建设自动化生产线是提升车间能力重要手段之一,但是自动化生产线绝不仅仅是一些加工中心、机器人以及测量设备的简单集成,而是需要通过自动化与信息化的深度结合、合理利用,才能使得整个自动化生产线真正的实现自动化、柔性化乃至智能化。
1、传统的自动化生产线建设模式
传统产线建设多以企业现有工艺为基础,先梳理、优化适配自动化生产的工艺流程,再通过多轮图纸迭代修改,最终确定产线布局,完成自动化硬件产线的搭建。
多数企业采用“先产线、后信息化”的建设模式,在自动化产线建成后,再配套搭建MES、数据采集、数字孪生等信息化系统。这也是目前行业主流建设方式,但该模式存在显著弊端,会造成产线硬件与信息化系统脱节,各类软件仅能完成基础的数据上传与设备采集工作,无法深度赋能生产。
由于产线工艺、生产流程在建设后已完全固化,采集的生产数据仅可用于展示查询,无法反向优化生产模式、提升生产效率。这导致自动化与信息化融合流于表面,难以释放数字化系统的赋能价值,也无法充分挖掘产线潜在产能。
行业普遍遵循“不在落后工艺上做自动化、不在落后管理上做信息化”的建设准则。自动化升级会倒逼生产工艺优化,对产品制造、装配精度、物料一致性及设计可制造性提出更高标准;而信息化建设也对企业综合管理能力提出更高要求。
自动化产线是生产制造的硬件基础,而数字化信息化管理才是打造智能车间、智能工厂的核心核心。只有适配企业实际需求的信息化体系,才能让自动化、柔性化产线发挥出最大效能。
因此,企业想要实现智能工厂转型、激活产线与数字化系统的实际价值,必须重构建设思路,将信息化规划工作前置,实现信息化与自动化同步规划、协同建设、互补优化,彻底解决二者割裂独立、相互掣肘的行业痛点。
本文以制造业常用的CNC柔性加工单元为案例,简要阐述数字化智能产线的建设思路与实施要点。
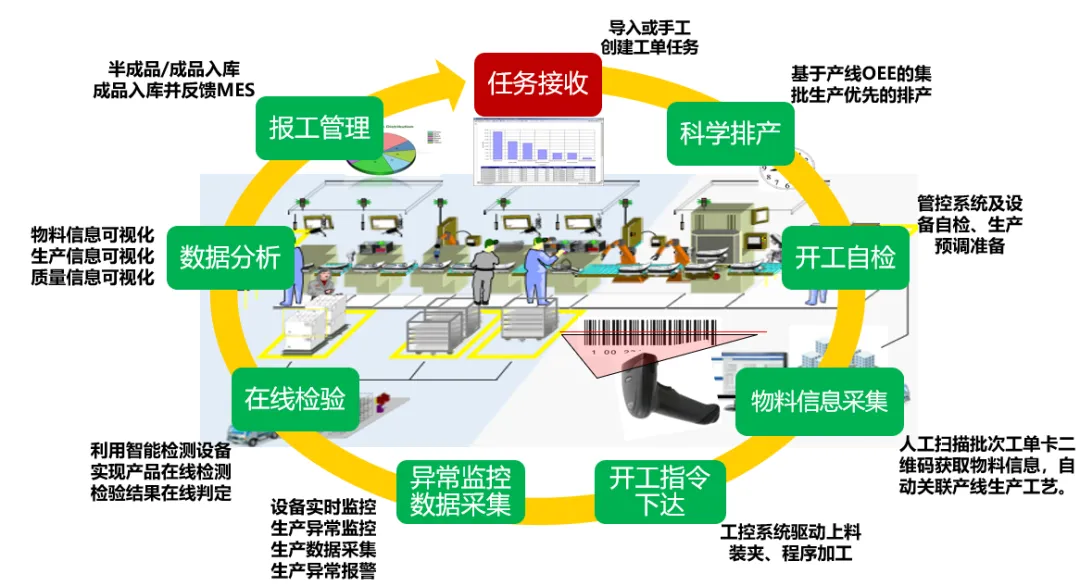
