
摘要:面向航天总装生产领域, 将质量提升作为首要目标, 围绕数字化生产线建设进行了初步探索。研究构建了数字化生产线的总体框架, 并针对物流、 自动化装备、 信息化、 自动化检测等系统展开研究与实践; 同时创新推出通用式现场精益管理模式。 该探索与实践可突破传统制造业思维局限, 形成以航天总装生产线建设为示范的质量提升效应, 增强数字化产线质量控制能力, 给予总装及相关制造领域提供可借鉴的实践案例, 验证标准化、 模块化的建设理念, 从而为推广和打造高标准、 高效率、 高质量的数字化总装示范线提供有力支撑。
关键词:航天总装; 数字化生产线; 质量提升
作者:张泽贤;王程霖;黄大顺;王攀;张正岩
作者单位:北京新风航天装备有限公司
引言
随着航天制造领域数字化、 信息化水平的不断提升, 新式生产线模式下的质量与可靠性已成为关注焦点。 装配生产领域正以实现产品高质量、 高效率、 高可靠性和低成本为定位, 坚持质量制胜战略, 持续推进质量管控能力提升和生产现场的精益改善。 本文依托航天总装数字化生产线建设, 对总装制造的生产质量进行研究, 对总装生产线进行总体规划和建设, 对物流、 自动化装备、 信息化、 自动化检测等系统进行研发设计, 同时构建适用于总装生产线的质量管理模式, 最终实现航天总装制造质量的提升。
1 总装生产线现状及特点分析
1.1 总装生产线现状
识别总装生产线中存在的问题, 是实现高质量装备制造的基础。 当前, 航天产品生产制造整体能力已基本建立并达到一定规模, 但生产线中仍存在一系列问题。
(1)生产能力不足。 现有生产模式仍以保障产品研制和小批量生产为主, 不具备规模化生产能力。
(2)生产分工小核心、 大协作不够。 部分企业仍追求“大而全、 小而全”, 不愿依托专业配套单位完成生产任务, 自我封闭现象依然存在。
(3)生产条件通用性差、 生产效率较低。 现有生产模式下的航天总装生产线根据产品个性化要求直接构建, 生产线间差异巨大, 大部分产品的生产线属于“独子线”, 工艺设备和生产线的通用化水平极低, 导致生产效率相对较低。
(4)生产管控的信息化程度不高。 生产线制造执行系统的覆盖率低, 生产过程管控分散; 关键工序缺乏自动化、 数字化技术支撑, 人工操作占比仍然很大; 物料工艺状态、 质量数据的自动采集率低, 故障诊断与健康管理水平较低。
