

《特种铸造及有色合金》官方微信




1
导读
镁合金是公认的“21世纪绿色工程材料”,但其活泼的“性格”让成形过程充满挑战。半固态压铸技术,特别是近年来蓬勃兴起的注射成形工艺,正为镁合金的工业化应用开辟一条高效、安全、优质的新路径。这项技术如何将金属“浆料”转化为汽车轮毂、电驱壳体等关键构件?本文将带您一探究竟。
2
导读
在“双碳”目标驱动下,轻量化已成为制造业的核心命题。镁合金作为最轻的金属结构材料,密度仅为铝合金的2/3,凭借高比强度、高阻尼等特性,在汽车、3C电子、航空航天等领域应用广泛。然而,镁的晶体结构决定了其塑性加工困难,当前大部分镁合金零件仍依赖铸造生产。
传统液态压铸虽能实现高效成形,但金属液在充型过程中易产生飞溅、卷气等缺陷,影响铸件致密度与力学性能。正如南昌大学刘勇教授团队在综述中指出的,半固态压铸技术具有显著优势:固-液共存的浆料可降低凝固收缩率,实现近净成形;浆料温度更低,能减少热冲击以延长模具寿命;非牛顿流体特性使充型更平稳,减少卷入性缺陷;球形或近球形晶粒更有利于提升铸件力学性能。