2、智能柔性自动化生产线建设思路
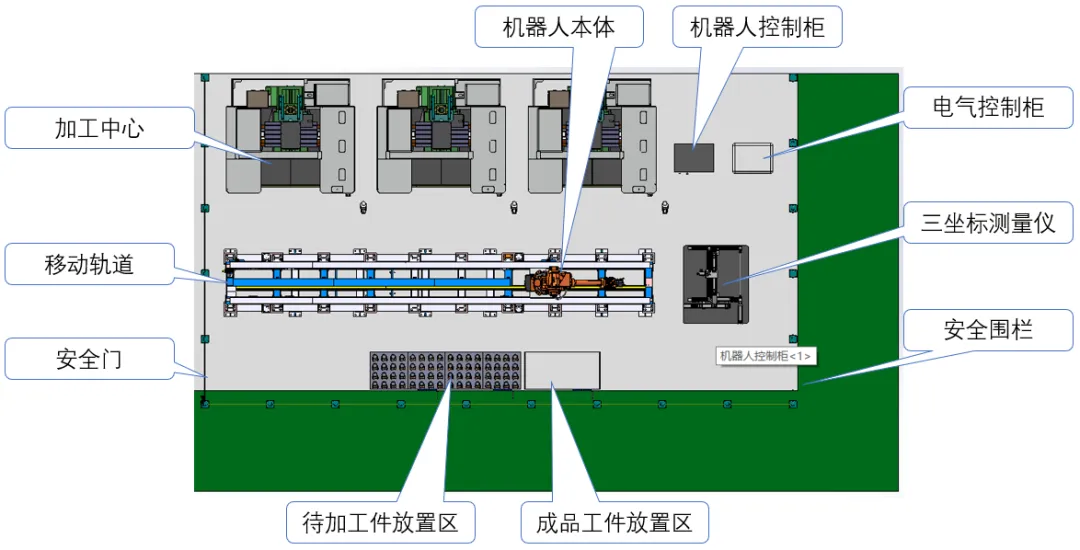 柔性自动化生产线(加工单元)示意图
柔性自动化生产线(加工单元)示意图
典型CNC柔性加工单元,主要由七轴搬运机器人、三台加工中心及三坐标检测设备组成。传统自动化建设仅对各类标准设备做简单集成,通过横向并联组合加工中心,形成矩阵式生产布局,虽相较于单台设备提升了整体产能,但仅为设备的简单叠加,设备综合效率OEE未得到本质改善,生产准备、换产、物料等待等无效工时问题依旧存在。
生产效率与柔性能力是评定自动化产线性能的两大核心指标,二者相互关联、相互制衡。因此,柔性加工单元需在建设初期开展整体统筹规划,依托数字化手段实现全流程纵向管控,达成自动化与信息化深度融合。在硬件设备效能充分利用的基础上,借助MES、数据采集、仿真、WMS等信息化系统,全方位提升产线整体运行效能。
产线柔性制造的核心,是依托单条产线,通过设备兼容适配、工装快速切换等方式,完成同工艺、相近尺寸的多品类产品加工与装配,实现多品种柔性化生产。
军工、航空航天等行业普遍存在小批量、多品种的生产特点,这也让快速任务响应、高效换产、生产状态实时监控、数据反向赋能生产等成为柔性产线建设的核心难题。加工设备的固有产能固定,设备集成仅能整合生产资源,唯有通过信息化手段优化各类设备等待工时、提升设备利用率,才能最大化释放柔性产线的生产潜力。
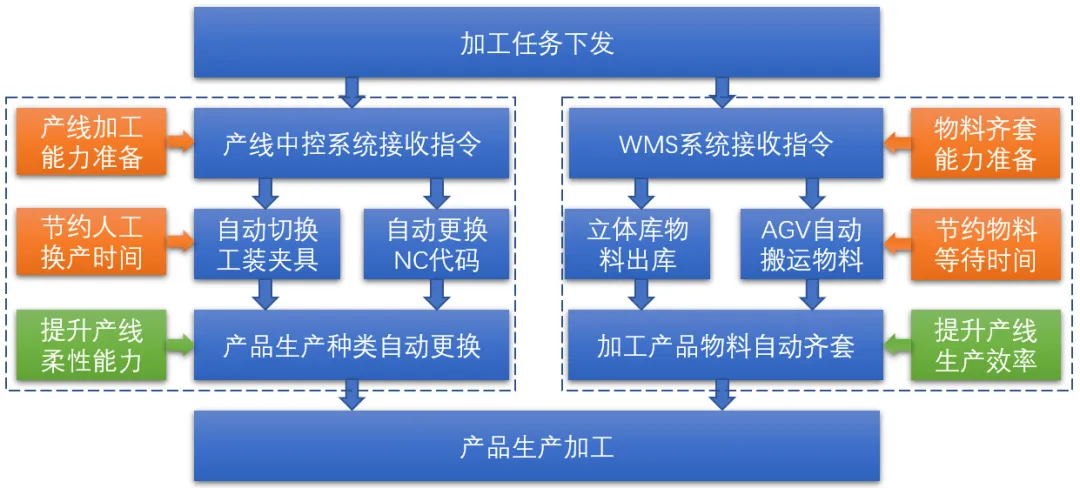 柔性产线快速换产流程示意图
柔性产线快速换产流程示意图
生产线综合柔性不只体现在可生产产品品类,更取决于快速换产能力。若换产工作量大、耗时久,柔性基本等同于无;而产线生产效率除设备产能与生产节拍外,还涵盖物料配送效率,物料供应滞后会直接导致产线停工,生产效率归零。