(5)自动化程度不高。 航天产品具有装配空间狭小、 装配精度要求高的特点, 装配部件表面质量要求高、 装夹难度大, 而且自动化装备通用性差,自动化装配装置开发难度大, 致使装配测试过程的自动化程度不高。
1.2 总装生产线特点分析
总装生产线不仅有总体装配环节, 还涉及多个相关配套环节, 制约其产能和质量的因素, 部分来自装配总体, 更多来自结构件、 配套设备单位。 现有的航天总装生产线具有如下特点。
(1)生产模式以实体生产线和信息系统融合为基础, 以此开展生产管理工作, 这是融合特征。
(2)其生产模式可实现专业优势互补、 资源互用、 计划互动、 流程互联, 能够让装备总装单位和核心配套单位发挥所长、 互利共赢, 这是互利特征。
2 总装生产线总体规划与建设
2.1 理念构思
总装生产线是生产能力形成的核心载体, 建设航天总装生产线进而提高其产能和产品质量, 既要综合各要素优势、 节约生产成本、 提高单位效益,又要从主责主业的总装生产出发, 融入集约化思维构建生产线, 并创新生产线建设和管理模式。
基于大量生产和订货需求, 将同一装备总装的生产工作与核心配套的生产工作一起进行统筹建设、 组织生产, 依托总装单位和核心配套单位各自的资源和专业优势开展互利合作, 共同提升产品生产质量, 满足并超越顾客期望。
2.2 模式架构
装备总装与核心配套集约化生产模式架构 (见图1), 以大规模订货需求为输入, 主要由基础支撑、 物理融合和管理提升组成。 装备总装与核心配套集约化生产模式在装备产业分工的基础上寻求局部合作的平衡, 是对现有装备生产体系的补充和完善。 该模式以实体生产线融合为框架基础, 可实现专业优势互补、 资源互用、 计划互动、 流程互联,推动装备总装与核心配套深度融合。
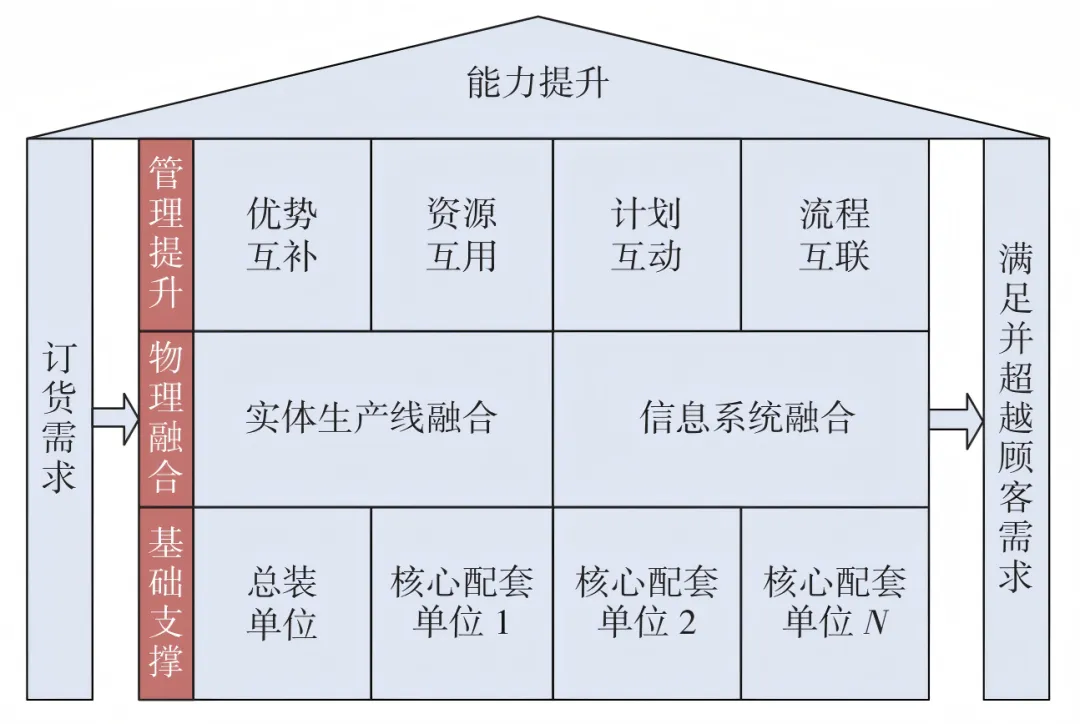
图1 装备总装与核心配套集约化生产模式架构
2.3 三层共建
集约化生产线整体架构(见图2)分为 3 层,自下而上依次为设备层、 执行层和管控层, 各层均统筹部署着一系列信息系统和设备, 且设备之间具有通信路径。
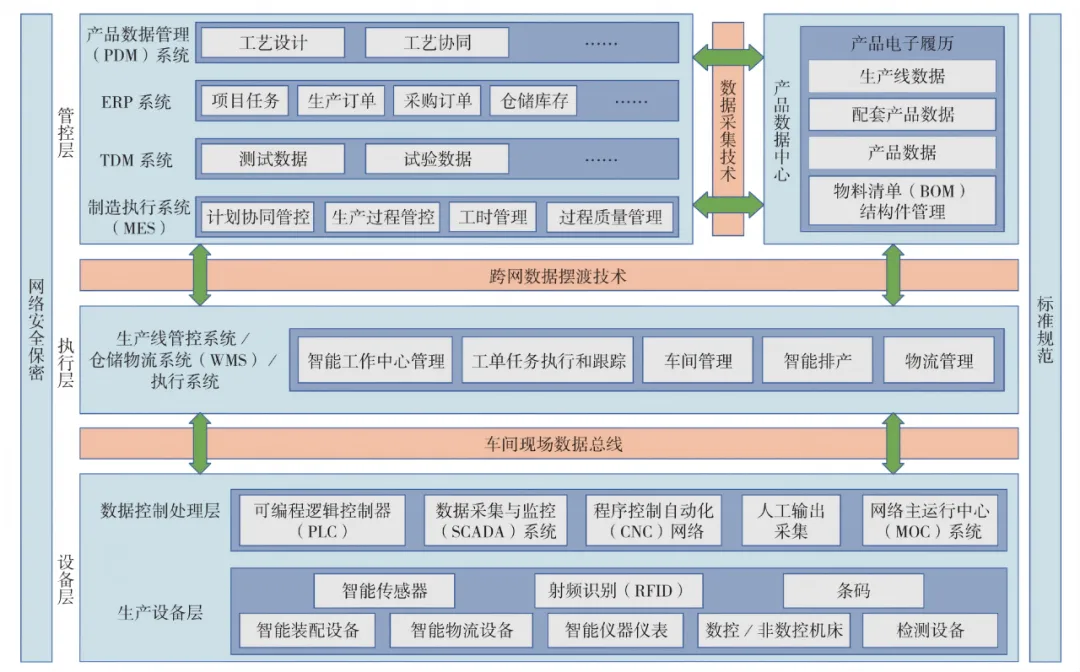
图2 集约化生产线整体架构
