

从"不出粉"到"稳定供粉"——七大类根因逐项拆解+三步排查
一、引言——两个最让人"上头"的供粉故障
如果你在喷塑车间待过,以下场景一定不陌生——
场景A(堵枪):喷枪一扣扳机——没粉。再扣——还是没有。拆开文丘里管一看,粉末在里面板结成了"水泥块"。一枪堵,整线停。
场景B(吐粉):喷枪一会儿吐一大团,一会儿又没粉。工件表面像"麻子脸",膜厚仪一测,这边300μm、那边40μm。
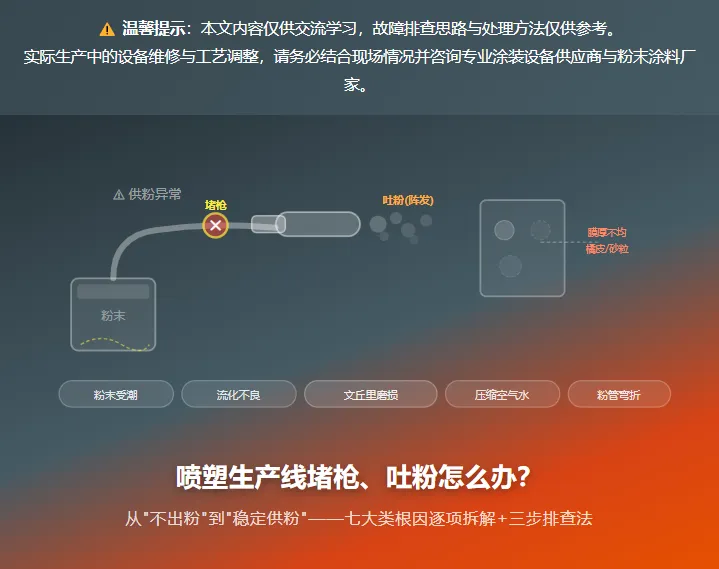
堵枪和吐粉是粉末喷涂生产线最常见的两种供粉异常。它们有时独立出现,有时相伴而生——根因可能出在粉末本身,可能出在供粉系统,也可能出在压缩空气。这篇文章用"三步排查法",带你从现象直追根因。
二、先做"望闻问切"——六种异常现象分类
在动手排查前,先准确描述你看到的现象。堵枪和吐粉各分三个亚型,指向完全不同的根因。
有了这个分类表,你已经知道该往哪个方向查了。接下来一个一个拆。
三、七大核心原因逐项拆解
3.1 根因一:粉末受潮结块(占比~27%,头号元凶)
粉末受潮是堵枪和吐粉最频发、最容易被忽视的根因。粉末涂料以环氧/聚酯树脂为基料,粉体本身具有吸湿性。一旦含水率超标,粉末流动性急剧下降,在文丘里管喉部、粉管弯头处逐渐堆积、压实,最终形成"结石"状堵塞。
? 防潮三招:① 储存关:粉末仓库温度<30°C、湿度<65%RH,先用先进(FIFO),开袋后48小时内用完② 供粉桶关:流化空气必须经冷冻式干燥+精密过滤,露点<3°C③ 环境关:喷房湿度>70%RH时,粉末内循环系统打开除湿模式,或降低新粉添加比例
3.2 根因二:流化不良(占比~21%,仅次于受潮)
流化是粉末喷涂的"发动机"——供粉桶底部的多孔流化板通入低压空气,使粉末呈"沸腾"状态,才能被文丘里管稳定吸入。流化不良的典型现象是阵发吐粉:粉末在桶内形成"沟流"——气流只从局部穿透形成通道,大部分粉末静止不动,文丘里管吸到的时而气体多粉少、时而粉多气少。
? 流化诊断口诀:"看沸腾、听声音、摸粉面"——正常的流化粉末表面像"开锅的粥"均匀微沸;发出均匀的"沙沙"声;手指轻按粉面,应感到均匀向上的托力。
3.3 根因三:文丘里管磨损(占比~18%,"隐形杀手")
文丘里管是供粉系统的核心——压缩空气高速通过喉部产生负压,将流化粉末吸入气流中。它的工作原理决定了喉部(最窄处仅6~8mm)是粉末流速最高的位置,同时也是磨损最剧烈的位置。粉末中的填料(如硫酸钡、碳酸钙)具有研磨性,长期冲刷会使喉部内径从6mm逐渐扩大到8~9mm甚至更多,负压能力下降,吸粉量随之锐减。
?️ 更换周期建议:常规粉末(环氧/聚酯)约800~1,200小时;含填料量高的粉末(如纹理粉、砂纹粉)约400~600小时。建议用游标卡尺每月测量喉部内径一次,超过标称值+1.0mm即更换。部分品牌提供陶瓷内衬文丘里管,寿命可达普通款的3~5倍。
3.4 根因四:粉管堵塞或弯折(占比~15%)
粉管是粉末从供粉桶到喷枪的"高速公路"。任何一处变窄、凹陷、急弯,都会导致粉末在局部堆积,形成堵塞。粉管问题有三个高频原因:
3.5 根因五:压缩空气含水含油(占比~8%)
这是最容易被漏诊的根因——压缩空气中的水分和油分进入供粉系统后,直接与粉末混合,造成局部粉末受潮结块。不同于环境受潮(全面问题),压缩空气带来的水分是"点状污染",往往只影响某一条枪或某一批粉末。
? 快速验证法:用一张白色纸巾在喷枪供气管路末端(拔掉粉管后)接气3秒——纸巾上若有水渍或油渍,压缩空气系统必须立即排查!
