
钢结构二次数控成套加工设备,主要包括数控平面钻床、数控三维钻床、H型钢转角带锯床、数控锁口铣床、数控火焰锁口机、数控相贯线切割机、数控万能钻及工件自动传输系统,其作用是对成型的型钢进行二次加工,这类加工设备是钢结构规模生产质量保证的关键。

1、主要加工设备:
1)钻削工序:(数控三维钻床用于型钢钻孔加工)
常规数控三维钻床:(适宜H型钢截面尺寸腹板高度≤ 1250 mm 的工件钻削)
SWZ系列数控三维钻床 :SWZ400/9型、SWZ700/9型、SWZ700/3A型、SWZ1000/3A型、SWZ1250/3A型、GSWZ1250/3A型。
另外济南时代百超根据客户需求定制了SWZ10070/3A型、SWZ12580/3A型、SWZ10070/3B型等规格的数控三维钻床。
大型H型钢数控钻孔设备:(适用于单H型钢重量超过10吨及异型H型钢件等)
SWD系列数控三维钻床 :SWD10070型、SWD1208型、SWD1000 等型号。
2)锯切工序:(数控转角带锯床)
DJ系列数控转角带锯床: DJ1000 型、DJ1250 型。(可根据客户需求定制其他型号)
3)锁口工序 :(数控锁口铣床)
SX系列数控锁口铣床:SX1000/6型、SX1250/6型。
4)自动传输系统:包括进料道、出横向料道等

2、主机及料道的选择说明:
1)主机型号的选择说明:
根据工件截面尺寸大小,确定适宜的钻、锯工序主机的相应型号;
可以选配单机,也是钻、锯铣成套设备组的生产线。
2)料道的选择说明:
料道分纵向料道和横向料道,这两种料道合称为自动传输系统。
纵向料道和横向料道在钢结构二次成套加工生产线中发挥着很重要的作用,它可以大大减少吊车的使用频次,提高生产的安全性和效率。
纵向料道:
纵向料道包括动力料道和非动力料道,又可分为进料道与出料道。动力料道带有液压浮动装置,以便输送工件;同时具备工件侧推装置,自动扶正工件,使工件紧靠纵向料道侧面定位基准。所有纵向料道的送料辊都是淬火后磨削加工而成,避免侧推过程中送料辊表面刮伤后形成阻力。
纵向料道宽度根据所加工最大件的截面尺寸选择型,根据所加工最大件的截面尺寸选择所用纵向料道的类型。
根据加工件长度,选择相应横向料道:
横向料道具有垂直举升工件和横向移动的功能。多条横向料道的移动是同步进行的,它的作用是解决H型钢的横向转移;同时横移料道可以储放一部分待加工的件,起到储料的作用,也为组成生产线提供了可能。
在时代百超和客户用户沟通中,除了帮助客户选择所用设备的型号外,钢结构数控三维钻锯生产线在车间里怎么布局也是沟通中一个非常重要的问题。今天时代百超小编总结了一下钢结构钻锯生产线常用的几种布置方式供大家参考一下,以下钢结构钻锯生产线布置方式各有利弊,大家可以根据自己实际情况进行选择,在选择中有问题请及时咨询济南时代百超。
布置方式一:
布置特点:
生产线采用Z型排布的方式,由一条三维钻生产线和一条数控转角带锯床生产线并联,中间通过一套横向料台中转链接,从而形成类似字母“Z”的形状;其两套上料道基准侧各设有一套数控送料装置,采用数控小车伺服送进;在钻床上料道及锯床下料道位置还各布置一套横向料台,以完成自动上、下料工序;上料道均安装有侧推装置,可推动工件贴紧基准侧,以确定送料侧基准;下料道安装有主动力辊轮,可将加工完毕的工件运离主机工作范围,以便于下料道处的横向料台完成自动下料;电气控制系统采用上位机+PLC,人工界面友好,自动化程度高。
布置方式二:

布置特点:
生产线采用直线排布的方式,数控三维钻床在前,锯床在后,由上、下料道串成直线,上料道基准侧设有数控送料装置,采用数控小车伺服送进,定位精度高;三维钻及数控转角带锯床共用一部数控小车进行纵向送料;上、下料道位置各布置一套横向料台,可自动完成上、下料工序;上料道安装有侧推装置,可推动工件贴紧基准侧,以确定送料侧基准;下料道安装有主动力辊轮,可将加工完毕的工件运离主机工作范围,以便于下料道处的横向料台完成自动下料;电气控制系统采用日本横河PLC,自动化程度高。
另外国外客户在用直线排布的时候,也会把钻和锯之间的料道去点,这样虽然节省了成本和占地面积,不过工作效率不高。因为三维钻速度比较快,钻孔后到锯切单元,锯的速度慢,这样钻孔单元需要停机等待。
布置方式三:
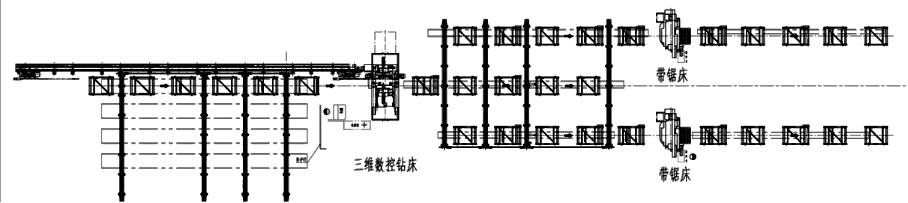
布置特点:
生产线采用巾型排布的方式,由一条三维钻生产线和两条数控转角带锯床锯床生产线并联,中间通过一套横向料台中转链接,从而形成类似汉字“巾”的形状;其三维钻上料道基准侧设有一套数控送料装置,采用数控小车伺服送进;在钻床上料道位置还布置一套横向料台,以完成自动上料工序;锯床处采用人工送进,由三维钻预先在工件上打点标记,锯床处人工对点锯切;钻床上料道安装有侧推装置,可推动工件贴紧基准侧,以确定送料侧基准;下料道安装有主动力辊轮,可将加工完毕的工件运离主机工作范围,以便于下料道处的横向料台分配工件;电气控制系统采用上位机+PLC,钻锯两套系统相互独立,采用钻锯工序分开加工的方式。