生产线的设备层采集到的数据通过数据总线进入生产线管控系统, 由其将生产数据进行初步加工处理, 形成产品配套表、 任务执行数据、 物流数据、生产线管理数据等, 这些数据通过跨网数据摆渡技术进入管控层。 其中, 任务执行数据、物流数据、产线管理数据等进入执行管控系统, 试验数据进入数据诊断管理 (TDM) 系统,产品配套表进入产品数据中心。 此外, 通过数据采集技术, 将来源于企业资源计划 (ERP) 系统的产品基本数据、 来源于 TDM 系统的试验数据、 来源于生产线系统的产品配套数据汇集到产品电子履历中, 形成数据包和产品证明书, 用于支持无纸化交付应用。 由此,通过3层架构完成了技术融合和生产线整体管控[1]。
3 总装生产线各系统设计
3.1 物流系统
3.1.1 物流系统组成
总装生产线建设的物流系统由以下模块组成。
(1)单发齐套工位: 实现物料扫码入物料升降库、 物料自动调出、 各工位物料的单发齐套等功能。
(2)立体存储库: 实现空托盘、 半成品托盘、成品托盘的数字化存储功能。
(3)自动导引运输车 (AGV): 实现从立体存储库到装配工位, 以及各装配工位间物料托盘的自动化传输功能。
(4)工位物料站点 (托盘支架): 实现各工位装配物料的存放, 以及物料托盘信息的采集及更新功能。
(5)物料升降库: 实现物料扫码入库、 物料的自动调出等功能。
数字化车间按照单发齐套, 实行“一证一码”管理, 即: 借助条码技术实现物料追溯; 借助自动化仓储物流系统和 AGV 实现自动配送; 打通自动化仓储物流系统和生产线执行管控系统的数据链路, 集成物料信息, 实现精准配送。
3.1.2 单发齐套质量管理模式及防差错设计
在物料库与立体存储库之间设置单发齐套工位, 用于开展以下工作。
(1)完成各工位物料 (种类、 数量) 的确定、码放。
(2)完成物料信息的录入, 该信息将贯穿产品的整个生产过程。
单发齐套工位是绑定物料身份的唯一位置, 鉴于各工位物料的种类及数量均有差异, 为防止物料错放, 特采取以下防差错措施。
(1)立体库的物料输出由各工位配套表进行牵引。
(2)配盘时只能进行同一工位的物料配放。
(3)单发齐套工位各托盘位置均配备独立扫码枪、 RFID 读写终端, 独立配备控制面板, 并设置警示提醒。
(4)各工位物料托盘根据物料外形进行定制化设计。
(5)在工位上安装照相机, 利用图像识别技术