3.6 根因六:喷枪放电针积粉(占比~6%)
放电针(电晕针)是静电喷粉枪的核心部件。它位于喷枪出口处,产生高压电晕使粉末带电。放电针长期处于粉末云中,针尖会逐渐被粉末覆盖——一旦针尖被绝缘性粉末包裹,静电场强度下降,粉末带电不足,不仅影响上粉率,更会让靠近针尖的粉末局部融化黏附,反过来加速堵枪。
? 清洁要点:用铜刷(非钢丝刷,避免划伤)轻轻刷除放电针积粉,切勿用锋利工具刮擦以免损伤针尖。清洁后用高压测试棒验证电压输出(正常60~90kV)。
3.7 根因七:供粉桶粉位过低(占比~5%)
粉位过低(<1/3桶)时,文丘里吸入口接近甚至暴露于粉面之上(专业设计、生产制造、安装验收各类喷涂线、喷漆线、喷塑/粉线、电泳线、涂装线、喷砂机器人、喷涂机器人、喷砂房、喷砂机、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备(过滤箱/RTO/RCO/TO炉/喷淋塔等)综合供应商,多年行业经验。长期供应各类喷砂枪、砂阀、喷砂管、钢砂钢丸等各类磨料、抛丸机护板、喷烤漆房过滤棉、过滤器、除尘器滤芯等全套涂装及表面处理备件。樊13141458653微信同),直接吸入空气而非粉末——这就是"明明桶里还有粉,枪就是不出"的常见原因。粉位过低还可能导致粉末在桶内形成"旋涡"(粉末被吸走后周围粉末来不及补充),造成阵发吐粉。
? 解决方案:① 安装低位报警器(如音叉式或电容式料位开关),粉位低于1/3桶自动报警或启动补粉 ② 采用自动补粉系统(大袋供粉+真空上料),保持桶内粉位恒定在50~70% ③ 人工定时巡检(每2h),尤其交接班时必须检查粉位
四、三步排查法——从"蒙"到"准"
堵枪和吐粉的诊断不需要把整条线拆散。按以下三步排查流程图,大概率在15分钟内定位根因。
按这三步走,前两步做完基本能解决80%的问题;三步走完覆盖95%以上。如果三步都排除了仍然异常,大概率是控制系统/传感器故障或粉末批次性质量异常,需要厂家介入诊断。
五、三个"血的教训"——来自真实车间
案例一 汽车零部件线——梅雨季粉末受潮,六枪轮番堵
工况:华东某汽车零部件厂,6枪自动喷塑线,日产量约4,000件。
现象:每年6~8月梅雨季,六支枪轮番堵枪。操作工每天拆枪清管4~6次,实际产能仅达到计划的65%。膜厚CPK仅0.6。
排查过程:第一步查压缩空气——冷干机正常,露点3°C——排除。第二步查粉末——用含水率仪一测:0.9%(标准<0.5%)。再查喷房环境:湿度78% RH。
根因:喷房空调除湿能力不足,梅雨季环境湿度过高→粉末从供粉桶到喷枪全程吸湿→微潮粉末在文丘里喉部和粉管弯头逐渐堆积板结。
解决:① 喷房加装转轮除湿机(投资约8万元),将环境湿度从78%降至55% RH ② 粉末仓库增加除湿机 ③ 压缩空气在冷干机后加一级吸附式干燥器(露点-40°C,投资约3万)。
效果:堵枪频次从每天4~6次降至每周1次;产能恢复至计划的96%;年返工+产能损失减少约31万元,投资回收期约4.3个月。
案例二 家电面板线——文丘里管磨损,膜厚失控三个月才发现
工况:华南某家电厂,4枪手动喷塑线,日产量约1,500件冰箱面板。
