
精益生产线设计的步骤
随着时代和社会的发展,精益思想迅速传播,越来越多的企业和个人对精益产线的兴趣浓厚,都想要做精益产线。但企业的现状不容乐观,即使导入了一条精益产线,很多企业和人员对它的使用、运用并不好。现场还是摆摊式生产、突击式生产模式。物料很多,看不到明显的代加工物料、已加工物料、不良品、每小时产出等,也不知道目前是正常状态还是很问题,现场很像一个大型的菜市场。
作为一名深耕20年制作业系统的老兵,我对此深有体会。精益产线的设计与使用必须按照一定的步骤和方式来推进。
根据本人20年的从业经历,我认为精益产线的设计需按照以下步骤推进:
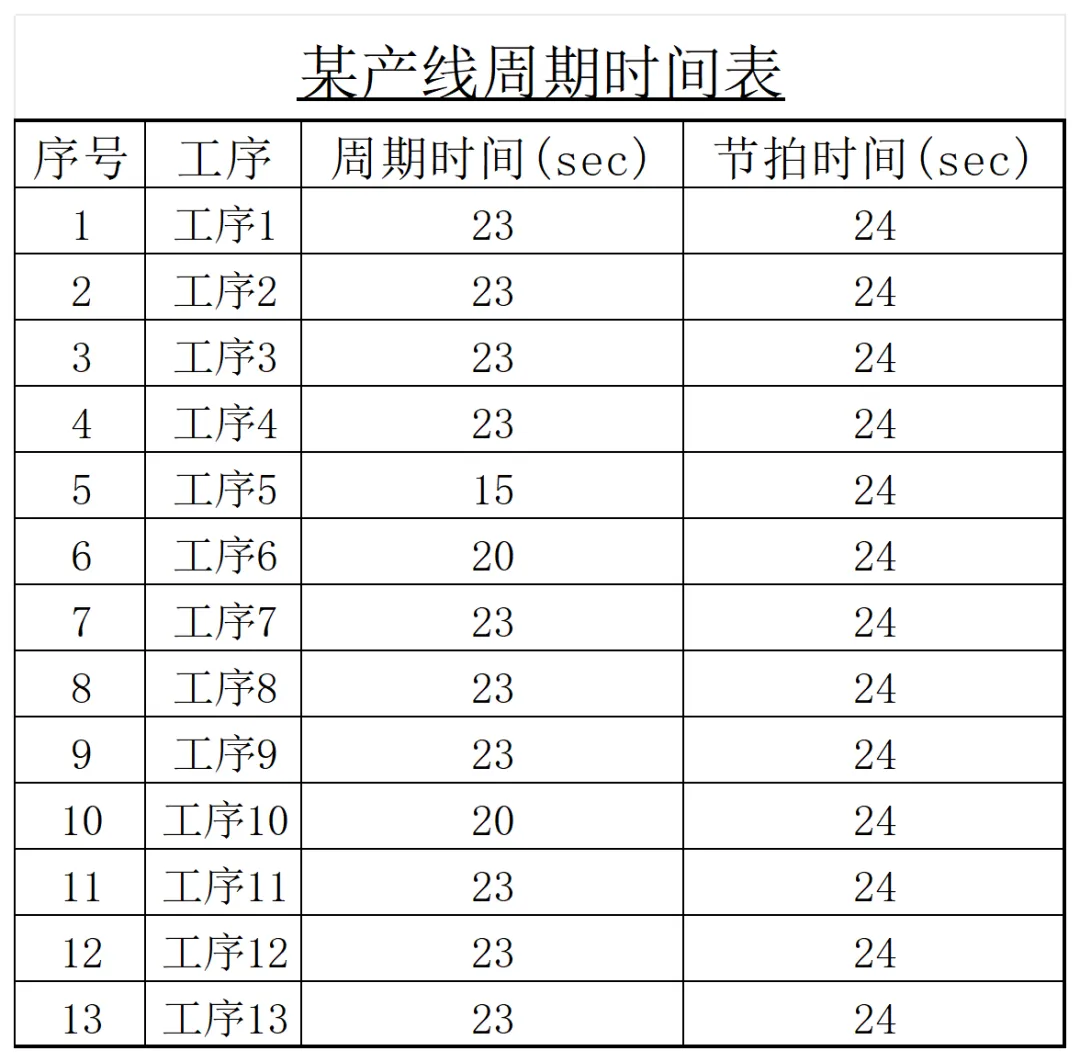
首先我们必须了解我们的产品和工艺,各个工序的周期时间,节拍时间,这里注意区分周期时间和节拍时间,周期时间是该工序生产相邻两件产品的时间间隔。
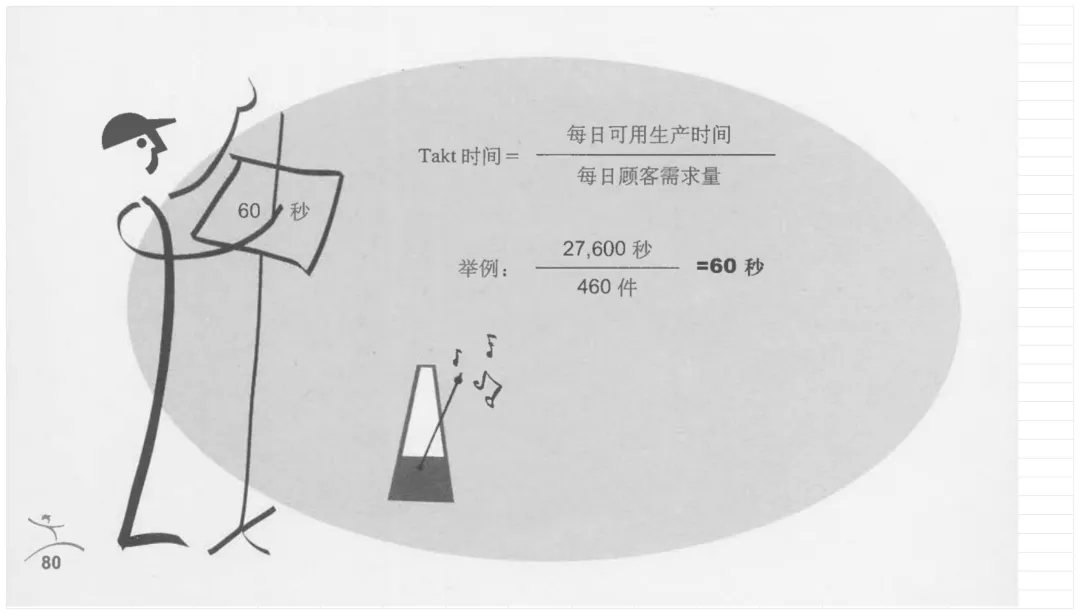
而节拍时间是客户需要产品的时间间隔,节拍时间等于可用生产时间除以顾客需求量(客户订单数量),本质上周期时间由该工艺等决定,而节拍时间由客户决定。
所以需要结合客户节拍时间来平衡各工序时间,以满足交付和均衡化内部的各工序。
