
第一坑:原纸水分不均
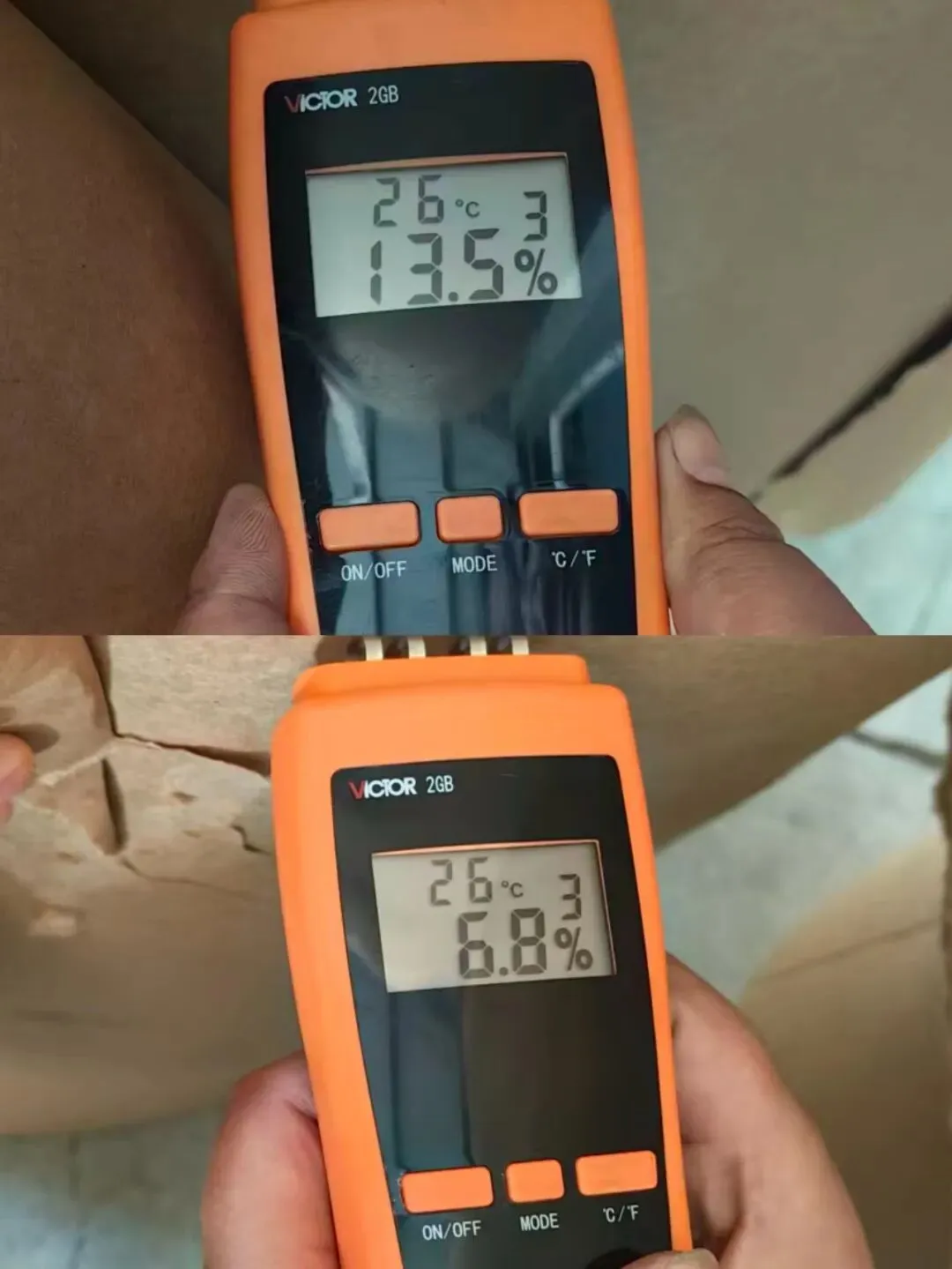
面纸和里纸一个湿一个干,水分差异就是弯翘的导火索。上机前记得检测原纸含水率。
第二坑:预热与张力没调好
两面纸受热不一致、张力不平衡,导致收缩不均,纸板还没下机就已经“偏心了”。
第三坑:过量施胶
胶水太多会带进多余水分,烘道没彻底干掉,纸板就有了“内伤”——看似平整,实则隐患。
第四坑:冷却不到位就堆码
纸板还热乎着就急着叠垛,中间热量散不掉,水分重新分布。第二天打开一看——弯了。

以上四点环环相扣,水分、温度、胶量和冷却缺一不可。生产线上把这四个维度调顺了,弯翘能少一半!
下一条我会接着讲储存环境里的坑。
