

点击蓝字关注我们
5月21日,深圳会展中心(福田)迎来全球低空经济与无人系统领域极具影响力的年度盛会——2026世界无人机大会暨UASE无人机展。活动以“低空经济·飞向未来”为主题,集中展示全产业链发展成果。在2号馆低空经济供应链展区2B38汇专展位,众多国内外客户纷纷驻足,与汇专团队展开深入交流,热情咨询复合材料超声绿色加工解决方案及系列创新产品。
01
明星产品齐登场
充分展示创新技术实力
此次参展,汇专聚焦低空飞行器零部件关键材料加工需求,集中展示双超声绿色复材龙门五轴联动加工中心MBR6030-5AXIS、超声气动手持钻、超声气动进给钻、超声振幅测量仪、超声绿色刀柄、复材专用刀具、超硬刀具等明星产品。同时,特别呈现了由上述产品加工而成的航空航天典型工件,以真实加工效果为证,充分展示汇专超声绿色加工技术在难加工材料加工方面的技术实力。
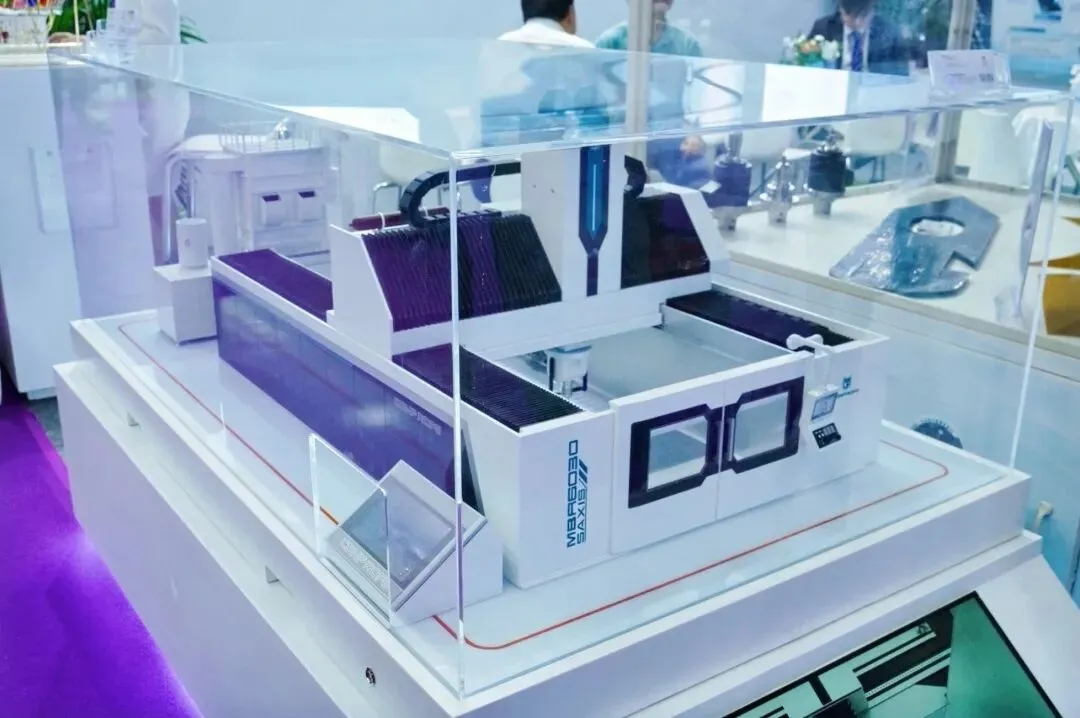
超声绿色机床