柔性产线管控系统依托自上而下一体化管理架构,打通 MES、产线中控、WMS 等系统数据链路。以加工任务下达为源头,自动派发生产工单,同步联动产线完成夹具切换、NC 程序调取,协同仓储系统完成物料配送,依托数字化手段优化产线柔性与产能指标,全面提升整体生产水平。
该系统可与产线下位机控制单元深度集成,自动解析生产任务并生成加工数据,依据不同产品动态匹配对应工艺文件与控制指令,通过数据接口下发至下位机,高效完成产线加工切换与柔性生产作业。
 生产流程管控示意图
生产流程管控示意图
该系统实现生产执行管控的同时,将生产线内各单元实时生产数据、零件质量信息数据传递到信息系统的后台数据库内,为企业管理决策者提供了实时准确的数据,将现场自动化生产线与上层管理信息系统 MES 或者 ERP 实现了有机联结,实现实时信息交互。
柔性生产单元生产管控系统总体架构设计分为三层,如下图所示:
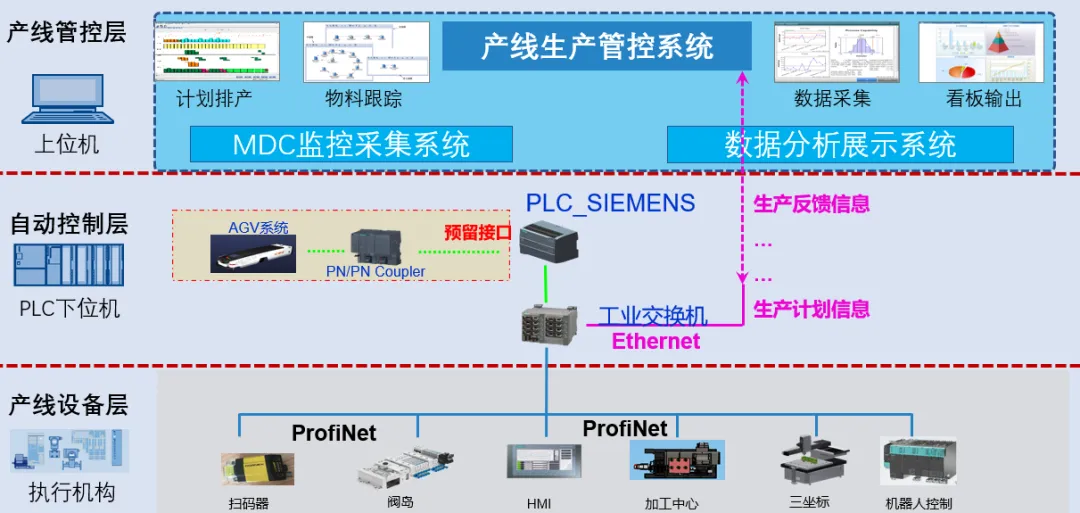 柔性生产单元自治生产管控系统架构示意图
柔性生产单元自治生产管控系统架构示意图
系统最底层为生产设备层,是对生产线上所有的设备、设施及辅助机构进行设备互联和执行下位机命令控制的基础通讯层。
系统中间层是产线控制层,负责承担产线接收上位机生产指令和自动控制执行各设备单元机构使能动作部分。
系统顶层是柔性生产单元生产管控层,与车间级 MES 系统或 EPR 系统实现生产计划业务对接,可接收厂级生产计划任务和生产准备信息,通过生产管理系统自有的简单排产功能,实现产线的科学排产和生产排班,并通过过任务号信息自动查询产线产品加工基础库中对应产品信息(如型号、规格、程序、工装、夹具、刀具、工艺路线等),自动匹配该产品产线制造工艺,实现产线生产任务的自治管理与自动生产。
