

本文从五个关键维度展开思考,结合实际案例和数据,探讨喷涂生产线布局规划的核心原则与优化方向,为新建和改造项目提供参考。
思考一:布局规划前的"灵魂三问"
很多涂装项目的布局规划,往往从"设备选型"开始,再围绕设备做空间排布。这种以设备为中心的思路(专业各类喷涂线、喷漆线、喷塑线/喷粉线、电泳线、喷砂机器人、喷涂机器人、喷砂房、抛丸机、喷漆房、喷涂设备、表面处理设备及废气治理设备厂家,长期供应各类喷砂房抛丸机配件、喷漆房配件、除尘器配件:樊13141458653微信同),容易忽略生产节奏、物流路径和未来扩展需求。更合理的做法是,在动笔画图之前,先回答三个"灵魂问题":
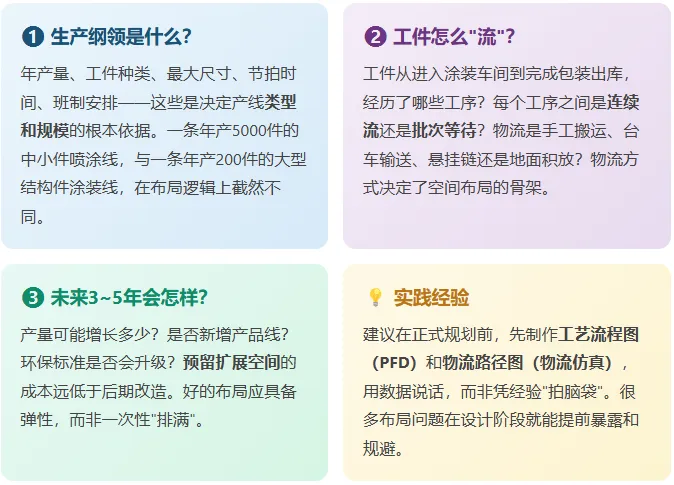
? 核心观点:布局规划的本质是"用空间匹配工艺流",而不是"把设备塞进厂房"。先想清楚产品怎么流、物流怎么走、未来怎么变,再排设备、定面积、画图纸。这三个问题想透了,布局方案也就有了清晰的骨架。
思考二:工艺流程排列不是随便排的
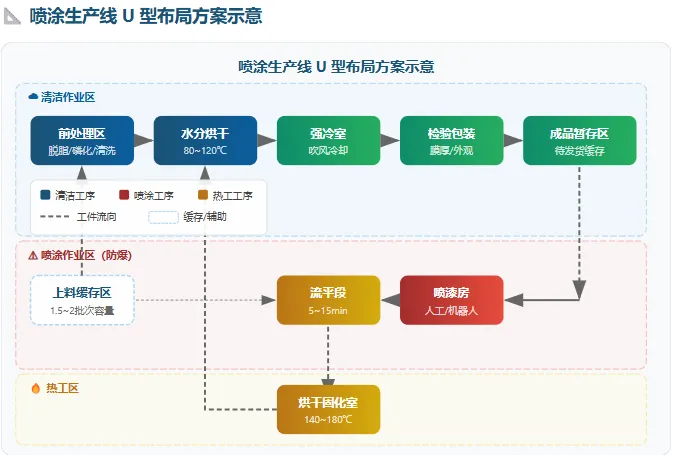
喷涂生产线的工艺流程通常包括:前处理→水分烘干→喷涂→流平→烘干固化→冷却→检验→包装。这些工序的排列顺序和空间关系,直接影响生产效率和产品质量。以下是几种常见的排列误区:
理想的工序排列应遵循以下五大原则:
? 核心观点:工艺流程的排列是布局优化的"骨架"。工序之间的空间距离应与工艺逻辑一致,前处理到喷涂要"紧"、喷涂到烘干要"近"、烘干到检验要有"冷"、各工序之间要有"缓"。违背工艺逻辑的布局,再漂亮的图纸也只是"看起来合理"。
思考三:物流动线的"隐形浪费"
在很多涂装车间,工件的搬运距离往往远超实际工艺需要。工件从上料点运到前处理,再从前处理运到喷涂,又从喷涂运到烘干……每一段搬运都意味着时间成本、人工成本和品质风险。这些"隐形浪费"在财务报表上可能看不出来,但会直接侵蚀利润率。
三种主流物流方式对比:
? 核心观点:物流优化是涂装车间降本增效的"隐形金矿"。一个好的布局应做到:进料和出料分离、清洁区和污染区分流、物流路径单向不回头。对于年产量大的项目,建议在规划阶段引入物流仿真软件(如FlexSim、Plant Simulation),用数据验证布局方案,而非仅凭经验判断。