超声钻

超声绿色刀柄

复材专用刀具

超硬刀具

部分特色工件
此外,汇专还在展位内精心规划了双超声绿色系统展示区,超声振动、超声切割与超声振幅测量体验区,超声制孔体验区,以“产品展示+样件呈现+互动体验”的组合形式,帮助现场观众进一步了解汇专超声技术加工原理及优势。
双超声绿色系统展示区
超声振动、超声切割与超声振幅测量体验
超声制孔体验区
02
破解复材加工痛点
超声方案赋能低空飞行器制造
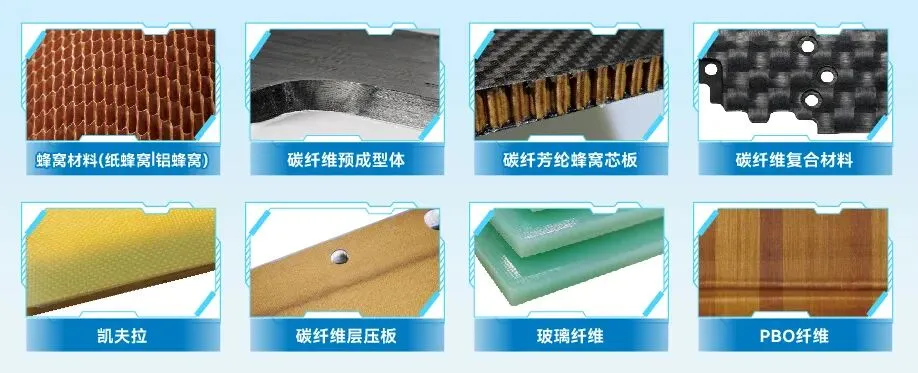
当前,低空经济正迎来蓬勃发展,应用场景日趋多元。复合材料凭借轻量化、高强度、耐腐蚀等优异性能,被广泛应用于eVTOL(电动垂直起降飞行器)、无人机、飞行汽车等新型飞行器关键零部件制造。然而,复合材料层间强度低、各向异性显著,使用传统方案加工极易导致材料分层、撕裂、毛刺等损伤,严重制约飞行器精密化、规模化生产。
在航空航天领域,汇专采用自主研发的数控机床灵活组合超声技术、绿色技术与高性能刀具,形成可定制的复合材料超声绿色加工解决方案,有效突破芳纶纸蜂窝材料、铝蜂窝材料、碳纤维预成型体、碳纤芳纶蜂窝芯板、碳纤维复合材料、凯夫拉、碳纤维层压板、玻璃纤维及PBO纤维等多种复合材料加工瓶颈。
左右滑动查看更多创新应用方案
热塑性T300碳纤维复合材料超声加工
材料:热塑性T300碳纤维复合材料
加工特征:轮廓铣削、钻孔
尺寸:1,000(L)x1,100(W)mm
汇专加工优势
刀具寿命从212个孔提升至636个孔,提升200%;单孔加工时间从4秒缩短至3.2秒,缩短20%;超声加工有效降低切削力;轮廓及孔边无劈丝、分层、树脂烧蚀等缺陷,出入口毛刺大幅减少。
芳纶纸蜂窝材料超声切割加工
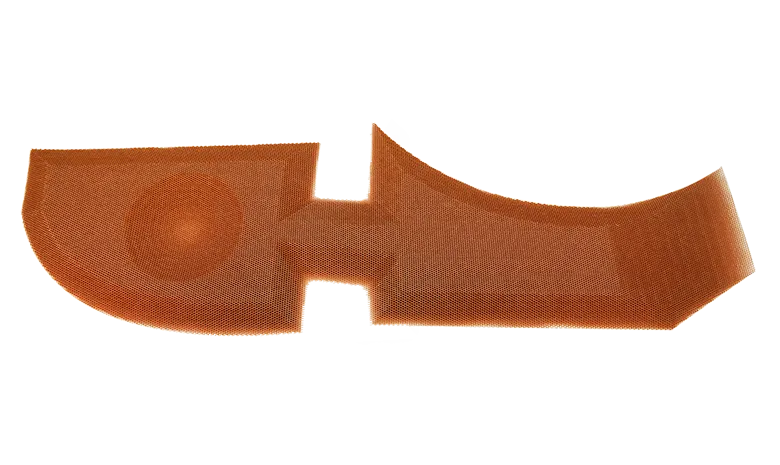
材料:芳纶纸蜂窝材料
加工特征:蜂窝轮廓面切割铣削
汇专加工优势
实现小角度及3D复杂轮廓高效加工,目视无明显毛刺,切削粉尘大幅减少;有效降低切削力,工件接触面受力均匀,降低材料损伤,工件表面平整无塌陷;圆弧位置一刀切割成型,弧长552mm,切割夹角<18°,最薄处0.75mm。
T800碳纤维预成型体超声切割加工
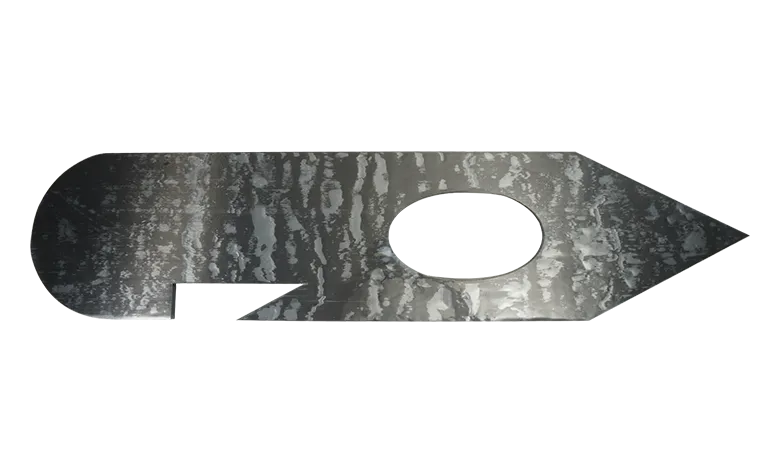
材料:T800碳纤维预成型体(多层预浸料)
加工特征:复杂曲线切割(厚度11mm)
汇专加工优势
实现满刀加工(切深11mm),切割刀无崩刃,切割边缘平整、无毛刺;常规气冷下,刀具温度高达60℃以上,低温冷却下,刀具温度降低至25℃以下,温度降低58.3%,高效实现高质量切割。
碳纤维层压板飞机平尾翼根罩下罩体超声加工

