
第一章:一组扎心数据
4-5 万修一块,8-10 万换一个——这是今天 CTP 电池维修的真实成本。
原因很简单:电池包占整车零整比 50.96%,CTP(Cell to Pack,电芯直接成包)又因结构胶紧密粘合,传统手工“拆不开、修不动、修了不放心”。
结果就是:业内长期“只换不修”。一辆 15 万的电车,换个电池包要 8-10 万;保险公司定损 4-5 万;老旧车型电池厂家退市后,车主只能“认栽”。
2000 万辆 CTP 保有车主,正在被这个现状困住。
第二章:闪欣动力的解法:一条产线
1 月 28 日,深圳市闪欣动力科技有限公司正式发布全球首条 CTP 电池自动维修生产线,与全国连锁服务品牌“芯驰安养车”同步落地。
这不是单台设备,是一套集智能诊断、自动化精密作业与数字化管控于一体的工业级解决方案——把电池维修从依赖“老师傅”的手工作业,升级为可规模化复制、质量如一的现代智能工业。

对比传统维修,产线实现四大跨越式提升:
维度 | 传统手工 | CTP 自动化产线 |
|---|---|---|
维修能力 | 仅 BMS、BDU 等简单故障 | 全场景覆盖:电芯失效、水冷板破损、绝缘故障 |
