
塑料瓶生产线,在机械设计领域是一项高度集成的系统工程。它不仅仅是单一设备的拼凑,而是需要将注塑、吹瓶、灌装、封口等多个工艺环节通过精密的机械结构与自动化控制系统完美融合。
1. 核心工艺路线与设备布局
塑料瓶生产线的机械布局主要分为“直线式”和“旋转式”两种,设计时需要根据产能需求和场地进行权衡:
旋转式一体机(高速、紧凑):集吹瓶、灌装、旋盖于一体。通过伺服同步控制技术,确保各单元无缝衔接,单线产能极高(例如500ml瓶型可达24000瓶/小时),且占地面积小,适合大规模饮料、水生产。
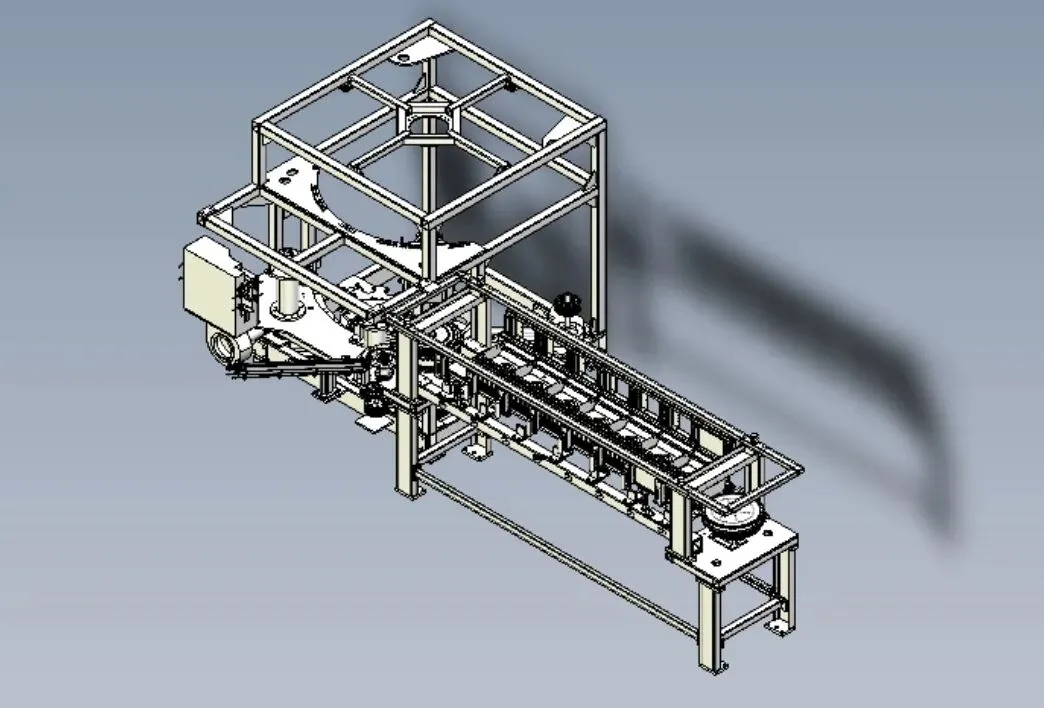
直线式一体机(灵活、易维护):将注塑、吹瓶、灌装、封口模块在直线方向上依次排布。其机械结构相对简单,各工艺环节干涉少,产量可以通过增加成排模具数量成倍提升,非常适合中等规模或需要频繁更换瓶型的生产线。
2. 关键机械模块设计
一条完整的自动化生产线通常包含以下核心机械子系统:
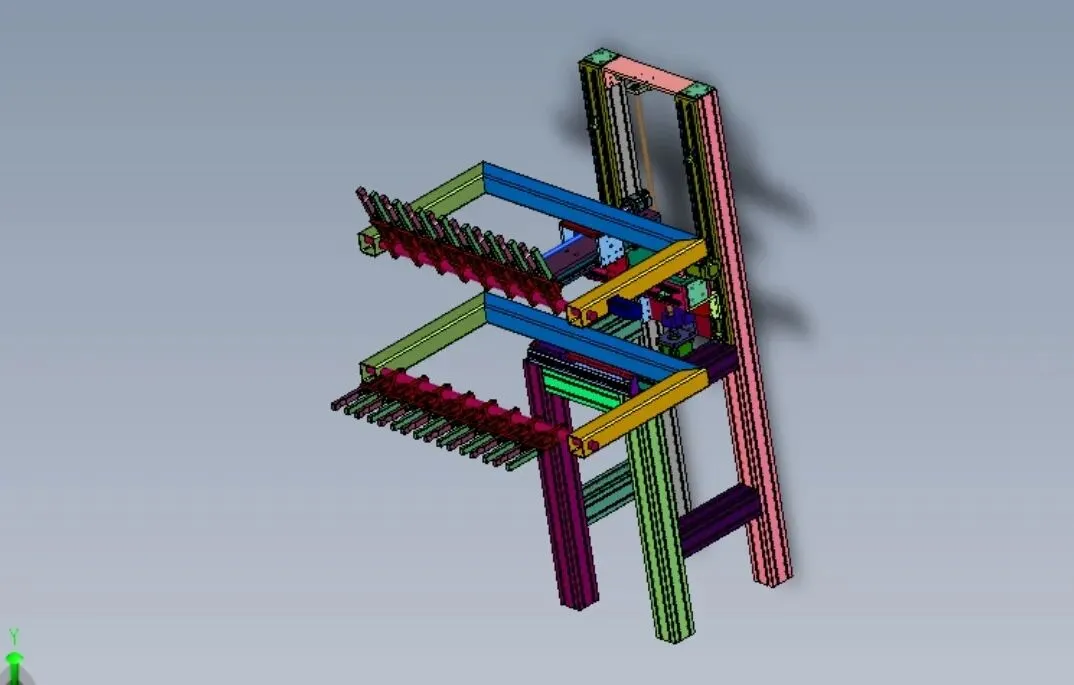
瓶胚成型与预热系统:
注塑/上料:如果是从塑料颗粒开始,需要设计注塑模块(包含料斗、螺杆、加热装置及坯模组件),将原料直接制成瓶胚。
预热机构:瓶胚需通过红外加热炉或循环热风系统加热至特定延展温度。机械设计上需保证加热均匀,并配备精密的瓶胚夹持与传输机构。
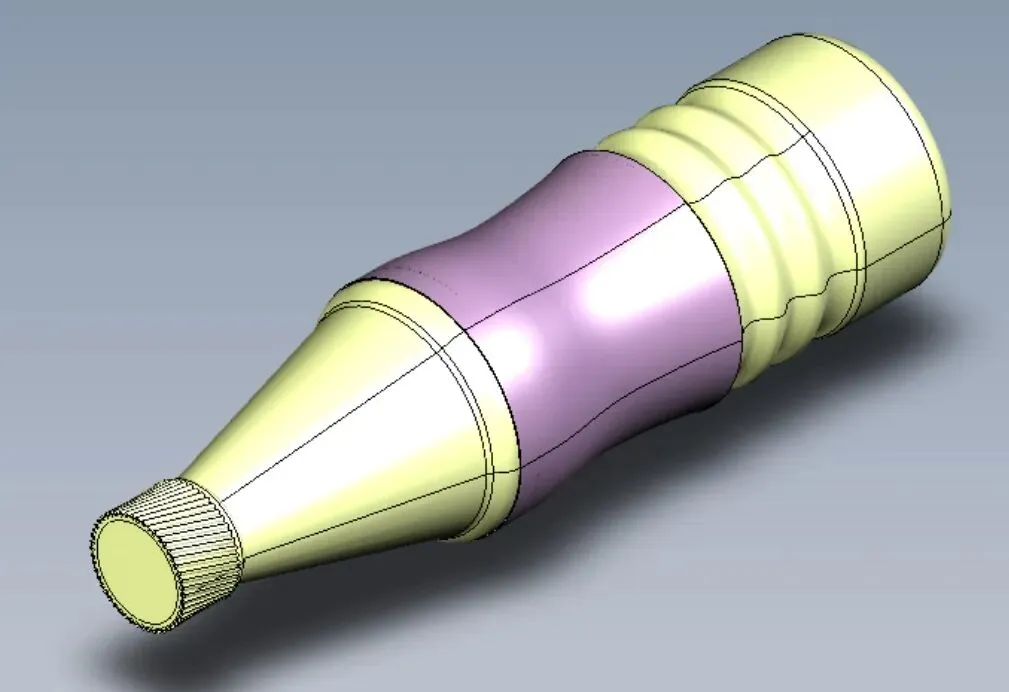
吹瓶成型系统:
核心在于拉伸与吹气。机械手臂将软化的瓶胚拉伸至所需长度,随后通过高压空气将其吹胀贴合模具内壁。模具通常采用进口镁铝合金经多轴精密加工,以保证轻量化与高精度。