材料:民用飞机碳纤维层压板
(碳纤维板|芳纶纸蜂窝|泡沫)
加工特征:外轮廓铣削|钻孔
汇专加工优势
总加工时间约为30分钟,缩短约95%;加工过程中低温冷风有效带走切削热,工件表面无烧伤、无分层,材料树脂无热改性风险;大幅降低切削力,降低材料损伤,碳纤维层无分层无崩缺,芳纶纸蜂窝目视无明显毛刺,泡沫层平整无崩缺。

左右滑动

此外,由超声钻削技术与传统气钻深度融合而成的超声钻系列产品在航空航天飞行器装配制孔方面同样取得显著成效,已成功应用于先进复合材料、难加工金属材料及叠层材料等多种材料的制孔加工,可有效降低切削力,从而降低工人劳动强度、提高加工效率,显著减少刀具磨损、抑制分层、减少纤维撕裂,并大幅简化制孔工艺。

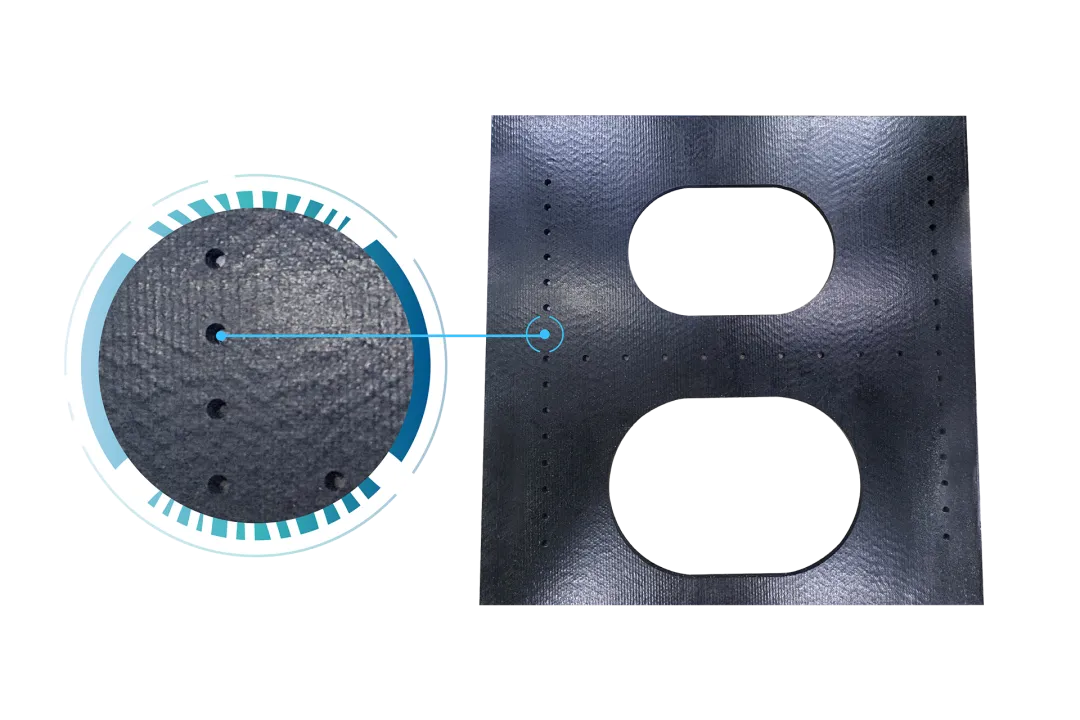
T300碳纤维复合板(厚度2.5mm)超声制孔
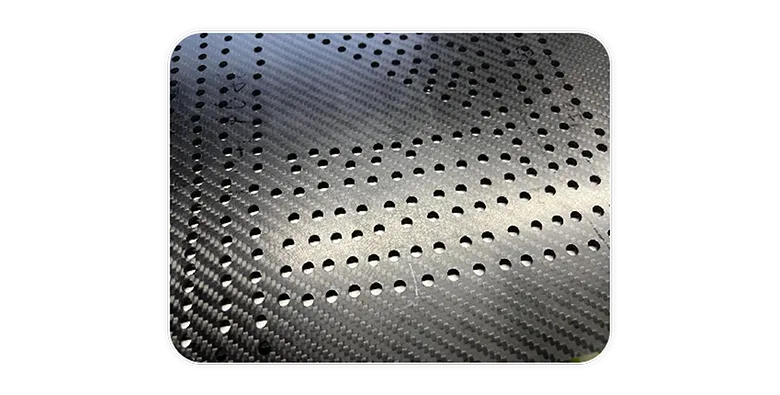
材料:T300碳纤维复合板(厚度2.5mm)
加工特征:制孔(孔径 D5.07+0.15/0mm)
汇专加工优势
采用超声气动手持钻制孔,工艺简化50%,提高制孔效率,降低单孔制孔成本;检测500个孔,孔直径均在5.09-5.19mm之间,合格率100%;有效抑制材料分层,减少纤维撕裂;平均孔壁粗糙度Ra 