思考四:功能区面积分配的"黄金比例"
涂装车间内各功能区的面积分配,是布局规划中最容易被忽视、又最影响使用体验的环节。很多项目在规划时把大部分面积留给了主要设备,却忽略了辅助功能区的合理配比——导致投产后发现调漆间不够大、废品存放无处安置、工人更衣通道拥挤等问题。
? 核心观点:功能区面积分配没有万能公式,但有一条通用经验:生产设备区(前处理+喷涂+烘干)占总面积的50~55%,物流通道+辅助功能区占35~40%,预留扩展区5~10%。很多失败的案例,恰恰是设备区占比过高(70%以上),导致辅助功能严重不足,投产后反复改造。
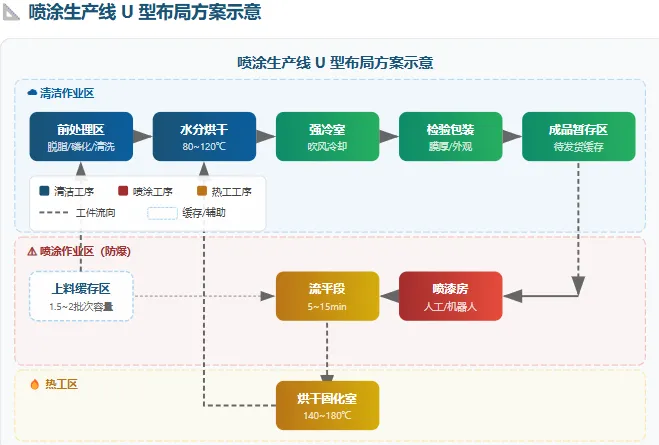
思考五:常见布局方案与典型案例
喷涂生产线的整体布局方案,按照工件流向和空间利用方式,主要有以下四种经典形式。每种方案都有其适用场景和局限性,选型时需结合实际需求。
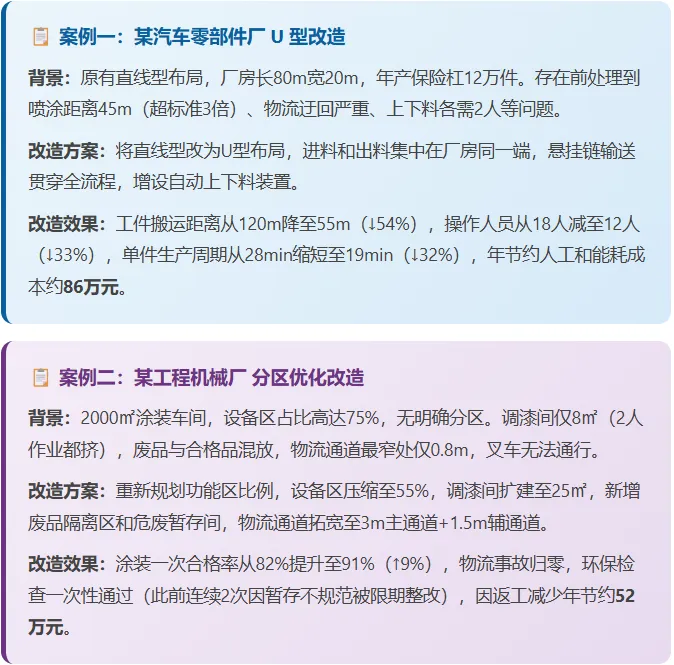
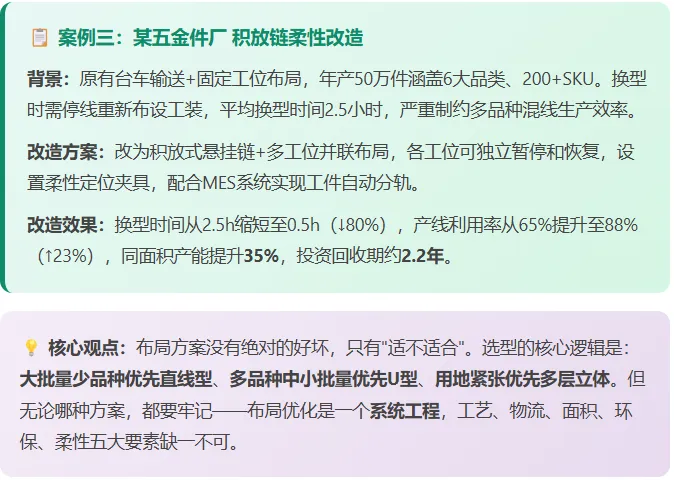
三个典型改造案例:
写在最后
喷涂生产线的布局优化,不是一个"画图"问题,而是一个"系统工程"问题。它要求规划者同时具备工艺理解能力、物流分析能力、建筑结构知识和环保合规意识。在实际项目中,建议遵循以下思路:
布局方案确定后,在施工前建议进行一轮"虚拟走查"——让实际操作人员按工件流程走一遍,看看上下料是否方便、通道是否够宽、转弯是否顺畅。很多"图纸上看不出来"的问题,在走查中一走便知。投入产线前多花一周时间验证布局,可能省下投产后数十万元的改造费用。
? 温馨提示:本文所涉及的涂装生产线布局方案、技术参数及案例数据,仅供行业交流与学习参考之用。实际项目中,涂装生产线的布局规划需综合考虑厂房结构、产品特性、环保法规、安全规范等多重因素,具体实施方案请务必咨询专业的涂装设备厂家或工程设计单位,由具备资质的技术团队进行实地勘察和方案设计后实施。本文不构成任何技术承诺或法律建议。
-END-


