
你是不是也经常陷入这样的两难境地:
人多了,磨洋工,成本浪费;人少了,干不完,交付延期。
对于以人力投入为主的制造型企业来说,一条生产线到底配多少操作员,绝不是靠工头“拍脑袋”决定的。这是一个涉及到工时测定、节拍计算和精益布局的核心技术命题。
今天,我们就来拆解一套 “四步科学测算法” ,帮你精准拿捏产线的人力配置。
第一步:摸清家底——核算总操作时间
这是所有测算的基石,容不得半点马虎。
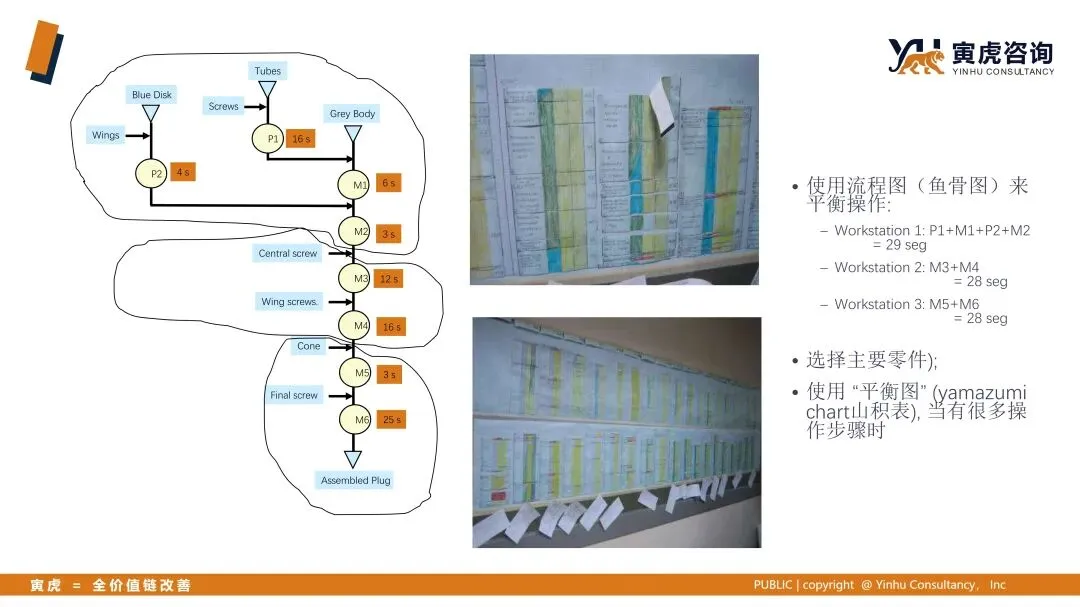
我们需要将产品从头到尾的每一个工序、每一个动作的组装操作时间,都进行精准测定。
比如,从工序一的零件组装,到工序二的锁螺丝,再到后续的检测、包装……只有把所有工序的加工时间罗列清楚,汇总出的 “总加工时间” ,才是后续决策的依据。
第二步:以客户为导向——确定节拍时间
有了总时间,接下来要回答一个关键问题:客户多久要一个产品?
这就是节拍时间,它决定了产线的生产节奏。
节拍时间是衡量产能是否满足订单需求的唯一标尺。假设一条产线计划每30秒钟生产一个产品,那么所有工序的排布都必须服从这个30秒的节奏。
第三步:核心算法——从时间分配到人员定编
这是最关键的一步,逻辑其实很朴素:
配备多少操作员,是基于所有工序的加工时间总和与节拍时间共同决定的。
我们来代入具体的工序时间看看:
工序一:16秒
工序二:4秒
工序三、四……等若干秒
简单加法:16秒 + 4秒 + 后续工序的时间,如果总操作时间是29秒,而节拍是30秒,那么这4个工序加起来的总时长在30秒以内。此时,我们可以安排1名操作员去完成这连续的四个工序。
按照这个逻辑类推,整条产线就能推算出需要几个员工。
但这里有一个极易被忽视的致命细节:宽放时间。
如果节拍是30秒,操作员完成规定动作已经用掉了29秒,那么他只剩下1秒钟的空余。这1秒钟要用来处理异常、拿取物料或转身走动,显然是极其危险的。
如果操作时间完全吃满节拍,产线将毫无抗风险能力,任何微小的停顿都会导致全线瘫痪。
因此,在核算人员时,必须留出科学合理的宽放率,绝不能让人永远处于100%满负荷的紧绷状态。
第四步:布局决定效率——用5S与精益布局兑现节拍
算出来了,但实际做不到怎么办?最后一步是落地保障。
正如上一点提到的,如果某个工序组合只有1秒钟宽放,那么我们就必须通过极致的5S目视化和精益产线布局来争取时间。
产线布局一定要基于操作员要完成的具体工序内容来设计。
他需要用到的设备、工具、物料,都必须紧凑地放在最顺手、最方便的地方,最大程度消除走动和弯腰的浪费。只有这样,操作员才能在规定的周期时间(如30秒)内,从容不迫地完成所有操作,并且维持较好的生产线平衡。
总结一下
科学的定编不是加减法,而是一道系统题:
精准的时间测定 + 明确的客户节拍 + 合理的宽放率 + 消除浪费的产线布局 = 合理的人员配置。
别再让“磨洋工”和“跑断腿”同时存在于你的车间里了,用科学的算法取代经验主义,才是降本增效的正解。
寅虎咨询——
全价值链降本增效解决方案专家




【公司概况】:专注于企业经营全价值链降本增效改善咨询,团队累计服务企业300家+。
【业务范围】:精益管理和供应链优化,产品研发&价值分析和价值工程(VAVE)、价值销售&渠道管理,办公流程改善,人才育成和训练营
【顾问团队】:15+顾问团队,可入企开展全价值链各模块改善工作坊及落地陪跑咨询服务。