综上所述,生产线管控系统是维持生产线正常运行的核心组成部分,是保证产线高效率、高柔性运转的核心保障,通过数字化业务管控、工业总线控制、实时通信等技术将生产线上各个分散独立的设备设施连成能进行相互通信、工业互联的整体单元,利用总线控制对生产线任务进行管理和规划,对资源进行全局调度,形成信息流闭环反馈机制,确保生产指令的精确执行,从而确保整个生产线的正常运行。
3、基于数字孪生技术的智能生产模式
随着企业数字化与智能化建设的不断完善,由多种信息化手段共同作用形成的数字孪生解决方案已经逐渐成为智能车间建设的重要手段。使用数字孪生技术对车间进行整体数字化升级不仅仅是将现实投影进入虚拟世界,而更多的是需要通过虚拟世界的模型、数据和算法进行优化、迭代,对现实状态进行预测,从而通过虚拟世界对现实世界产生影响,为真实车间以及工厂的生产提供优化分析和调度指挥。
数字孪生技术最重要的作用是以虚拟影响现实,数据推动生产。为了实现这项目标,在自动化生产线规划建设初期,就应该以数字孪生为重要技术手段,共同进行产线自动化与信息化的融合规划,若仍按照先进行自动化产线建设,后进行产线数字孪生实现模式进行建设,所面临的最大问题是:产线硬件设备采购、布局已经完成,PLC 控制系统编程、调试也已经固化,那么即使通过数字孪生技术对产线进行了虚拟化构建,产生的数据也无法对现有产线产生较为明显的正向影响。
4、结束语
数字化智能柔性生产线的建设是一个综合性的系统工程,传统的以集成各种设备、打通工艺流程的建设方式已经不满足现阶段柔性化、数字化乃至智能化的车间建设要求。
只有站在一个全新的高度,以闭环的管理模式,先进的信息化技术手段为依托,统筹规划例如仓储、物流、搬运、工艺、生产以及成品转运等设备,从产线、车间乃至工厂的方案规划初期就进行自动化与信息化的深度融合、统一设计,才能使二者发挥最大的效用,使企业不仅仅是建设成几条自动化生产线去满足生产需求,而是打造成真正“多线一体,统一管控”的数字化智能柔性生产线。
The End