进行物料尺寸、 形状的判别, 并将判别结果与配套表中的物料进行对比; 结果一致时, 指示灯显示绿色, 托盘进入立体存储库, 结果不一致时, 系统报警, 由检验员进行检验[2]。
3.1.3 自动化物料配送
物料配送模式为: 自动化物料仓储库与立体存储库之间的物料传递通过人工配盘 + 自动化传输装置的形式实现; 立体存储库到装配数字化车间的物料传递通过 AGV+ 工位托盘的形式实现; 每个装配工位规划多个站台, 分为主流物料站台、 缓存物料站台及辅助物料站台; 物流信息传递采用RFID 技术; 物料采用 AGV 进行运输, 自动化物料配送及管控流程见图 3。
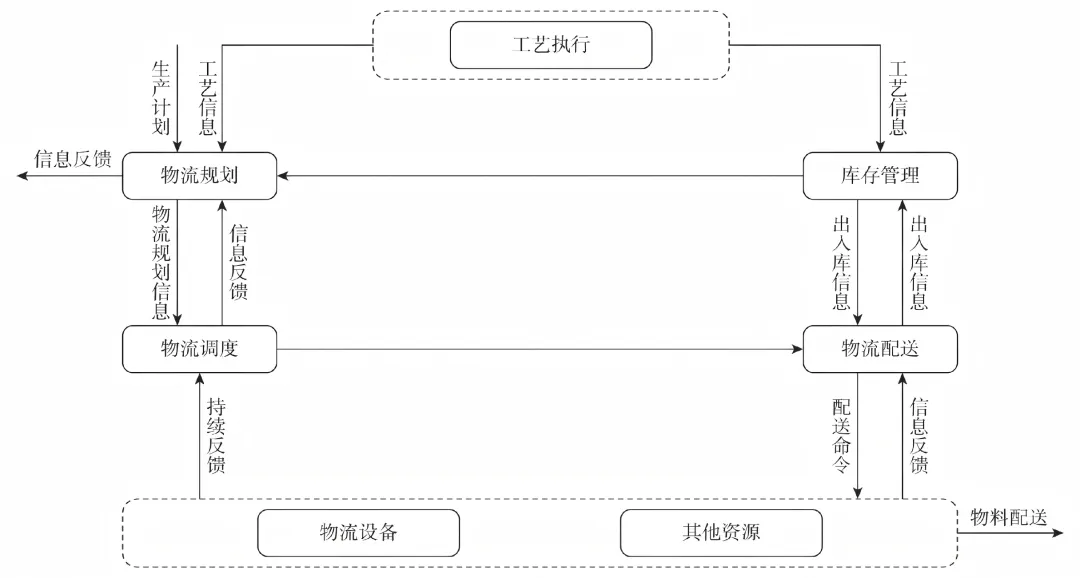
图3 自动化物料配送及管控流程
3.2 自动化装备系统
从产品特点出发, 面向总装生产的需求, 按照数字化集约生产线建设思路, 综合物理、 流程、 资源、 信息层各要素, 依据工艺特点设计出以单元为单位的自动化装备, 实现产品的人机协同装配和自动化装配。
自动化旋拧系统采用视觉技术, 识别孔位所在位置, 由机器人进行螺钉抓取、 拧紧, 并自动设定力矩数值, 实时采集、 记录检测数据。 力矩采集系统支持人机共用, 可实现力矩免记录和实时判别。自动化轴承压装系统可完成套管、 压环、 轴承等过盈类零件的自动压装。 人机协同套接可避免壳体与设备之间的干涉, 实现人机协同套接装配。
3.3 信息化系统
3.3.1 执行管控系统
航天总装生产线信息化建设的核心是生产执行管控系统的建设和应用。 该系统可在车间级开展计划的分解、 调度的调配、 资源的管理、 执行过程的管控和数据采集, 可实时采集人、 机、 料、 法、环、 测等方面的实测数据, 其主要建设内容和功能实现如下。
(1)设备信息管理。 数字化的车间设备主要包括物料升降库、 立体存储库、 AGV、 物料站点、 压装系统等, 可自动采集物料升降库物料库存、 立体存储库托盘库存、 工位站点托盘在位情况等设备关键数据, 实现 AGV 及物料托盘的实时位置监控、AGV 故障报警、 缺料信息反馈等功能。
(2)物流信息管理。 执行管控系统支持多AGV 情况下的作业调度; 自动生成物料配套信息,完成单发齐套编码和配套记录上传; 实现物料缺料情况的统计和预警。
(3)人员信息管理。 执行管控系统采集各工位人员的开工、 完工时间, 记录工序完成时间和效率, 分析人员作业能力和作业情况, 并给出适宜的岗位调整建议。