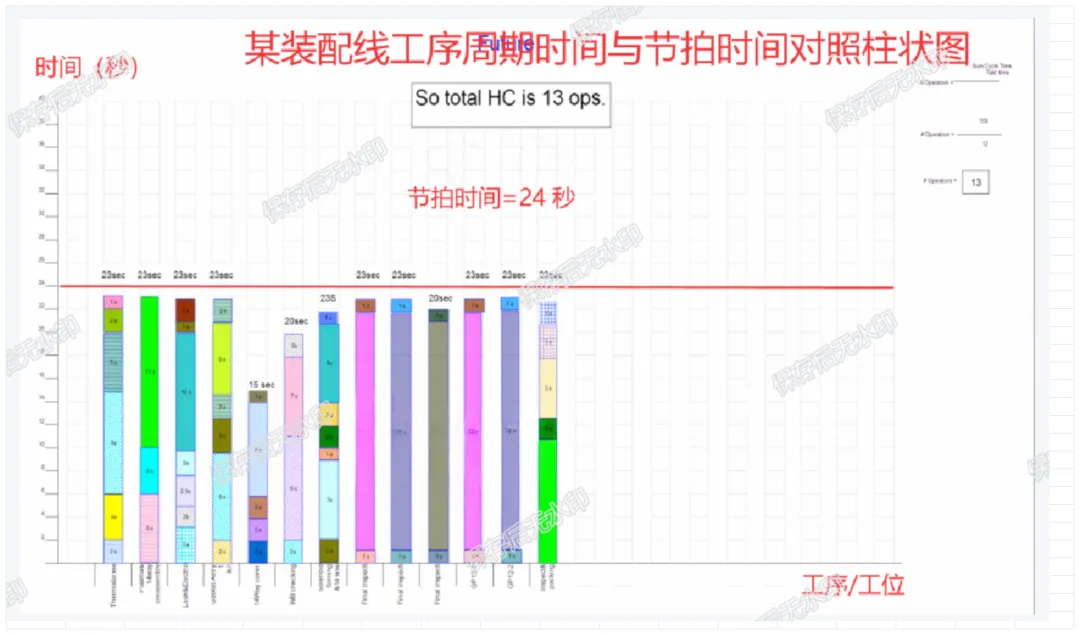
完成这一步的工作后,将会得出需要多少设备、多少人员以及多少工作台等信息。
2,收集各工序需要用到的设备、工具、物料等信息,并按此设计工作台。信息收集类似下表:
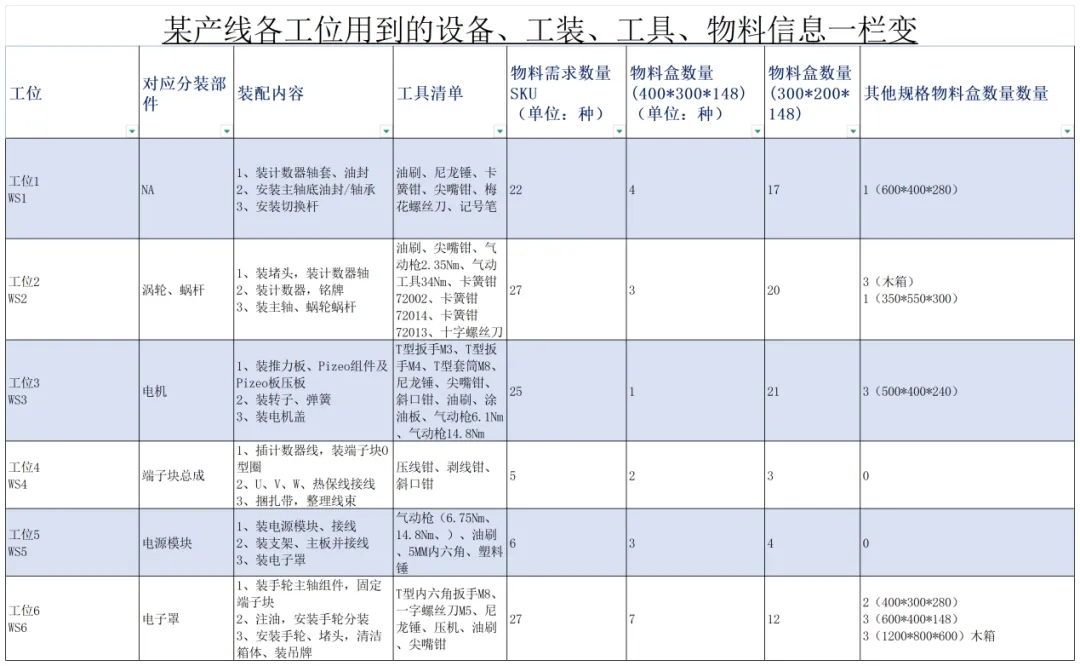
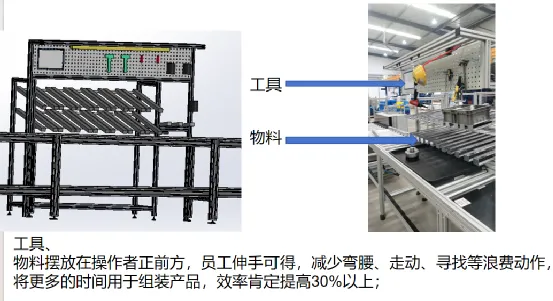
以上信息收集好后就可以据此设计工作台了,工作台的设计需要统筹考虑设备、人员、物料、信息等,以人为本,方便员工拿取物料、工具,让员工在一个最舒服和高效的工作条件下完成工作。
