前言
同样一条制砂线,别人时产200吨、电耗低、成品砂不愁卖;你的时产不到150吨、电费高、品质还不稳定。差别往往不在石头,而在前期规划——安全、环保、自动化、节能,每一个细节都决定着产线的真实水平。
一
一条高品质产线的四大基石
一条高质量的制砂生产线,不能只看“能出多少砂”,还要看它能不能长久、稳定、低成本地运转。
安全是底线:场地规划需预留充足的检修通道和设备操作空间;每台主要设备上方应设起吊装置,方便日常维护;皮带廊及各楼层需配备人员通行走道及梯子,确保巡检和维修作业安全有序。
环保是红线:生产过程中所有扬尘点需配套高效除尘设施;洗砂废水采用闭路循环系统,配合污水处理实现零排放;厂区道路及地面硬化处理,从源头控制扬尘和污水。
自动化是效率:采用PLC编程控制系统实现全自动运行,除特殊情况外无需人工干预;系统具备故障自诊断功能,能实时报警提示,辅助操作人员快速解决问题。
节能是成本:优先选用低能耗设备;对风量、流量等需频繁调节的参数,采用变频调速控制;变电所尽量靠近用电负荷中心,减少线路损耗。
二
软岩制砂怎么配?——石灰石为例
关键词:原料检测、两级破碎、整形可选
石灰石是常见的软岩原料,也是很多砂石生产线的首选物料。它的优势在于硬度适中、易破碎、设备磨损小,配置得当可以较低成本产出高品质砂石。

配置前需明确两个前提:
一是原料的基本参数(尺寸、硬度、湿度等),二是自身的产能目标和成品规格要求。这两项数据直接决定破碎机和制砂机的选型——比如硬岩错选了锤式破碎机,锤头磨损会快得惊人;而软岩选了圆锥破,投资和保养成本都会白白增加。
石灰石生产线典型配置(给料→破碎→筛分→输送):
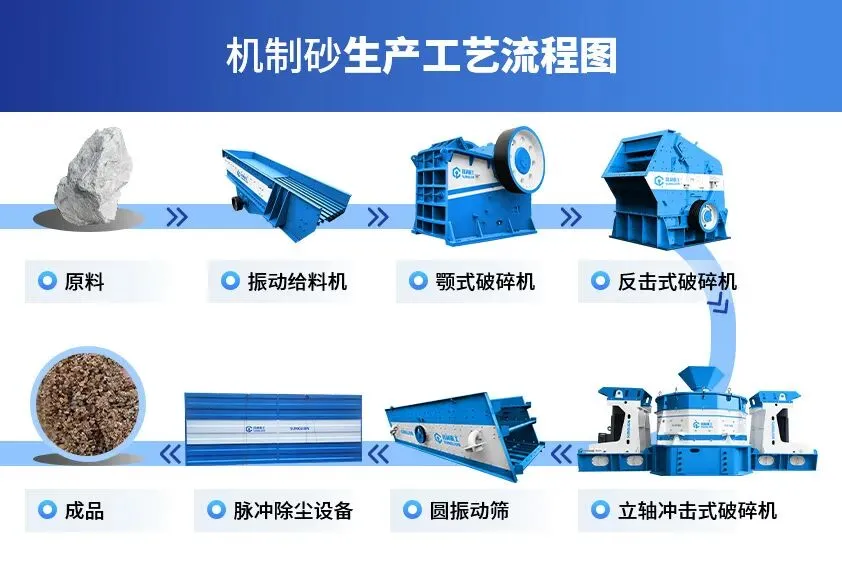
