶金质量,依托抛校工艺与光学检测手段,确保叶片尺寸满足设计要求。
表1 K417G合金化学成分(%)
开展第一次技术改进,选取原技术方案生产的8件不同模组叶片作为试验样本。在叶片校正前,采用绝对关节臂光学测量系统对叶片进行全尺寸扫描,通过系统自动拟合叶片实体模型与标准三维模型,完成偏差比对,比对结果如图2所示。通过该比对可获取叶片主要理论截面上X、Y方向的最大偏差值及Z向扭角,进而明确叶片实体与理论叶型的尺寸扭转方向及具体偏差数值。
由图2可知,叶片叶身抛修量存在不足,尤其近排气边R部位表现更为明显,经整体抛修后,叶片弦宽尺寸基本接近设计公差下限。基于上述测量数据,进一步计算得出同一模组叶片在Z轴方向的平均扭角,以及8件叶片的整体平均扭角,计算结果如图3所示。结合图2与图3的分析结果,可总结叶片主要变形特征如下:叶盆中下部在Y轴方向向叶背侧弯曲,平均变形量约0.1mm;叶冠向排气边方向、朝叶盆侧扭转,平均扭角约0.7°;叶冠及缘板在Z轴方向分别呈现向下、向上的变形趋势,导致叶片通道长度偏短,平均变形量约0.2mm。
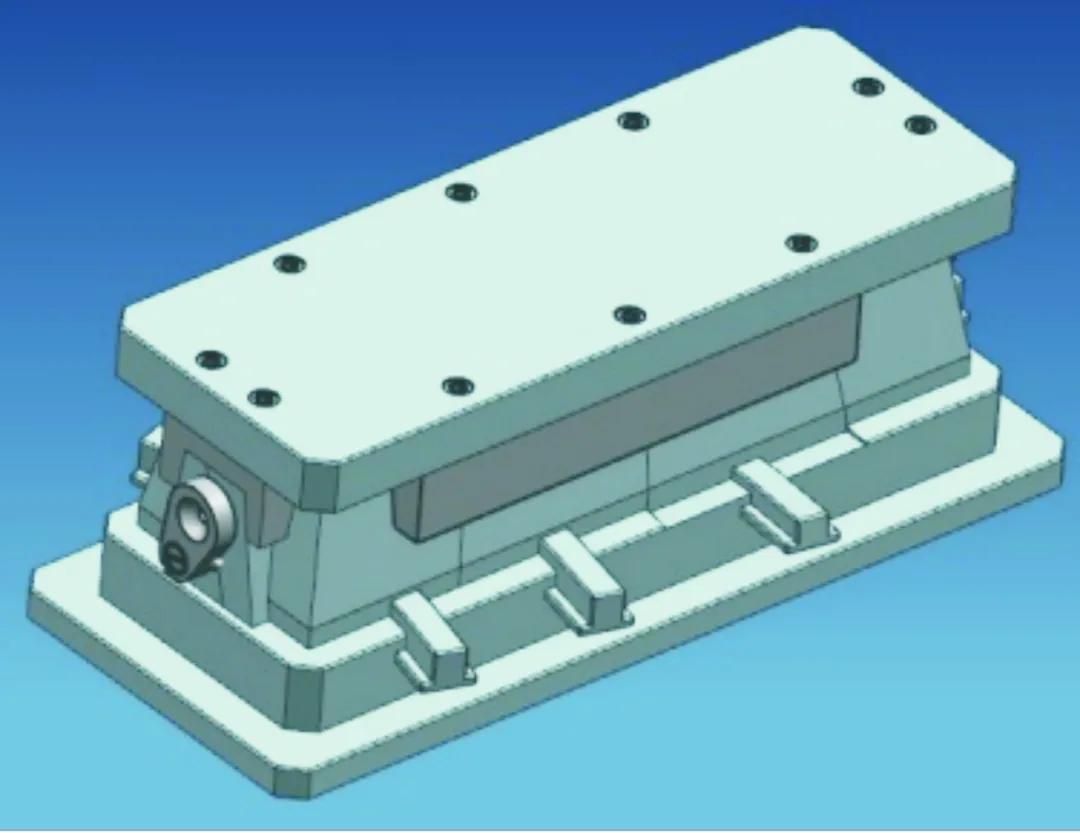
图1 模具结构示意图
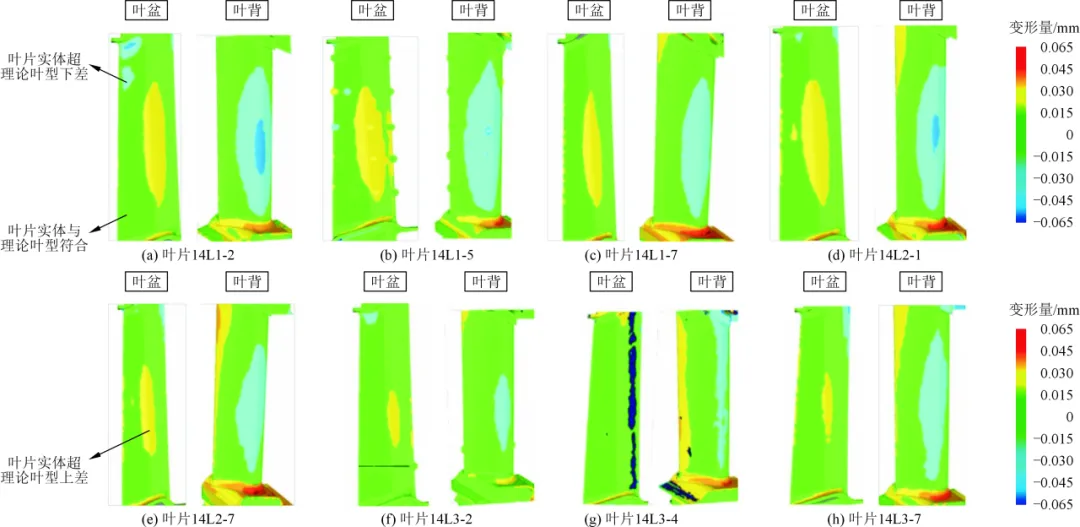
图2 实体叶片与理论叶型的变形对比效果