(4)工艺方法管理。 在执行管控系统中建立了装配环境、 工装三维模型, 形成计算机辅助工艺设计模型库; 基于产品模型、 装配环境、 工装三维模型, 使用 APDtools 软件进行装配仿真验证, 形成装配仿真知识库。 该知识库可在现场装配工位进行展示, 通过三维工艺形式指导现场操作。
(5)排产调度管理。 数字化车间配备动态排产与调度软件, 从 ERP 系统接收生产计划, 从 PDM接收工艺文件, 结合生产计划与工艺情况, 并考虑质量、 设备等扰动因素, 基于车间设备、 人员、 物料齐套情况实现动态排产。
(6)质量信息管理。 当前工位可显示工序任务列表, 包括可齐套/装配数量、 已完成数量等与检索任务相关的工艺、 质检信息; 实现工位任务按单发开工、 报工、 自动呼叫专检; 实现批次信息追溯与单发追溯。 可对检测信息进行自主记录, 对力矩等产品关键要素信息进行自动判定, 实现全面无纸化管理[3]。
3.3.2 数字孪生系统
根据数字化车间布局仿真优化后的数字化车间工艺路线, 进行数字化车间三维建模、 工艺布局,构建数字化车间现场模型库。 利用数字化模型、 状态和数据采集检测技术, 建立虚实一体、 相互联动的三维空间模型展示、 生产实况综合展示。
三维空间模型展示可反映出物流系统的运行情况, 包括 AGV 运行轨迹、 托盘站点实时位置、 工位开工状态等实时模型。 生产实况综合展示涵盖任务生产、 批次任务执行统计、 日产情况统计、 物料库存、 AGV 调度、 工位作业等信息。
3.4 自动化检测
针对型号产品电子履历建设需求, 从产品总装角度出发, 在“一发产品, 一套数据” 建设与应用的基础上, 构建产品电子履历数据管理系统。 该系统能够按照 BOM 结构实现对产品生产、 装配、 检验、 测试、 交装数据的采集与管理, 能够实现单发产品电子履历的自动生成及导出, 能够实现电子履历信息向上级生产调度中心的推送, 满足型号管控、 信息追溯及分析需求。
3.4.1 检测质量信息集成
根据网络建设要求, 构建现场工控网, 车间内的核心设备 (例如物料升降库、 立体存储库、 齐套线、 AGV、 数字化工位、 物料站点、 自动化装配设备等硬件) 连入现场工控网, 生产线执行管控系统、 自动化仓储系统等软件也连入现场工控网。PDM、 ERP 等系统布局在内网中, 用于工艺管理和厂级的业财一体化管理。 现场工控网与内网通过光盘摆渡的形式进行数据交换。