近年来,半固态注射成形技术的突破,更将这一工艺推向工业化前沿。该技术无需金属熔炼与保护气,生产流程大幅简化,被认为是“唯一适用于工业大规模生产的半固态成形方式”。从笔记本电脑外壳到新能源汽车电驱系统,再到全球首例半固态注射成形镁合金汽车车轮,这一技术正加速从实验室走向规模化应用。
近日,南昌大学刘勇教授团队发表了综述文章《镁基材料半固态压铸成形研究进展与展望》。该文系统概述了镁基材料半固态压铸成形的方法和工艺,总结了流变成形与触变成形两大类技术路线,重点介绍了近年来蓬勃兴起的注射成形工艺,并详细分析了成形过程中常见缺陷的产生机理与解决方法,最后对半固态压铸镁基材料的工业化应用现状及未来发展趋势进行了展望。全文发表于《特种铸造及有色合金》2026年第46卷第4期。
3
研究亮点与研究方法
本综述从材料、装备、工艺、缺陷控制及工业化应用等多个维度,全面透视了镁基材料半固态压铸成形技术的研究进展。文章系统梳理了两种技术路线,即直接将金属液冷却制浆的流变成形,以及将固态坯料或颗粒加热至半固态区间再成形的触变成形;重点聚焦半固态注射成形这一当前工业化应用的热门工艺,通过引证大量力学性能数据、微观组织表征及商业化应用案例,清晰呈现了该技术从“实验室探索”到“规模化生产”的发展脉络,为行业提供了兼具学术深度与工程参考价值的全景式综述。
4
主要内容解读
制浆方法:半固态成形的“头道工序”
半固态成形的关键在于制备高品质浆料。综述将制浆方法分为流变浆料和触变浆料两大类。流变成形中的搅拌法、冷却通道法等,通过在金属液凝固过程中施加剪切力或激冷作用,获得具有近球形初生固相的浆料;触变成形则需预先制备具有非枝晶组织的坯料,再加热至半固态区间成形,其核心在于通过应变诱导、等温热处理等手段获得均匀细小的球形晶粒。
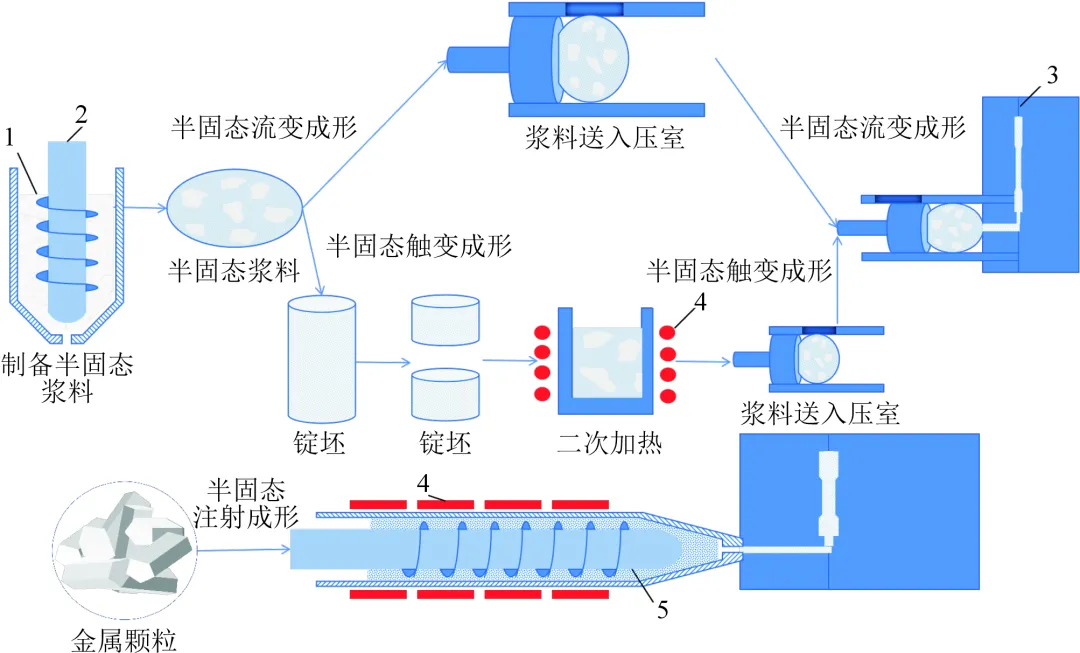
图1 半固态成形方法示意图