质量一致性 | 凭经验,精度不稳 | 设备保证,参数固定,输出稳定 |
检测完备性 | 通用工具,项目有限 | 出厂级标准,数据完整可溯源 |
生产效率 | 4-6 人日均修半包 | 多工序并行规模化量产 |
第三章:8 大核心工序:让“只换不修”成为历史

从入厂检测到出厂测试,每一块电池包都要走完这 8 道核心工序——
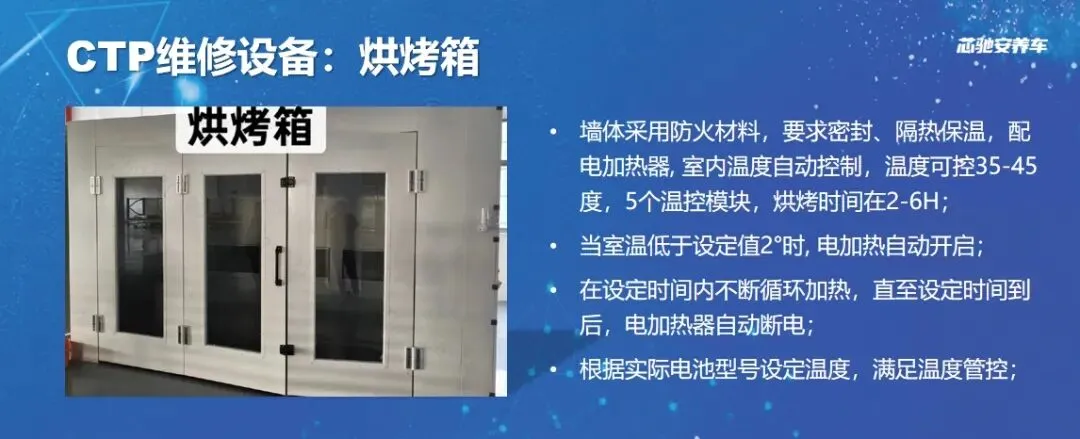
① 烘烤(除湿):60℃ 恒温 2-6 小时,把进水或受潮模组的水汽蒸出来。
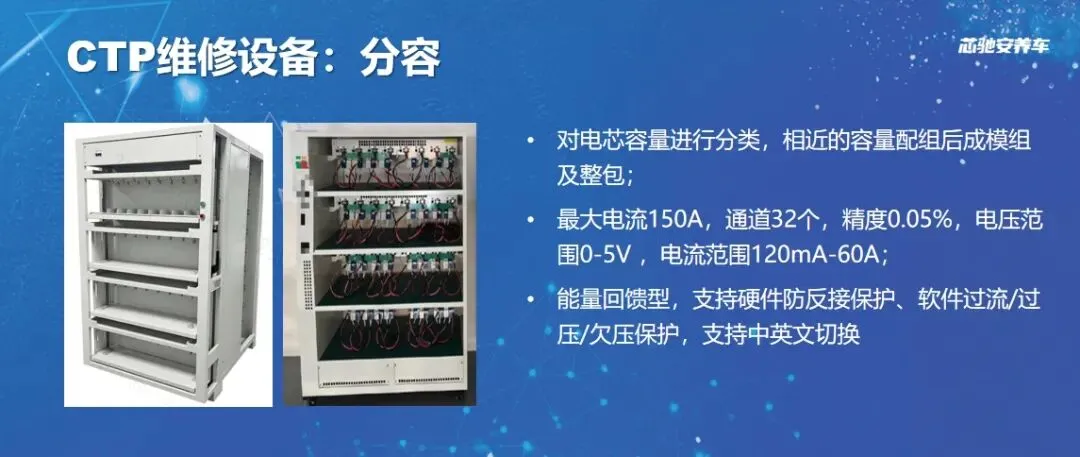
② 分容:万五精度电芯分容柜,32 通道独立控制,把容量差异 ±3% 内的电芯精准配组。
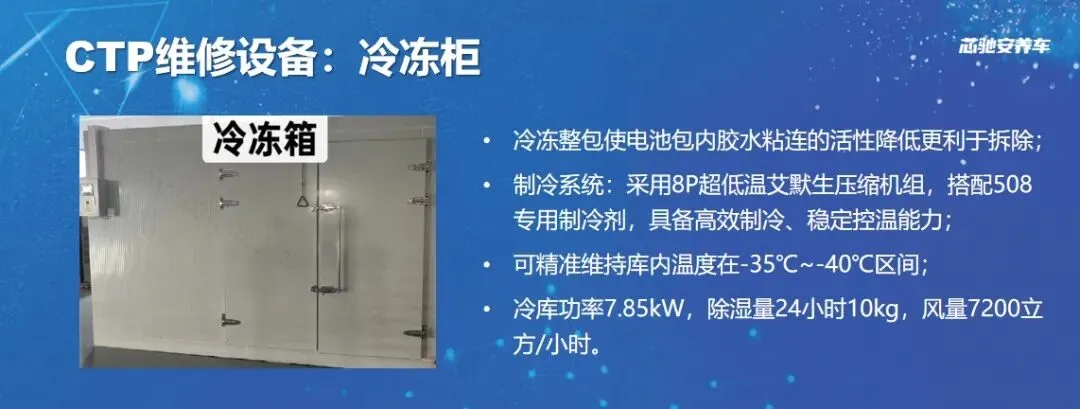
③ 冷冻解胶:-35℃ 至 -40℃ 冷冻 2 小时,让结构胶脆化——这是 CTP 无损拆解的“第一刀”。
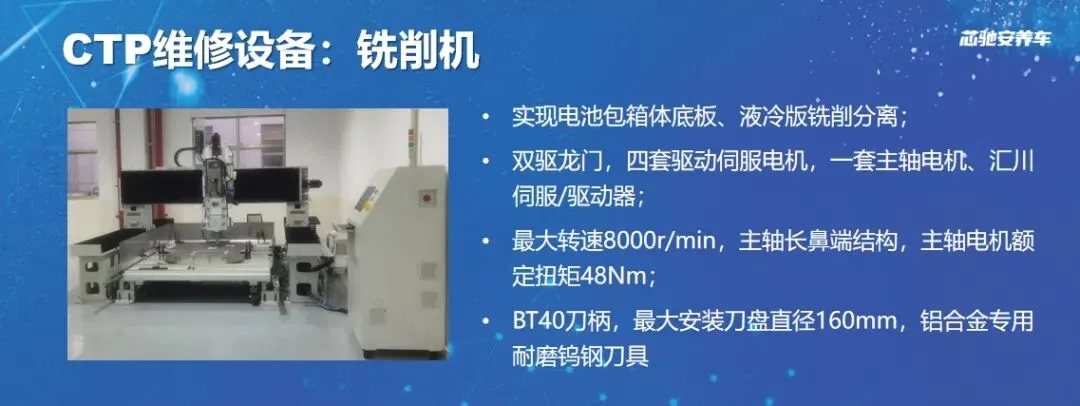
