
将产线上各工作站的作业量平均化,消除工序间作业时间差距,消除工序等待、平均作业负荷,生产线平衡是APS排产提效的关键手段
在制造业现场,生产线平衡是优化产线效率、减少浪费的基础方法。产线各工序作业时间不均,会导致大量等待、闲置,直接降低整体产能、推高生产成本。
本文讲清生产线平衡的定义、目的、分析步骤、平衡率计算及与APS的关联。
一、生产线平衡的基本概念
1. 定义
生产线平衡,指将产线上各工作站的作业量平均化,消除工序间作业时间差距,让产品在产线顺畅流动、无停滞等待。
2. 核心逻辑
通过量化各工序作业时间、调整作业分配,让各工位作业时长趋近一致,避免“忙的忙死、闲的闲死”。
3. 基础数据
需提前统计:各工序作业时间、作业人数、设备产能、工序顺序,为平衡分析提供依据。
二、生产线平衡的核心目的
1. 消除等待浪费
工序时间不均会导致短时间工序长期等待、闲置,平衡后可彻底消除无效等待。
2. 提升整体产能
减少浪费后,产线单位时间产出量增加,无需新增设备、人力即可提升产能。
3. 降低人工成本
作业负荷平均化后,可精简冗余人力、优化排班,减少无效人工支出。
4. 实现产线流畅化
各工序节奏同步,产品流转无卡顿、无堆积,生产流程更稳定、高效。
三、生产线平衡分析三大步骤
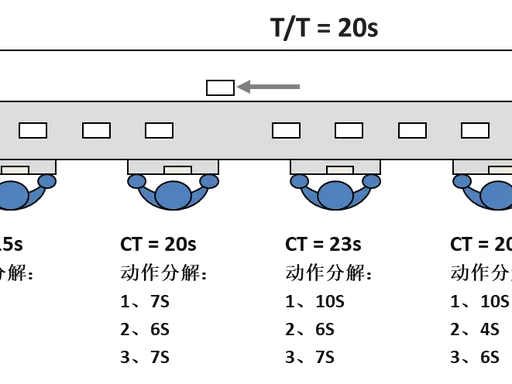
1. 测算各工作站作业时间
逐一记录每个工序的标准作业时间、实际作业时间,明确各工位耗时差异。
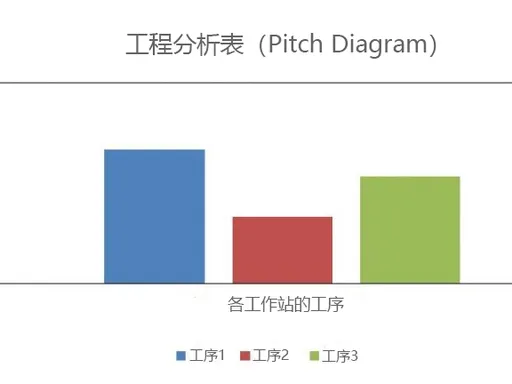
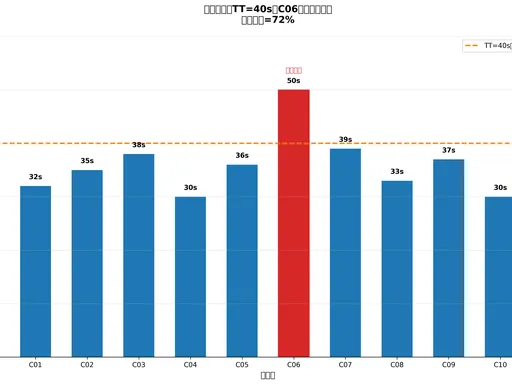
2. 制作工程分析表(Pitch Diagram)
纵轴:各工序作业时间(秒/分钟); 横轴:按顺序排列各工作站; 作用:可视化各工序耗时差异,快速定位耗时最长的瓶颈工序。
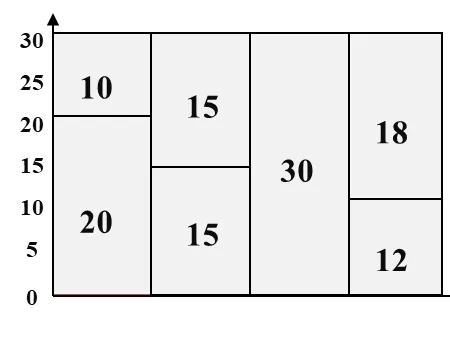
3. 发现问题并改善
锁定瓶颈工序(耗时最长),拆分复杂作业、增加人手、优化工艺; 精简短时间工序作业,将多余工作量分配至瓶颈工序; 重复测算、调整,直至各工序作业时间趋近一致。
四、生产线平衡率计算
1. 关键指标
瓶颈时间(Pitch Time):各工序中最长作业时间,决定产线整体节拍; 平衡率:衡量产线均衡程度,数值越接近100%,产线效率越高、浪费越少。
2. 计算公式
生产线平衡率 =(各工序作业时间总和 ÷(瓶颈时间 × 工序总数))× 100%
3. 参考标准
平衡率≥85%:优秀,产线流畅、浪费极少; 70%≤平衡率<85%:良好,存在少量等待,可优化; 平衡率<70%:较差,工序不均严重,需重点改善。
五、生产线平衡与APS排产的关系
APS依赖准确的工序时间数据,平衡后的数据可提升排产精准度; APS可可视化产线负荷、识别瓶颈,辅助快速制定平衡改善方案; 平衡后的产线节拍稳定,APS可制定更紧凑、高效的排产计划,减少插单、延误风险。
生产线平衡核心:平均作业负荷、消除等待浪费、提升整体效率。 通过测算工时、制作分析表、调整作业分配,可快速优化产线平衡率,释放产能、降低成本。
本文根据公开技术资料与行业实践案例整理撰写。