1.浆料 2.搅拌装置 3.压铸装置 4.加热元件 5.螺杆
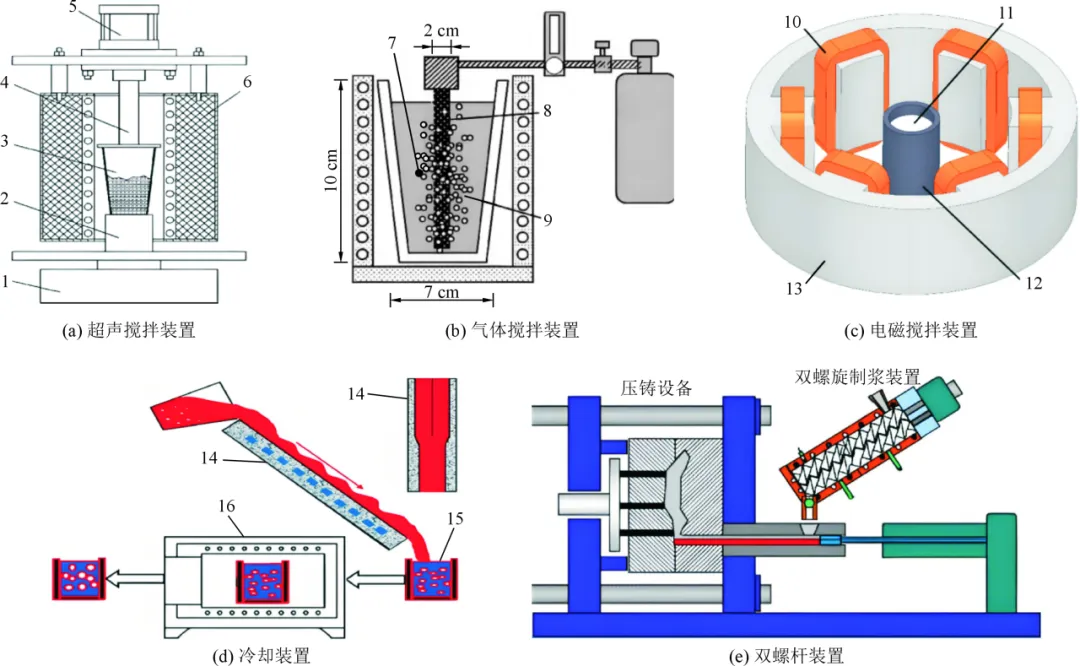
图2 半固态流变成形制浆装置
1.超声发生器 2.超声振动器 3.金属杯 4.顶杆 5.气缸 6.加热炉 7.热电偶 8.多孔石墨 9.氩气 10.电磁线圈 11.金属液 12.坩埚
13.外壳 14.流道 15.收集坩埚 16.恒温保温炉
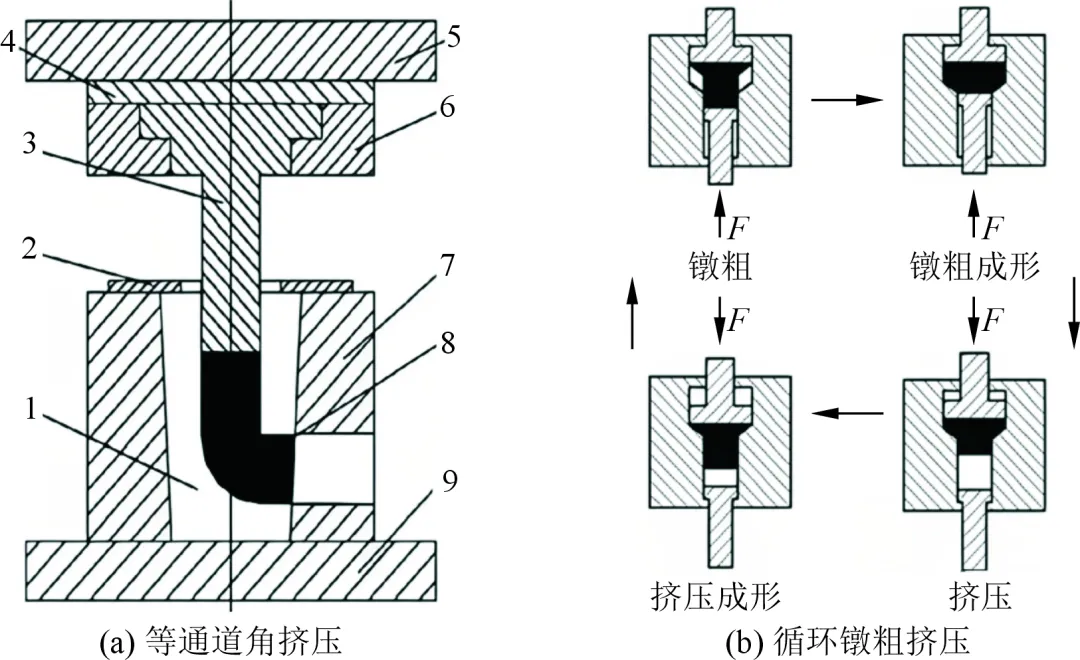
图3 坯料变形处理示意图
1.凹模 2.压板 3.凸模 4.垫板 5.上模板 6.安装板 7.模座
8.铸锭 9.下模座
成形工艺:温度、速度与压力的协同调控
半固态压铸的工艺参数直接影响铸件质量。研究显示,浆料温度决定固相率,温度过低易导致充型不良,温度过高则丧失半固态优势;压铸速度对气孔和氧化夹杂的影响最为显著,应在保证充型的前提下适当采用低速度;模具温度需精准控制以兼顾充型能力与生产效率;铸造压力则通过促进形核、细化晶粒来提升力学性能。