以下是设计工作台时候,需要考虑的:
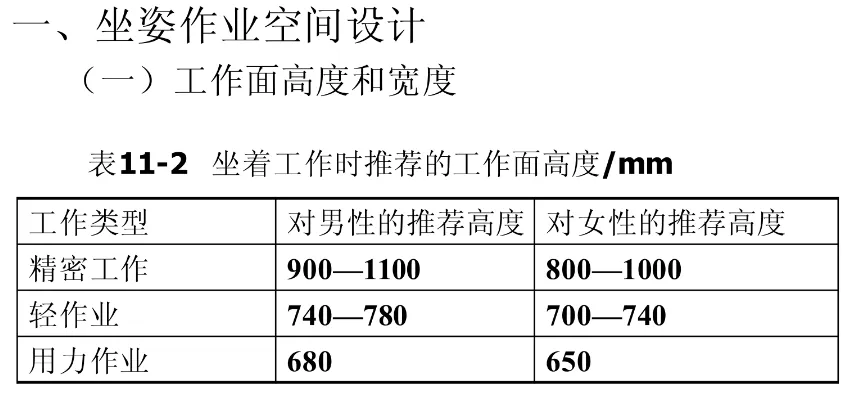
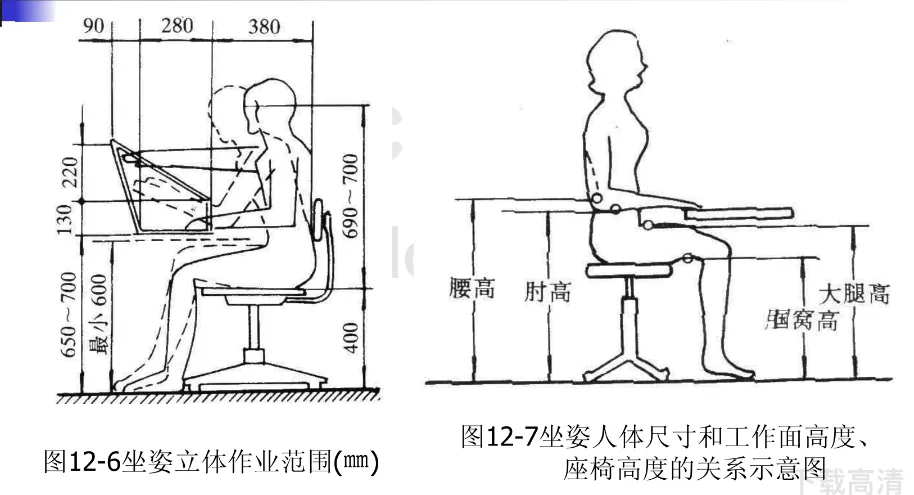
坐立作业还是站立作业以及合适的作业范围
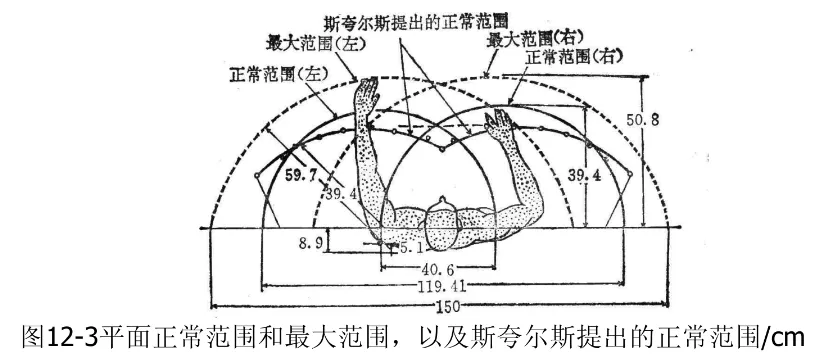
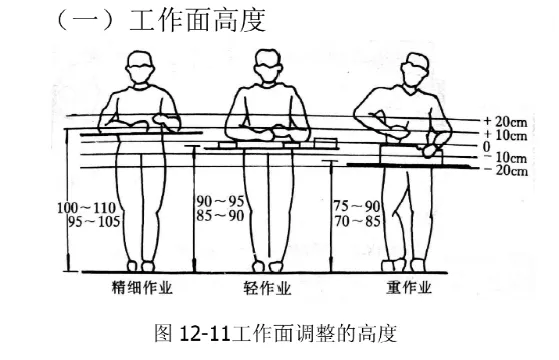
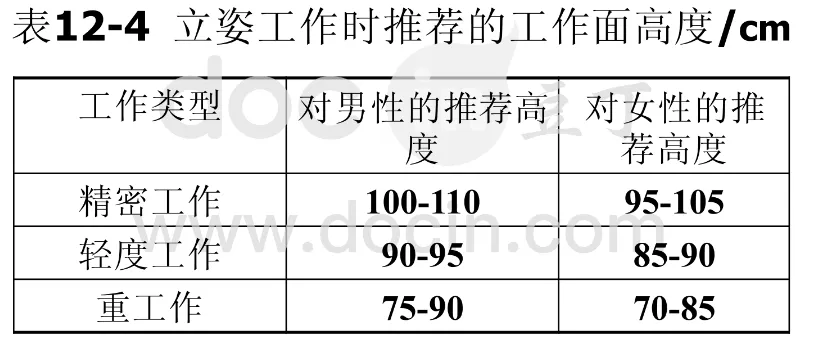
立姿作业空间测试
工作台设计实例:

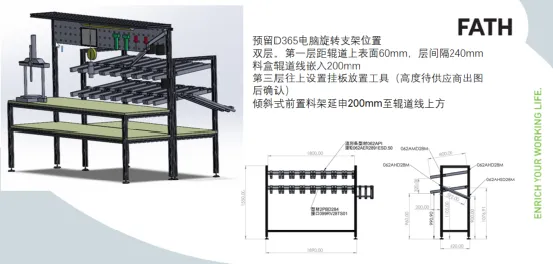

工作台的设计兼顾设备、工具、灯具、指导书等
3,确定在制品(物料)的输送方式
精益生产的第二个原则是尽可能的创建连续流,意思就是尽可能的将产品生产制造的过程按照发生的先后顺序摆放在一起,让产品不需要停顿、搬运等动作往下流转。即使不能100%做到这一点,也要尽可能的往这这个方向靠近。
所以根据产品及客户要求的不同,可以采用不同的输送方式,例如:皮带线适合于比较轻的、需要快速传递的产品,如物流分拣行业,辊筒线适合于比较重的,可快速也可以慢速传递的产线等,如电机、阀门、制动器等,手工线适合人工操作、产品较轻的产品如电子产品。

手工传递的U型线

手工传递的直线

无动力辊筒传递的直线

无动力辊筒传递的U型线

利用滚珠传递的直线
 手工与滚筒配合传递的直线
手工与滚筒配合传递的直线

利用皮带线传递物料的产线

利用倍数链传递的产线照片
