

前言:本文介绍了米纳科技为吹塑制造商格瑞夫定制200L后道自动化解决方案的过程与方法。
- 自动化 -
核心亮点
定制自动化解决方案需进行详细的工艺分析,以便针对工艺中的特殊操作定制机器人系统。
可互换模具与灵活的机器人快换器可显著缩短换模时间并降低系统复杂度。
预切割与冷却工位提高了修边一致性,该方案尤其适用于复杂的颈部飞边。
协同设计与全面测试是开发可靠、操作便捷自动化系统的关键。
定制自动化系统可显著缩短循环时间、提高产量并改善产品质量。
近年来,吹塑制造商为应对劳动力短缺、运营成本上升以及持续提升效率等长期挑战,正加速推进自动化转型。尽管行业普遍认同自动化必要性,但实际落地过程往往复杂多变。每家吹塑企业的生产流程都存在差异——结构设计、设备布局、产品组合及产量要求各不相同,这也导致通用自动化解决方案难以直接落地。
本文通过分析200L桶生产线中机器人单元的近期应用案例,重点阐述定制自动化系统设计与落地的核心考量。该案例研究表明,完善的解决方案不仅能显著提升效率、产品质量、生产连贯性及工人安全性,更能满足现代吹塑生产所需的灵活性。
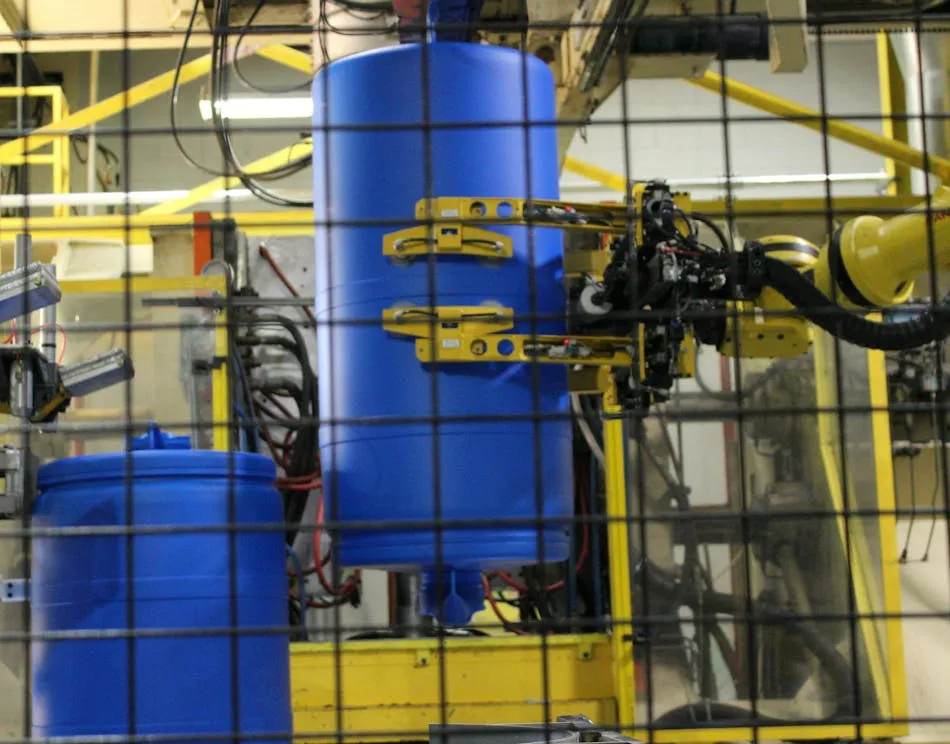
在格瑞夫工厂内,已经与200L桶吹塑机完成连线的米纳科技机器人单元。
格瑞夫作为全球工业包装的领军企业,在全球拥有200多家工厂,始终将创新置于首位以保持市场竞争力。作为其持续追求卓越运营的方式之一,公司始终探索现有吹塑生产线自动化改造的可能性。
案例产线专注于生产210L-250L(55至65加仑)闭口式和开口式塑料桶,这类产品组合需要产线具备生产灵活性和精确的模后处理。自动化改造的主要目标是实现吹塑机连线,自动取出成型桶体,去除颈部和底部飞边,并将桶转移至后道进行检测操作。
对于开口桶,需去除圆顶结构,且桶顶无需进行二次飞边处理。整个自动化解决方案还需支持产品规格之间的快速切换,并缩短整体周期时间,以最大化提高产能。
米纳科技与格瑞夫工程团队紧密协作,在项目启动阶段通过全面的信息收集,确保自动化系统与产线需求精准匹配。初期工作重点在于采集详细工艺数据、了解生产限制条件,核心考量包括:目标循环时间、吹塑机前方可用空间,以及取出装置的机械接口(包括现有取出结构的存废情况)。
明确模具更换流程至关重要,特别是了解更换操作是从机器正面还是背面进行,以及吹塑机底座是否装有底轮。团队还梳理出系统适配的完整桶体尺寸与形状清单,以评估在换模时能否启用通用或可互换模具。
此外,布局设计必须考虑操作员通行及实际生产流程,例如如何在每周生产开始时安全可靠地重启系统。
吹塑系统中自动化改造的考量要点
在确定最有效的桶体取出与去飞边自动化方案时,有几项关键因素必须评估,这些因素将引导方案实现最优效果。第一项是检查吹塑机现有的取出方式,以及桶体在取出过程中是否易发生滑落或下垂形变。

格瑞夫200L桶自动化解决方案团队:左起分别为——米纳科技工程总监大卫·姆拉维扬、格瑞夫工厂经理兼北美塑料可靠性工程师罗伯·霍洛贝克、格瑞夫工厂主管麦克·康奈尔。
某些情况下,需考虑在模具顶部和吹塑机模头之间加装冷却装置(或直接集成于取出机构中),以实现桶体在取出之前达到稳定状态。此外,还要分析取出装置的运动轨迹,包括加减速率及整体移动速度,最大限度减少取出过程中的桶体晃动或错位。
第二项是原材料。这对自动化设计至关重要,尤其是再生料的使用比例,因为它会影响桶体的刚度和飞边特性。此外,桶体的结构强度和壁厚必须足以承受机器人搬运和去飞边时的冲击力。若桶本身过软或过薄,则需考虑其他去飞边方法,以确保在不损坏桶体的情况下实现加工一致性。