原料通过料仓进入振动给料机,均匀喂入一破设备(粗碎)进行初破;破碎后的物料经皮带输送机送入二破设备(细碎)进一步破碎;随后进入圆振动筛进行筛分,大于需求尺寸的物料返回二破重新破碎,形成闭路循环;筛分后的物料即为成品。
如对粒形有更高要求(如供应高标号混凝土),可在筛分后增加一台立轴冲击式制砂机进行整形,成品粒形更加圆润,级配也更连续。该工艺是目前商品砂石骨料加工系统的典型方案,流程简单、设备配置少、运行成本可控。
三
硬岩制砂怎么配?——以河卵石为例

硬岩与软岩配置的核心区别:
软岩可以用反击破进行中碎,但硬岩中碎必须采用圆锥破碎机(层压破碎原理)。若硬岩错选反击破,板锤寿命可能以“天”为单位计算,易损件成本将成倍增加。
鹅卵石生产线典型配置(给料→粗碎→中碎→制砂→筛分→洗砂):
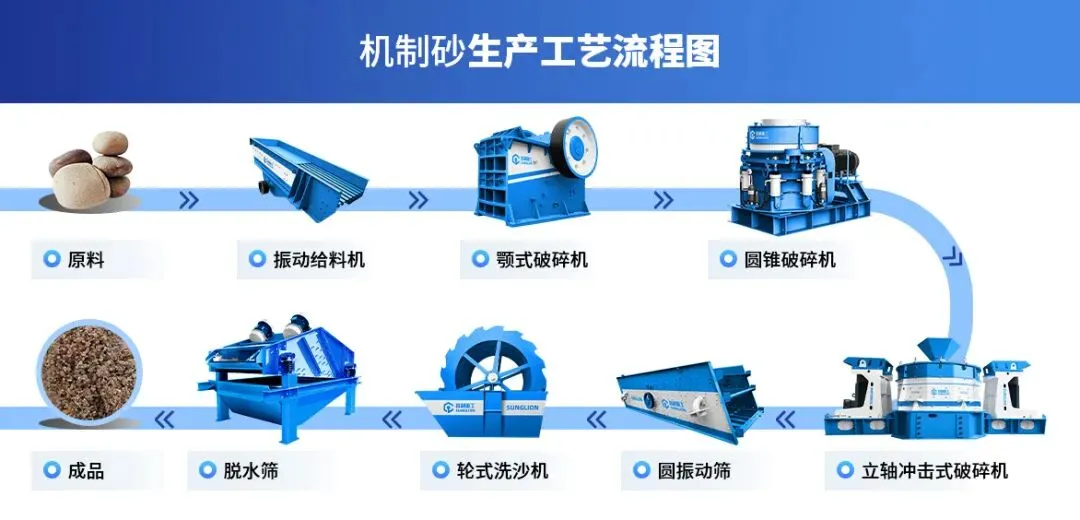
原料经振动给料机(带篦条,预筛除土)进入鄂式破碎机进行粗碎,随后进入圆锥破碎机进行中碎(层压破碎,针片状含量可控制在8%以内);中碎物料经圆振动筛分级后,合格物料进入立轴冲击式制砂机进行制砂和整形(建议采用石打石模式,降低抛料头磨损);出料经另一组圆振动筛再次分级,确保级配连续;最后进入轮式洗砂机+脱水筛进行清洗和脱水,有效控制含泥量和含水率。
值得注意的是,鹅卵石线通常需要三段筛分(粗碎后一次,中碎后一次、制砂后一次),以应对硬岩破碎后粒度分布更宽的特点。同时,磁选机和除铁器的配置也必不可少——硬岩中常混有金属杂质,不及时去除会严重损伤圆锥破和制砂机的核心部件。此外,鹅卵石含硅量高、磨蚀性强,制砂机建议采用“石打石”模式,并选用陶瓷材质抛料头以延长使用寿命。
结语:
从软岩到硬岩,从两级破碎到三级破碎,选对工艺、配好设备,才能用最低的吨砂成本产出最高溢价的精品砂。昌利集团提供从原料检测到整线交付的全流程服务,支持带料试机——拿您的石头,现场跑数据,再决定投资!