信息集成方案为: 通过 PDM 系统将电子工艺文件、 结构化质量控制卡、 物料配套信息以人工摆渡方式传至车间局域网的生产执行管控系统; 内网的任务管控软件将订单、 物料信息通过人工摆渡传至车间局域网的生产执行管控系统。
各工位的报工情况、 质量信息、 配套信息通过工位终端传至生产执行管控系统, 生产执行管控系统通过人工摆渡传至内网; 工序报工信息由内网传递至任务管控软件, 形成闭环。 各产品的物料信息随二维码进入生产执行管控系统, 装配完成后生成的简要信息二维码随产品流转至后续业务车间,配合电子履历系统数据包可实现配套信息的查询及传递[4]。
3.4.2 自动检测设备研发
针对燃气舵舵机零位检测需求, 研发自动化检测设备, 以实现单套产品 4 处零位检测和数据实时上传; 针对空气舵舵机零位检测需求, 研发舵机零位检测设备, 以实现零位检测和数据实时上传。
基于自动化原理, 自研托盘机器视觉检测系统,在配置完工位定置托盘后进行视觉检测, 可避免配托盘时出现个别遗漏, 同时解放人力。
基于防差错原理开发工具托盘在线监测系统,并借助该系统进行工具分类、 工装分类、 编号刻号,建立工具台账, 配置工具、 工装在线监测功能。
3.4.3 检测数据信息
总装生产线配备了自动化的数据采集系统,可通过设备传感、 信号采集、 条码采集等方式实现自动化的数据采集, 实时记录数字化车间及各工位设备的信息和状态。 通过与设备层的集成,实现状态的自动提示、 任务指令的自动下达; 通过与执行层的集成, 实现生产任务进度、 工序作业队列的自动跟踪。
4 总装生产线管理模式构建
4.1 总体思路
面向航天总装生产线, 基于 PDCA 原则设计整体改善流程, 以形势分析、 生产现状梳理、 对策实施为核心, 以生产线平衡分析、 节拍改善、 生产线一次性通过率提升等为基本目标, 通过提高设备综合效率、 去手工化作业模式、 提升产品质量合格率等改善措施, 解决生产过程中的各项瓶颈问题, 最终提升生产线平衡率、 降低生产线人员配置需求,确保各工位生产能力满足生产要求。 最终, 针对航天复杂类产品装配现场总结出一套成熟的精益现场管理模式, 并确保其可复制、 推广应用至其他生产线, 以提高其他航天复杂产品的总装生产能力、 质量与可靠性。