1.37μm,优于目标值57.1%;平均垂直度0.323mm,优于目标值75.3%;单把刀具平均可加工500个孔以上,刀具寿命提升4倍 ;制孔前和加工500个孔后,匕首钻刃端直径最大损耗3µm,单边损耗1.5μm,无明显磨损。
T800碳纤维复合板(厚度5mm)超声制孔
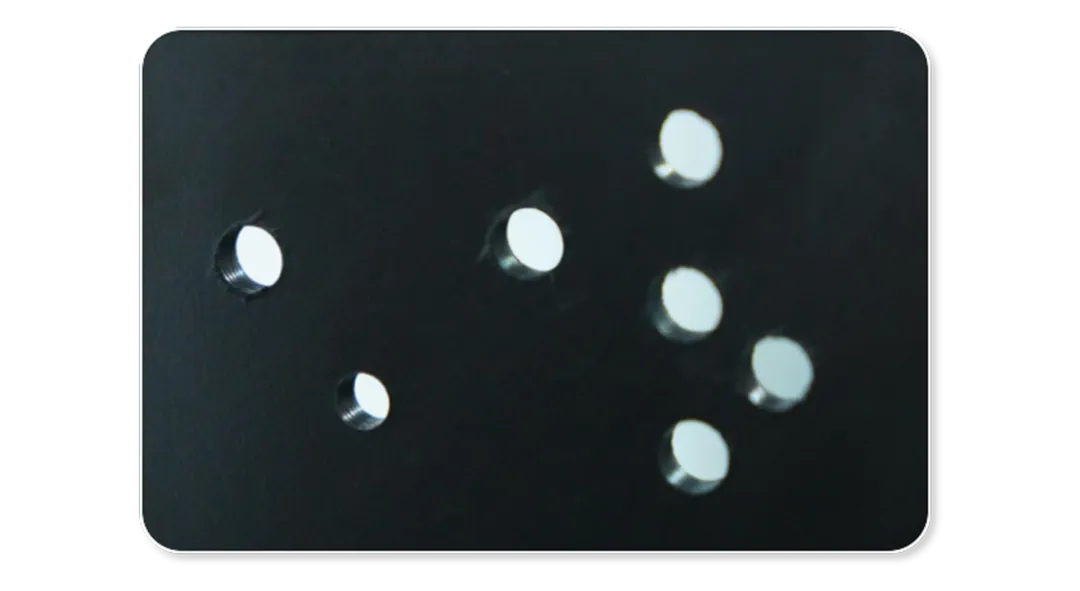
材料:T800碳纤维复合板(厚度5mm)
加工特征:制孔(孔径D6.35±0.05mm)
汇专加工优势
采用超声气动进给钻制孔,毛刺撕裂平均长度0.061mm,缩短96.4%;平均尺寸精度0.01mm,提升73.7%;平均真圆度0.021mm,提升70%;平均垂直度0.019mm,提升94.8%;平均孔壁粗糙度Ra0.857μm,降低32.1%,制孔质量和效益显著提升。
精
彩
继
续
欲了解更多汇专创新产品及解决方案,欢迎您在5月23日继续莅临深圳会展中心(福田)2B38汇专展位参观体验。展会期间参与游戏互动,还有机会赢取双线充电宝、瑞士军刀卡等精美礼品。期待与您共探低空经济产业发展新机遇。

扫码关注广州机床工具行业圈
了解更多行业资讯,会员企业动态
广州机床工具行业协会
地址:广州市南沙区大岗镇
联东U谷第4幢8楼
邮编:511470
联系人:许秘书
18102803997(微信同号)