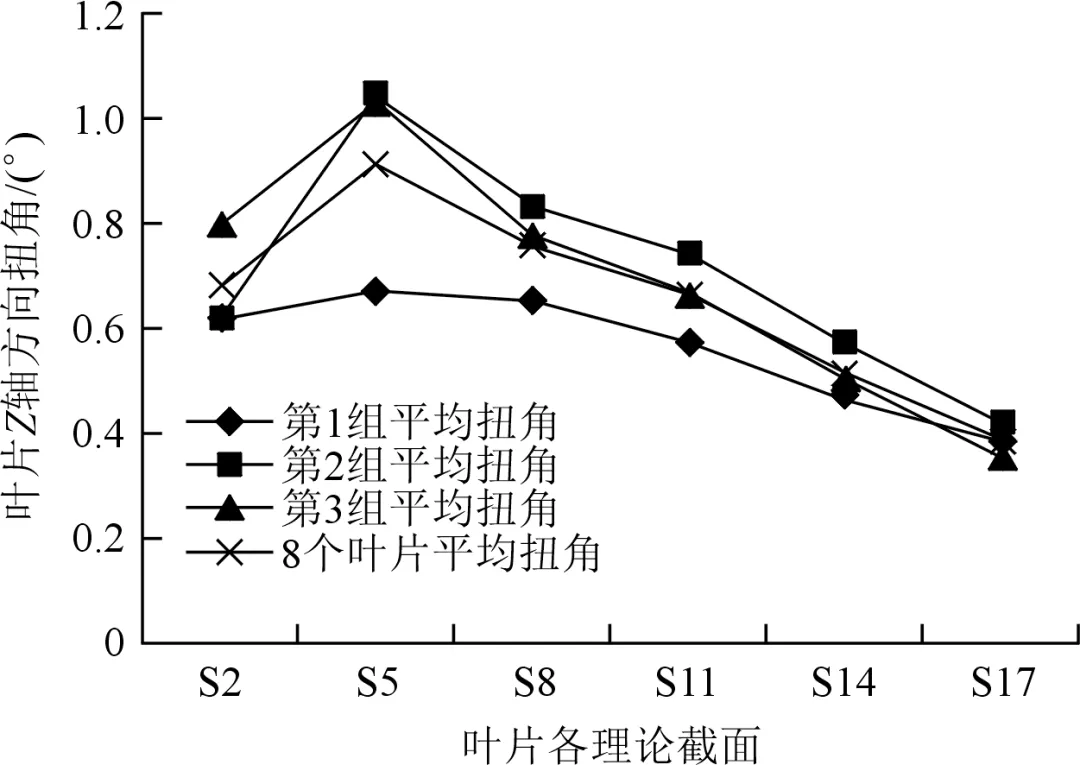
图3 叶片平均扭角
低压涡轮工作叶片因叶身长、弦宽大的结构特点,加之需满足 200 余项尺寸要求,结合常规叶片研制经验,在试制阶段需进行多轮迭代验证与尺寸优化。通过三维数字化检测发现,叶片普遍存在通道长度偏短的变形规律,变形量约 0.2 mm。据此对蜡模模具进行修整,沿通道面减肉 0.2 mm。经 3 轮小批量试制及尺寸验证后发现,叶身型面仍存在变形问题:实际通道尺寸呈现盆向与背向一侧偏大、另一侧偏小的现象,部分叶片通道尺寸仍偏小。
受叶身长度较大影响,部分截面变形量过大,校正难度高;且在校正过程中,叶身排气边薄壁区域易产生校正裂纹,直接造成叶片报废。叶片通道尺寸超差时,由于大小缘板多为加工配合面,铸造余量较大、结构厚实,在校正超差尺寸时,易在叶身与缘板转接 R 处形成应力裂纹,带来质量隐患。叶身型面示意图见图 。
蜡模校正胎具结构见图 5。蜡模在胎具上以叶冠内表面为基准贴合面,可有效控制叶冠扭转变形;蜡模上表面放置砂袋,确保叶片蜡模叶盆型面与胎具型面完全贴合,稳定保证叶身型面形状与尺寸;沿叶片 Z 轴方向设置检测量块,用于控制蜡模状态下的通道长度,从而保障铸件通道长度尺寸合格。
胎具材料选用 LD8,该材料加工性能优良,工作型面表面粗糙度 Ra 可达 0.4 μm;同时硬度较低,不会损伤蜡模,且具有成本低、质量轻、便于搬运等优点。