4.2 模式构建
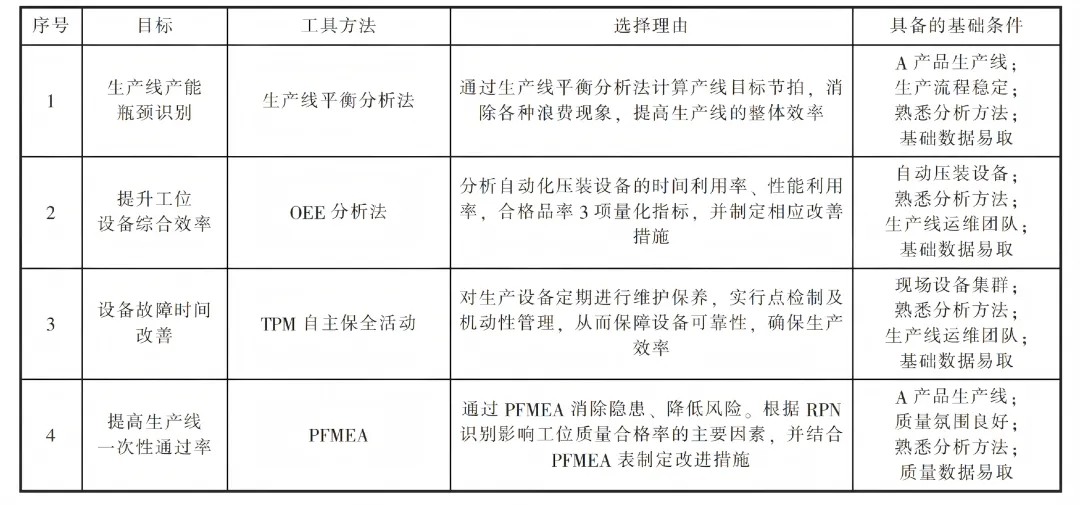
为提升总装生产线的质量与可靠性, 应用科学、 合理的工具对其进行统计、 分析和改善。 针对A 产品生产线, 选用由生产线平衡分析法 (B)、设备符合效率 (OEE) 分析法(O)、 全员生产维护(TPM) 自主保全活动 (T) 和过程失效模式及影响分析 (PFMEA) (P) 所组成的 BOTP 模式进行改善, 具体质量工具选择确认表见表 1。
表1 质量工具选择确认表
各质量工具适用范围如下。
生产线平衡分析法: 对生产线工位进行统计分析, 计算生产线平衡率和平衡损失, 通过改善工位的作业时间使生产线趋于平衡。
基于设备综合效率的 OEE 分析法和 TPM 自主保全活动: A 产品在工位 1 使用的自动压装设备综合效率较低, 为提升该设备综合效率, 选用 OEE分析法来提高设备的整体综合效率, 同时融入TPM 自主保全活动, 完善设备自主保全机制。
基于质量保证的 PFMEA: 根据生产特点, 需要分析系统中各产品生产过程中的失效模式并进行归纳。 基于以上原因, 选用 PFMEA 进行风险识别分析, 针对风险环节提出改善措施并予以实施, 以此提高工位质量合格率。
融合生产线平衡分析 (Line Balance)、 OEE 分析法、 TPM 自主保全活动和 PFMEA, 构建航天总装生产线 BOTP 质量提升管理模式, 如图 4 所示。
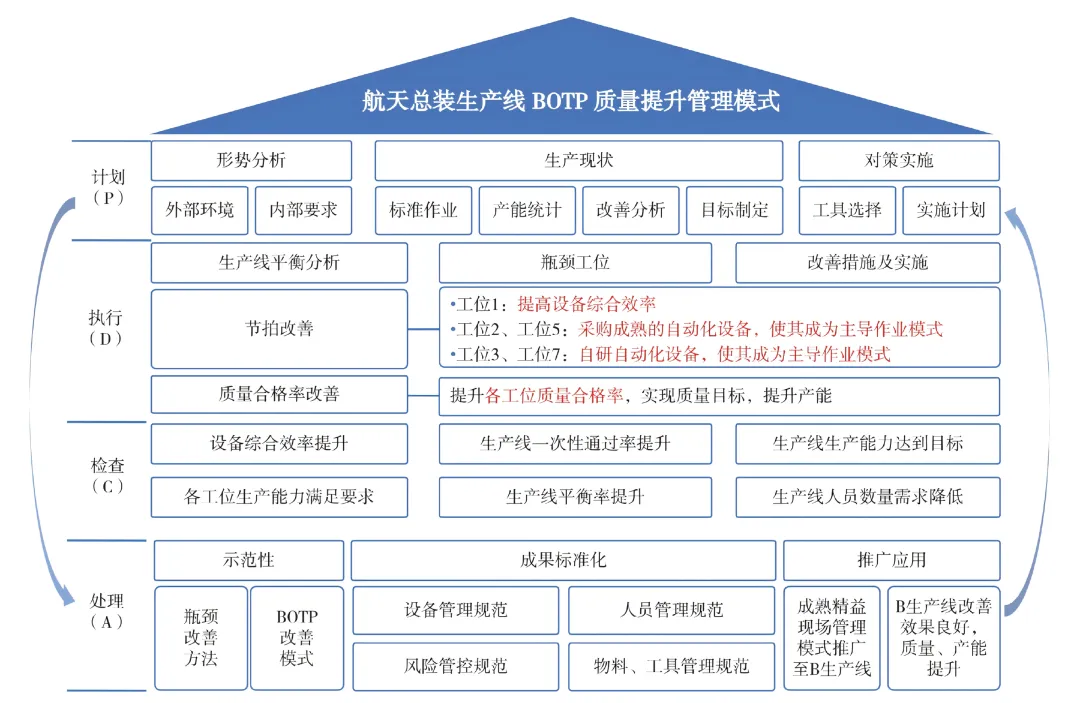
图4 航天总装生产线 BOTP 质量提升管理模式
4.3 模式应用效果
通过分析生产流程瓶颈, 提出并落实相应的改善措施。 构建形成了一套成熟的生产线现场精益管理模式 (BOTP 模式), 该模式提高了产品质量的一致性, 满足了目标产能需求, 实现了质量与可靠性的提升改善[5], 在标准化管理中具有一定的示范性和推广价值。
1)现场数字化、自动化设备管理标准化
面向现场设备全面推行 OEE 分析法标准化应用和 TPM 自主保全活动标准化管理模式, 编制形成设备指导手册、 设备自主保全基准书、 设备风险地图, 并针对设备维护给操作人员定期开展一系列设备操作的系统化培训, 规范现场设备的维护流程, 可将其推广应用于其他生产线新研设备的管理工作。