④ 铣削清理:龙门数控铣削机,8000 r/min 主轴,铣削精度 ±0.05 mm,把底板与水冷板胶层精铣出来,不伤电芯。
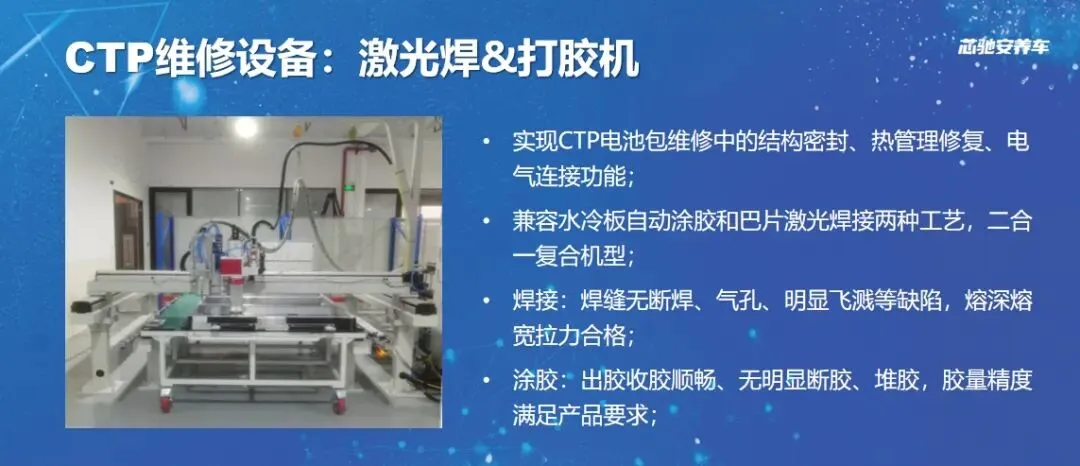
⑤ 激光焊接:2kW 振镜激光,XYZ 重复定位精度 0.05 mm,焊缝无气孔、无飞溅。
⑥ 涂胶:双组份 AB 胶 1:1 自动混合,胶量精度 < 5%。
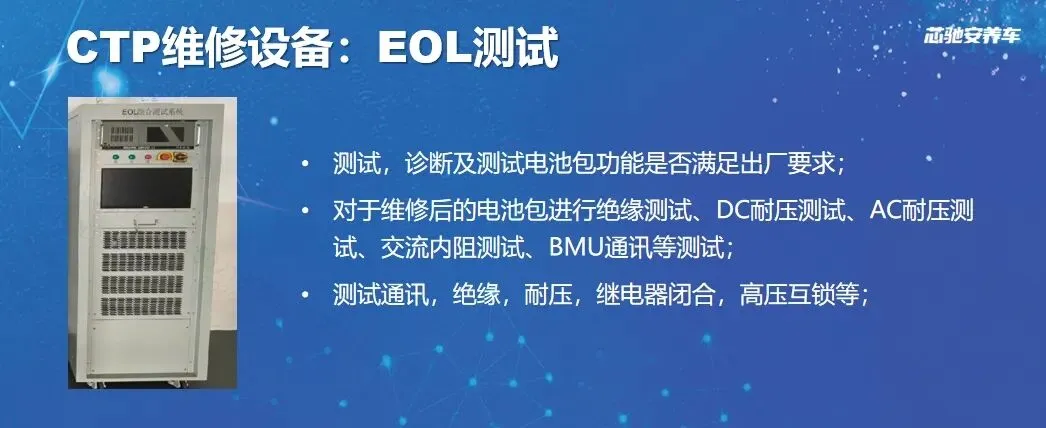
⑦ EOL 下线测试:出厂级自动化测试台架,自动判别 + 自动上传 + 不可篡改的维修档案。
⑧ 数字身份证:每一块出厂电池包绑定唯一 ID,关联质保、保险、二手车估值。
这 8 道工序全部由设备完成——自动化、标准化、可追溯。
第四章:为什么是闪欣动力?
这条产线不是孤立的设备,而是芯驰安养车全国服务网络的技术底座。
依托这条产线,芯驰安养车在 2026 年规划覆盖百城门店,千企盟深耕核心城市、县县通下沉县域市场。
独立第三方定位、不绑定单一主机厂或电池厂、获得主流电池厂授权——让“专业修、规范修、低成本修”成为可能。
让每一块电池都能被精准呵护,让每一次出行都更安心。
芯之所向,安养随行。