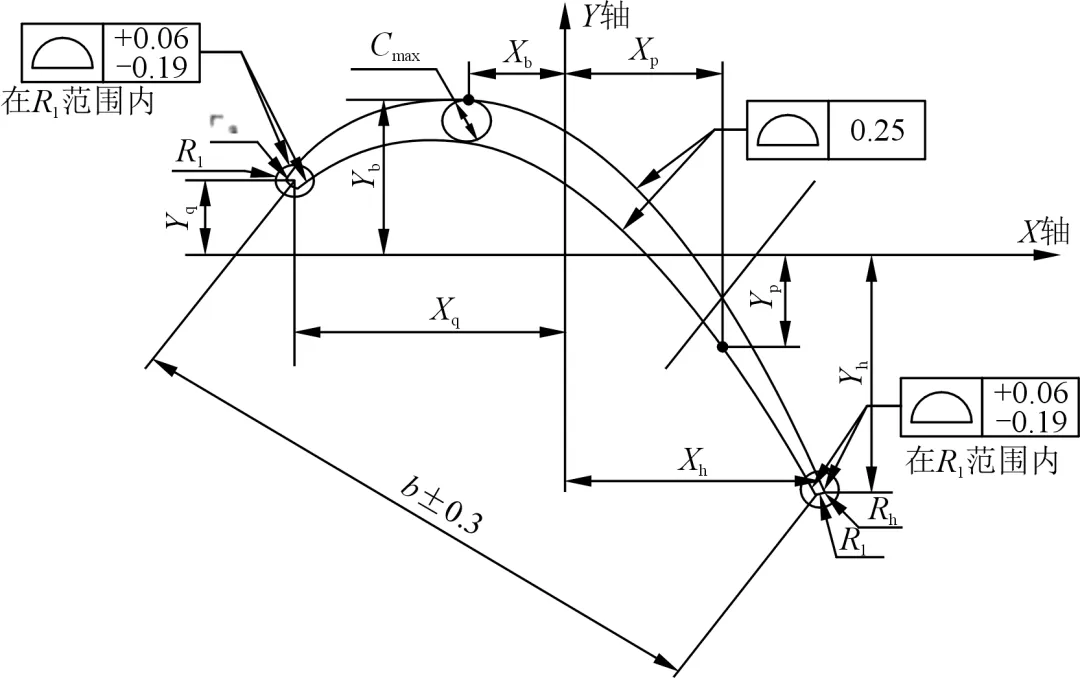
图4 叶身型面示意图
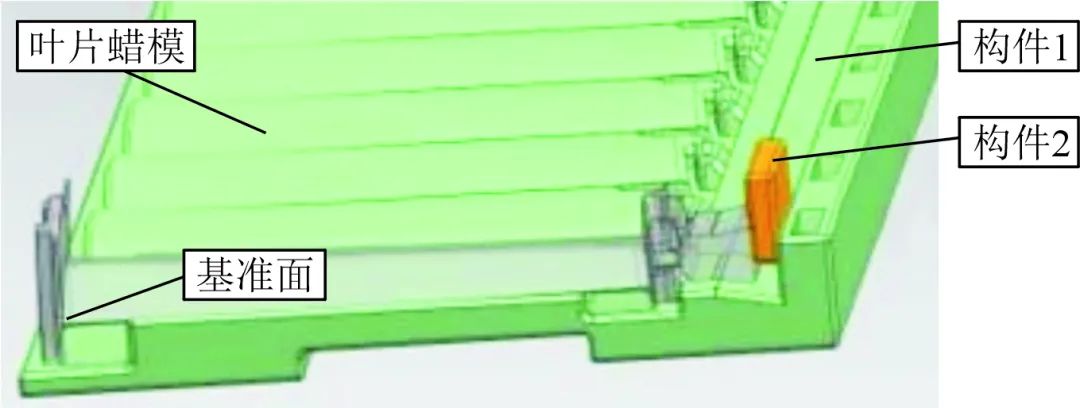
图5 蜡模校正胎结构
试制初期,叶片表面存在严重的粘砂问题,见图6,在进行荧光检查时可以发现叶片的缘板、叶身、叶冠等区域均有不同程度的夹渣等荧光显示,见图7。浇注后的金属件表面均进行抛修才能满足表面粗糙度要求,导致铸件需要整体抛修后才能符合表面质量要求,造成冗余反复工序,而且打磨过程中容易造成表面磨伤和尺寸抛修过量等问题。
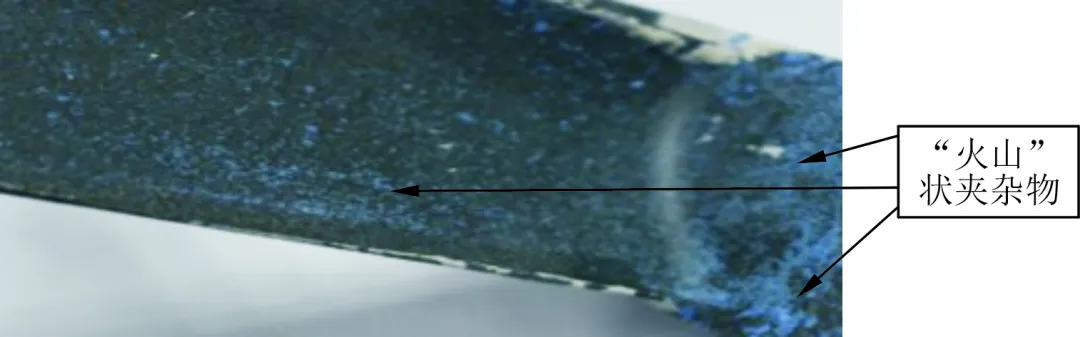
图6 叶片表面粘砂
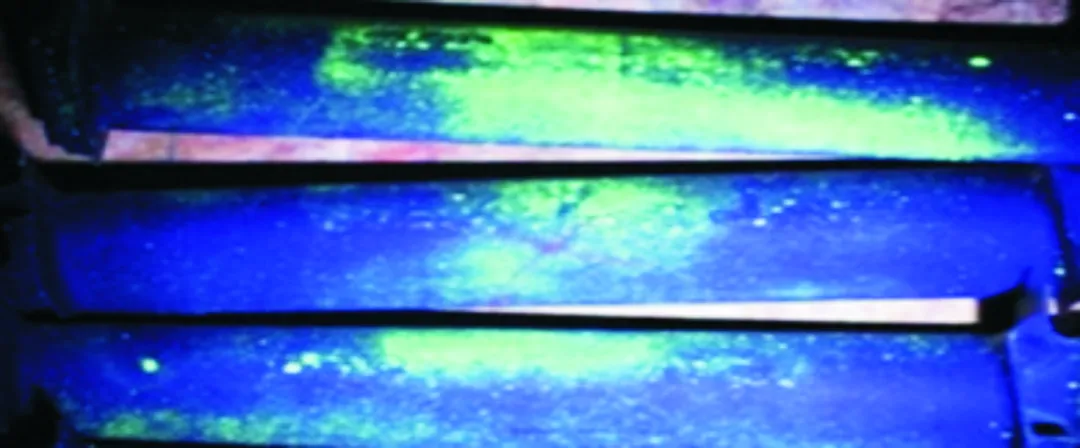
图7 叶片荧光显示缺陷
叶片制壳面层黏结剂为硅溶胶,粉料采用质量分数为50%的铝酸钴孕育剂,2~5层黏结剂交替使用硅酸乙酯水解液和硅溶胶,6~9层粘结剂为硅溶胶,粉料为刚玉粉或铝矾土粉。为既能保证叶片晶粒度合格,又能减少粘砂及荧光显示缺陷,从型壳表面层铝酸钴的加入量入手,开展了试验工作。
型壳表面层铝酸钴的加入量从50%→40%→30%→15%,进行了3个含量的调整试验,其他成分不变,最后试验发现铝酸钴的加入量在15%时,可以有效控制粘砂及荧光显示缺陷,同时保证叶片的晶粒度合格,改善后的效果见图8和图9。