现象:连续三个月膜厚波动越来越大,从正常60~80μm逐渐变成最低35μm、最高140μm。操作工只能靠"手感"补枪,补枪率高达40%。
排查过程:前两步(粉管/压缩空气/粉末/流化)均正常。第三步拆下文丘里管用游标卡尺一量——喉部内径8.7mm(新管6.0mm,磨损了2.7mm!)。四支枪中有三支文丘里管都超过8.0mm。
根因:该厂使用高填料含量砂纹粉(含硫酸钡约30%),研磨性强;文丘里管自投产以来从未测量过喉部内径,也没有定期更换计划。
解决:① 全部更换为陶瓷内衬文丘里管(单价约¥600/支 vs 普通¥150/支,但寿命3~5倍) ② 建立月度喉部内径测量制度(卡尺测量,记录台账) ③ 设定更换阈值:内径>7.0mm即更换。
效果:膜厚CPK从0.68提升至1.38;补枪率从40%降至8%;年省返工物料+人工成本约18万元。
案例三 工程机械线——压缩空气含水,"神出鬼没"的吐粉
工况:中部某工程机械厂,2枪自动静电喷粉线,日产量约200件大型结构件。
现象:每天上午9~10点、下午2~3点准时出现吐粉——喷枪突然喷出一大团湿粉,然后恢复正常。其他时间正常。操作工称之为"闹钟式吐粉"。
排查过程:第一步查压缩空气——用白色纸巾接气,上午9点测试时纸巾上有明显水渍。再查冷干机——发现自动排水阀被铁锈卡住,处于常闭状态。冷凝水在管路中逐渐积聚,积累约1~2小时后被气流"冲"出。
根因:冷干机自动排水阀故障(常闭)+未安装冗余手动排水阀→冷凝水周期性涌入供粉管路。
解决:① 更换冷干机排水阀(¥800) ② 在管路最低点加装手动排水阀,每班手动排水一次 ③ 在供粉气入口前加装末级气水分离器(¥1,500)作为最后一道防线。
效果:"闹钟式吐粉"完全消失,总投入不到¥3,000。此前因此造成的月均返工损失约¥8,000,ROI远超100倍。
六、预防胜于救火——供粉系统维护周期表
以下周期表覆盖了七大根因对应的所有检查点,建议打印张贴在喷房操作位。
七、六个常见误区——你中了几个?
| 停枪拆管清理 | |||
| 每年更换粉管 | |||
八、总结——记住这四句话
① 堵枪不先换粉——先查管路和压缩空气
② 吐粉不调气压——先查流化和粉末状态
③ 文丘里管是"耗材"——月度测量、定期更换
④ 预防投入¥3,000,比停产损失¥30,000——聪明得多
供粉系统的故障,70%是可预防的日常维护问题。一个堵枪、一次吐粉背后,往往不是单一原因,而是维护缺失的累积效应——粉末一点点受潮、文丘里一天天磨损、粉管一层层积粉,直到某一天"突然"爆发。按本文的维护周期表执行,绝大部分堵枪和吐粉在发生之前就会被扼杀在摇篮里。
⚠️ 温馨提示本文内容仅供涂装行业从业者交流学习,故障排查思路与维护方法仅供参考。实际生产中的设备维修、工艺调整及粉末涂料更换,请务必结合现场情况并咨询专业涂装设备供应商与粉末涂料生产厂家。粉末喷涂设备属特种设备,涉及高压静电与防爆安全,严禁非专业人员自行拆解高压部件或进行带电维修。
涂装行业技术科普 | 喷塑供粉系统故障排查数据来源:行业工程实践与设备厂商维护手册涂装世界
-END-


