
很多制造工厂车间布局沿用老式直线流水线,物料首尾相隔遥远、在制品沿路堆积、人员来回折返跑腿,多品种订单到来时产线僵化难以调整,居高不下的搬运、库存成本常年吞噬利润。在精益落地浪潮里,U 型布局凭借柔性高、占地少、易实现单件流的优势,成为单元化生产的主流选型,被各大中小工厂广泛改造落地。今天从布局底层准则、主流样式、U 型落地细则与设备选型,全方位拆解车间布局优化思路。
一、车间布局六大底层准则,所有产线改造的基础
任何生产线排布都不能脱离六大核心原则,是规避布局踩坑的前提:
统一原则:整线生产目标、工艺流程标准统一,前后工序节拍对齐,方便生产统筹管控;
最短距离原则:压缩物料、人员移动路程,从源头减少无效走动与物料转运损耗;
物流顺畅原则:顺着加工工序排布设备,原料入厂到成品出库全程无折返、无倒流;
立体空间利用原则:竖向活用车间层高,合理布置工装、物料货架,节省平面占地;
安全满意原则:预留设备检修、人员逃生通道,规避机械、磕碰安全隐患;
灵活机动原则:布局预留调整空间,适配产品改型、订单增减后的产线微调。
二、六种主流产线样式,按需匹配生产模式
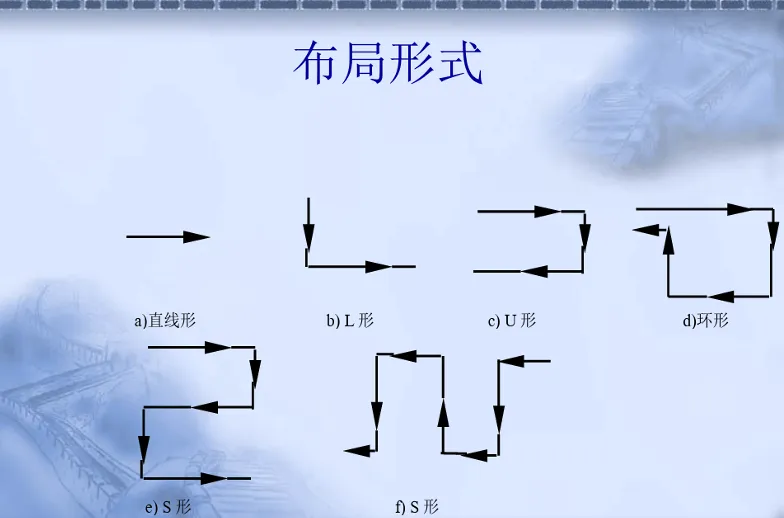
市面上生产线分为直线、L 型、U 型、环形、S 型等六大形态,适配不同生产场景:
直线布局结构简单,适合大批量单一品类产品,但是首尾分离,物料与人员动线长;L 型布局缩减一端占地,多用于狭长厂房;环形与 S 型布局适配工序繁杂的长流程产品;而U 型布局是小批量、多品种生产最优解,原料进料口与成品出料口集中在同一侧,工人可在内圈巡回作业,完美契合单元式单件流生产需求。
三、U 型布局八大落地法则,搭建高效巡回式产线
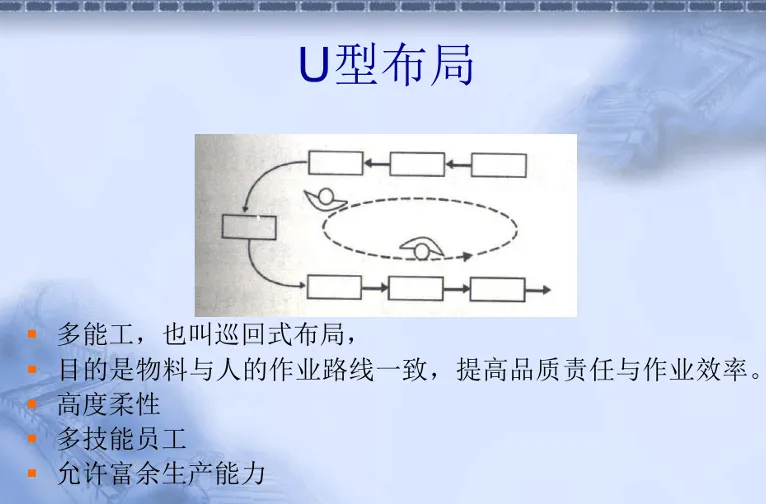
U 型又叫巡回式布局,依托多能工实现人、料动线重合,落地遵循八大核心要求:
第一,进出料设置在同一点位,单人即可兼顾上料与成品下线,助力单件流落地;第二,设备严格遵照加工工序依次排布,杜绝工序穿插错乱;第三,各工序生产速度同步化,避免局部堵料、工序等待;第四,培养多能工实现多工序轮岗,区别于单一盯守多台机器;第五,员工采用巡回走动作业,而非固定站位;第六,优先选用小型化设备,方便产线灵活调整;第七,零散 U 型单元互相串联,消除孤岛式独立工位,打通整体物流。
依托这套规则落地后,U 型产线柔性大幅提升,既能根据订单增减灵活调配人力,富余产能可承接插单生产,同时作业人员全程跟进产品全流程,品质问题第一时间溯源整改。
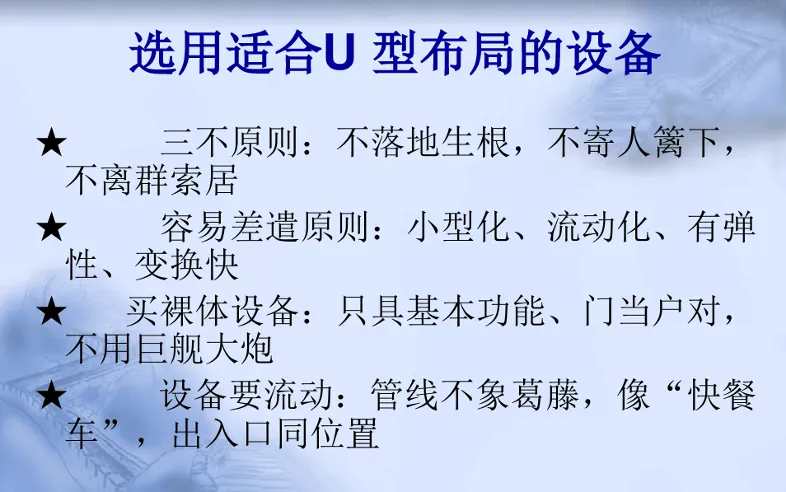
四、适配 U 型线的设备选型技巧,规避后期改造难题
想要发挥 U 型布局优势,设备选型遵循四项实用准则:
首先坚守三不原则,设备不固定落地锁死、不依附周边基建、不扎堆零散摆放,方便后期移位重组;其次优先小型化、可移动设备,机身轻巧、拆装便捷,适配产线快速改型;采购选用裸机基础款设备,匹配实际加工需求即可,摒弃功能冗余的重型高端机型;设备管线精简规整,机身进料出料口设在同侧,如同移动快餐车,方便在 U 型圈内灵活排布。
结语
在市场订单趋向小批量多元化的当下,老旧直线产线早已跟不上生产需求,U 型布局依托六大基础布局原则与标准化落地细则,从物流、人员、库存三个维度削减浪费,也是单元化、SMED 快速换模落地的硬件载体。工厂在车间改造时,优先吃透布局底层逻辑,结合产品工艺选型产线样式,优先落地 U 型单元改造,配合适配的小型化设备,稳步实现降库存、提人效、降成本的精益目标。

加入知识星球获取更多工业工程专业知识,加入到工业工程知识星球99元,你可以获得众多模板和课件

微信号:13717195315
顾问实战常用的表格、模板、教材
持续更新中