灌装与封口系统:
灌装:常采用气动隔膜阀或夹管阀控制流量,实现无瓶不灌装的精准计量。在医药或高端饮料领域,还需设计充氮装置和无菌隔离间。
封口:根据瓶盖类型,设计旋盖头(用于螺旋盖)或热熔焊盖机构(用于医用软瓶)。机械结构需具备缺瓶不送盖、无盖不加热的智能感应功能。
辅助与后道包装系统:
理瓶与输送:对于非联线生产的散瓶,需设计高速理瓶机。利用转盘离心力、同步轮夹持及钩瓶杆等纯机械结构,将杂乱的空瓶自动扶正并拉开间距,平稳送入产线。
贴标与包装:包括吹干机、贴标机(如涂胶系统)、自动装箱机及码垛机器人等。
3. 智能化控制与节能设计
现代塑料瓶生产线的机械设计离不开先进的控制与节能理念:
伺服同步控制:全线采用伺服控制器与变频器(如西门子PLC、丹佛斯变频器),实现毫秒级响应。这保证了拉伸杆运动与高压吹气的同步协调,能精准控制不同克重瓶子的成型参数。
节能气路与热能回收:设计创新的气路回收系统,将吹瓶后的废气增压回收用于预吹环节,可减少30%-40%的压缩空气用量;加热炉采用陶瓷板储能技术,有效降低热能损耗。
人机交互与模块化:配备大尺寸触摸屏,实时监控数十项传感参数。机械结构采用模块化设计,使得更换模具(如从0.25升切换至2升瓶型)能在半小时至一小时内快速完成。
4. 卫生与洁净度设计
针对食品、饮料及医药行业,机械设计的卫生标准极高:
材质选择:所有与物料接触的部件必须采用优质不锈钢(如SUS304)。
防污染设计:采用机械手无接触取坯送瓶,避免二次污染;配备离子气除尘及CIP(原位清洗)系统,确保瓶内洁净度。
无菌环境:高端产线会设计层流罩,构成无菌密封空间,容纳注塑、吹瓶及灌装封口模块。