2)生产线 PFMEA 分析及改善措施标准化
面向航天总装生产线全面推广 PFMEA 风险识别, 推动落实标准作业指导 + 三维装配动画指导的组合标准化应用。 该标准管理体系适用于多场景、 多工位, 普适性较强, 具有较好的推广价值,已形成标准化成果。
5 结束语
面向航天总装生产场景, 以质量提升为首要目标, 本文围绕数字化生产线建设进行了初步探索和实践, 构建了数字化生产线的总体框架, 对物流系统、 自动化装备、 信息化、 自动化检测等系统开展研究与实践, 并创新推出基于 BOTP 的现场精益管理模式。
数字化生产线的建设与应用实现了生产制造过程的有机协同, 形成了总装与配套融合的局面。 与传统生产线相比, 新模式下的生产线人力成本减少20%以上, 生产效率提升 30%以上, 制造过程数据采集率提升 80%以上, 实现了生产过程无纸化,全面提升了总装过程生产质量。 同时, 本文研究成果突破了传统制造业思维模式, 形成了以航天总装生产线质量提升的示范效应, 提升了数字化生产线质量控制能力, 为总装及相关制造领域提供了实践案例, 验证了标准化、 模块化的建线理念, 为推广和打造高标准、 高效率、 高质量的数字化总装示范线提供了有力支撑。
参考文献
[1] 蒋德成,贾涛,茹博,等. 基于脉动式生产线的飞机总装质量控制模式探索与实践[J]. 航空标准化与质量,2022 (1):22-26,43.
[2] 高丰,梁伶伶,满胜,等. 防错技术在柔性总装 生 产 线 的 应 用[J]. 企业科技与发展,2021(5):90-91,94.
[3] 郝振靓. 航空制造业 “质量大数据” 管理评价体系应用初探———以中国航空工业集团天津航空 机电有限公司为例[J]. 大众标准化 ,2024(5): 160-162.
[4] 任秀丽,俄鲁璋,刘鹏,等. 航天数字化集成生产线质量问题管控模式创新应用[J]. 机械工程与自动化,2024(2):168-170.
[5] 袁双喜,李文钊,连彦泽,等. 基于数据驱动的航天产品质量管理初探[J]. 航天工业管理,2021 (4):6-10.

长按扫码 阅读原文
欢迎广大作者踊跃投稿!请登录《质量与可靠性》期刊官网(https://zlykkx.spacejournal.cn/),点击“投审稿入口”提交稿件及相关材料。
联系人: 孙薇
联系电话: 010-88108160