图8 K417G叶片粘砂改善效果
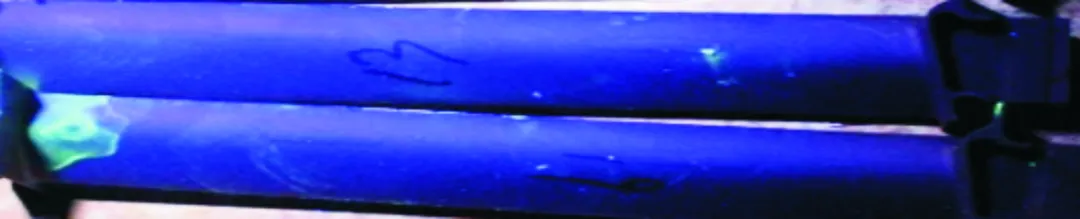
图9 K417G叶片荧光显示改善效果
研究结论
(1)通过对K417G熔模精密铸造低压涡轮叶片试制工艺方案及存在问题的分析,开展了变形规律研究,优化了模具尺寸,设计蜡模校正工装提高了叶片的变形控制能力。
(2)通过调整型壳表面层孕育剂铝酸钴的含量,减少合金中Ti等活泼元素还原反应发生,从而减少了反应产生的氧化物聚集在铸件的内表面,改善了叶片的表面品质,减少了粘砂。
文章素材来源于:
编辑/排版 | 柳力莎
校对 | 柳力莎
审核 | 刘晨辉

作为国内铝产业与高端材料领域极具影响力的行业专业展会,2026 滨州铝博会将立足滨州 “中国铝都” 产业优势,汇聚全球铝基材料、精密铸造、高端装备、航空航天配套等全产业链条资源,这将为行业搭建技术展示、成果转化、产业供需对接、趋势洞察一体化交流平台。同时展会还将聚焦航空航天用高性能铝材、精密铸造成形装备、智能检测系统、轻量化合金材料等行业前沿方向,这都为超薄叶片、航空结构件、燃气轮机部件等高端制造提供材料、装备与工艺解决方案。