第三项,飞边线的分布位置与形状同样重要。例如飞边呈直线、凹陷或弯曲形态,将直接影响去飞边策略和模具选型。桶体几何形状(圆形、方形或矩形)将影响模腔定位、夹具设计及去飞边的便利性。其他设计特征(如修边带或模制凹槽)同样需纳入考量,它们会显著影响自动去飞边工艺的可行性、重复性和最终效果。
任何自动化解决方案的设计都必须兼顾系统韧性、稳定性和使用寿命。该系统需预留典型工艺磨损件的更换空间,并能够应对桶体几何形状、壁厚、温度和飞边厚度的自然变化。
理想状态下,模具应通过定期维护保持完美状态,但实际情况往往存在偏差。因此自动化设备必须具备容差设计,以适应模具处于缺陷状态,并确保在桶体质量或飞边形成存在轻微偏差时仍能稳定运行。
自动化系统设计与实施重点
经评估,工业六轴机器人被认定为最适配的解决方案。该机器人可实现吹塑机对接、去飞边工位的装卸作业,以及加工后桶体的转运任务。六轴机器人能够灵活处理目标产品组合中各类规格的桶体,并通过预设程序精准控制取放位置。这种方法最大限度地减少了产品切换时的设置与调试工作。
案例生产线上的产品组合均采用圆柱几何结构,主要差异在于直径和高度。基于此相似性,将机器人快换器(EOAT)设计为可安装针对不同桶体尺寸的可互换插件,显著缩短了切换时间并降低系统复杂度。
后续设计重点是去飞边工位。鉴于桶体是具有足够结构强度的厚壁容器,因此采用冲击去飞边方法。底部飞边线相对平坦笔直,因此操作较为简单。然而,桶颈部的飞边处理较为复杂。闭口桶颈部有两个开口,且略低于桶体的外沿,导致去飞边工具难以精准定位。更糟糕的是,随着模具夹边的磨损,产生的飞边会越来越厚,更难去除,这就需要去飞边设备具备更强的力量与精度。
为了寻找能够辅助去除桶颈飞边的其他技术,我们进行了现场测试。通过观察多条生产线上不同操作员的手动去飞边技术,我们发现,在尝试完全去除飞边之前预先切割部分飞边,可以显著提高效率。这种方法既能降低操作阻力,又能提高去飞边的一致性。
为确定有效集成至机器人单元的切割工具,我们评估并试用了多种切割设备。在飞边线不同位置对预切割策略进行测试,评估了标准刀具、陶瓷刀片、加热刀及超声波切割器等多种工具。为确保结果可靠一致,所有测试均在桶体从吹塑机取出后,于不同温度条件下进行的。
将切割工具直接安装到机器人快换器上测试,最终结果可直接在机器人单元上复现应用。机器人的灵活性和运动范围可支持其以受控接近角度执行多种预设路径切割。为确保桶体达到预切割的最佳温度范围,测试还设计并设置了冷却工位。这些工位还将作为暂存平台,使桶体在进入最终顶部去飞边工序前完成冷与预切割。
自动化改造对200L桶生产的影响
在吹塑生产中实施定制自动化解决方案时,制造商(或终端用户)与自动化设计团队之间建立牢固的协作关系至关重要。成功的关键在于全面收集工艺数据、深入理解生产环境,并对概念方案进行针对性测试,以精确模拟系统运行并降低解决方案风险。
同样重要的是,需仔细考量操作员在日常生产中与系统的交互方式。关注这些因素对实现可靠、高效且操作员友好的自动化解决方案至关重要。
通过综合考量桶体几何形状、材料特性、工艺可变性及人机交互因素,该项目交付的系统兼具灵活性与稳定性,能够以最短换模时间处理多种桶体规格。机器人运行速度与辅助工位的协同运作显著缩短了周期时间,从而提升产量并改善整体质量与生产效率。
免责声明
● 本文部分图文资讯转载自网络等,著作权属原创者所有。转载此文出于传播更多资讯之目的,无商业用途,并不构成投资及应用建议,文中内容为原创者观点,如涉著作权事宜请随时联系我们!