2026 滨州铝博会届时将以行业技术创新与产业落地为核心,全面推动沈阳黎明等企业的精密铸造成果与滨州铝产业集群深度对接,全面促进高温合金材料优化、薄壁件成形工艺升级、智能检测装备普及、高端零部件国产化替代,从而助力航空航天、新能源装备、高端制造等领域实现关键技术自主可控。
2026中国(滨州)铝工业博览会
滨州国际博览中心
时间:2026年5月21-23日

展会参展参观报名请咨询
赵 鹏 18620194456
高海豪 15516183876
王广姿 18620291343
胡 凇 18620299742
王金敏 17397774897
商务合作请咨询
杨生:17303760799
地点:滨州国际博览中心(黄河三角洲交易中心)
作为滨州市依托 “原材料 — 技术研发 — 生产制造 — 检验检测” 全产业链优势打造的行业盛会,本届展会以25000 平方米展示面积、350余家参展企业、30000 人以上专业观众的规模化布局,聚焦 “展示、投资、交流、服务、跨界融合” 五大核心功能,立志成为全球铝业资源汇聚的 “风向标”。
展会以滨州市完整的铝产业生态为基底,设置原材料展区(铝土矿、氧化铝等)、技术装备展区(电解铝工艺、智能化生产线)、精深加工展区(航空航天铝材、新能源汽车部件)、检验检测展区(国家级质检中心技术成果)多个主题板块,覆盖从原材到终端的全链条创新成果,将为行业同仁们展示产业前沿最新成果,届时为全产业呈现 “滨州制造” 与全球技术的碰撞融合产业交流平台。