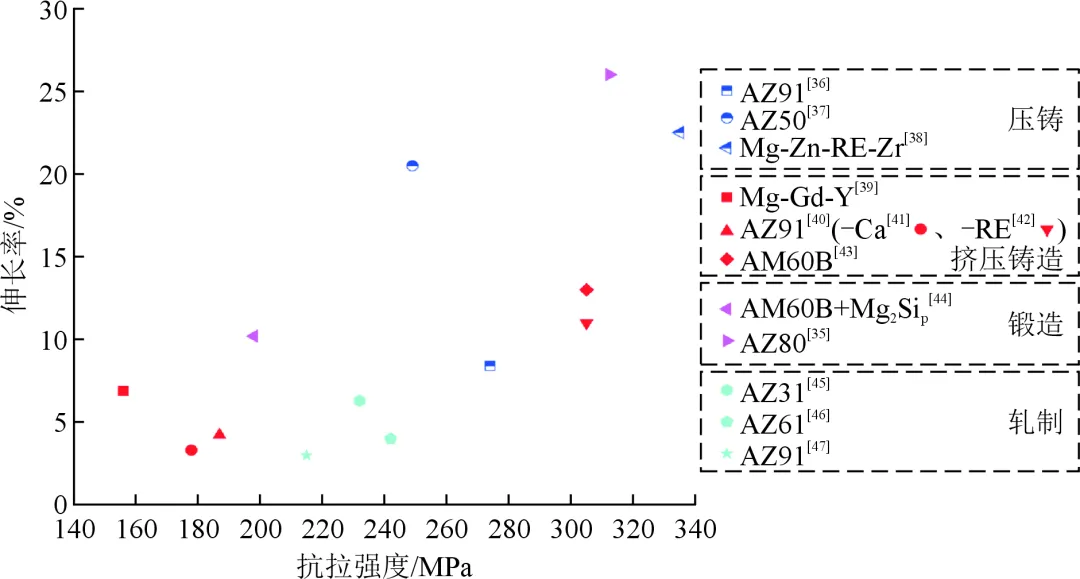
图4 不同半固态铸造状态零件力学性能对比
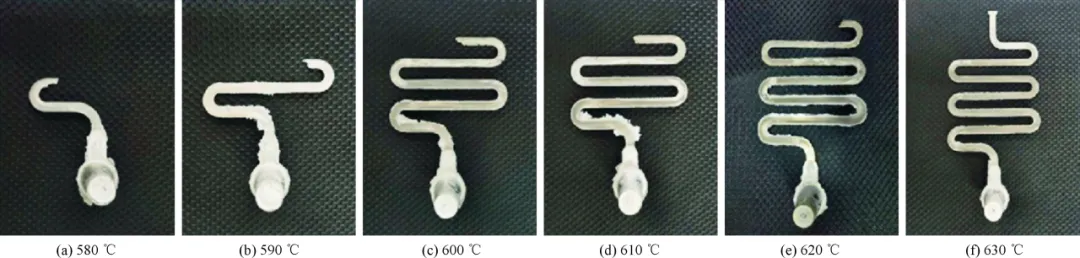
图5 不同注射温度AZ91浆料流动性
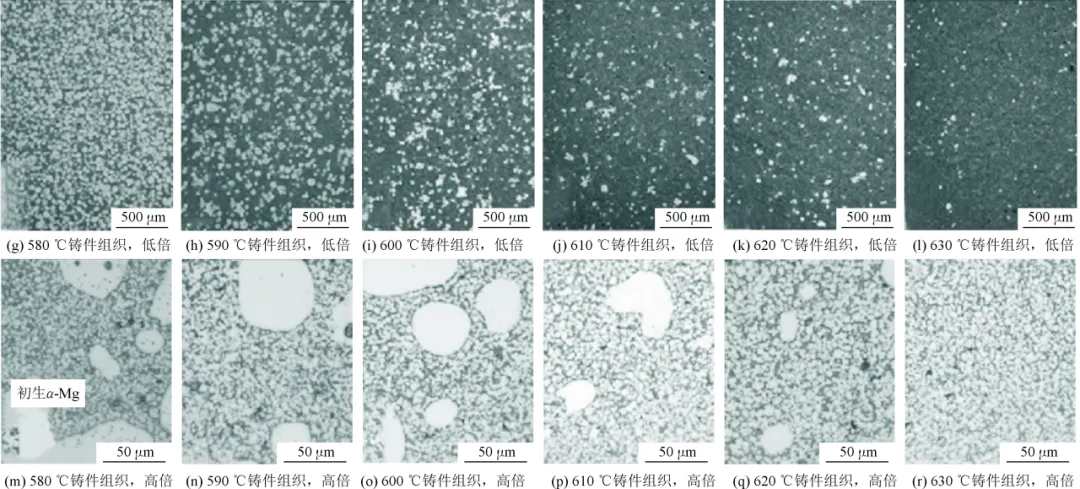
图6 不同注射温度AZ91铸件组织形貌
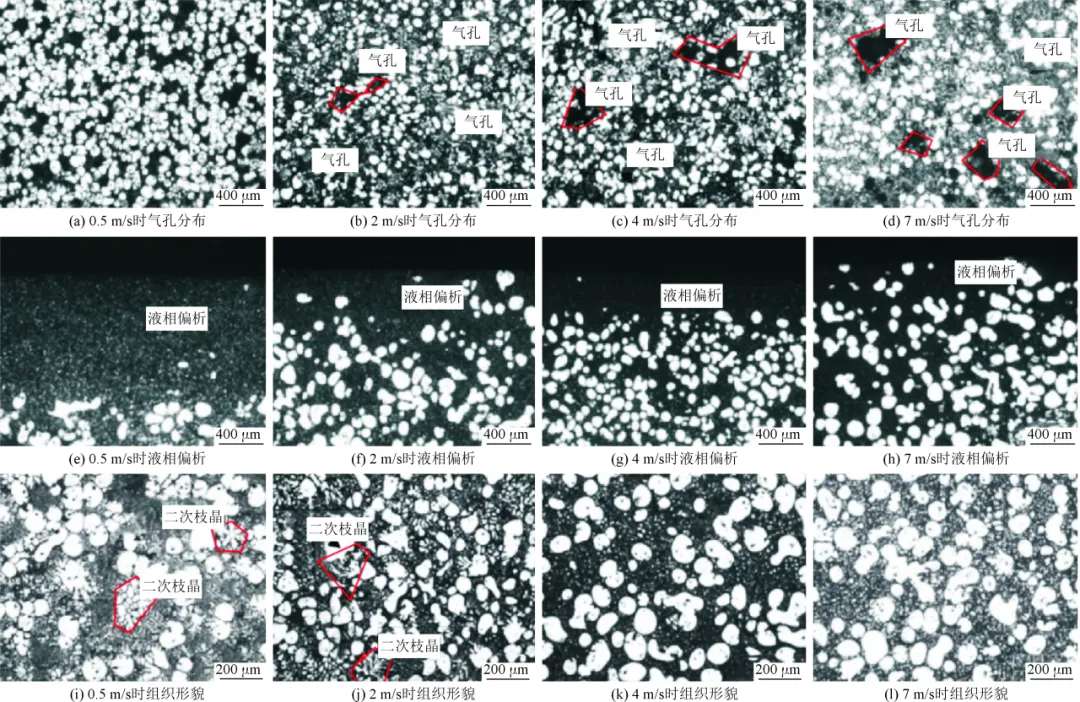
图7 不同压铸速度流变成形AM60镁合金缺陷

注射成形:从“注塑”到“注镁”的技术飞跃
半固态注射成形是综述的重点。该工艺将镁合金颗粒直接送入加热筒,经剪切作用制备浆料后高速注射成形,兼具安全、环保、高效等优势。AZ91镁合金因其优异触变性成为主流原料,同时以碳纳米管、SiC等为增强体的镁基复合材料注射成形研究也取得重要进展,实现了强度与塑性的协同提升。
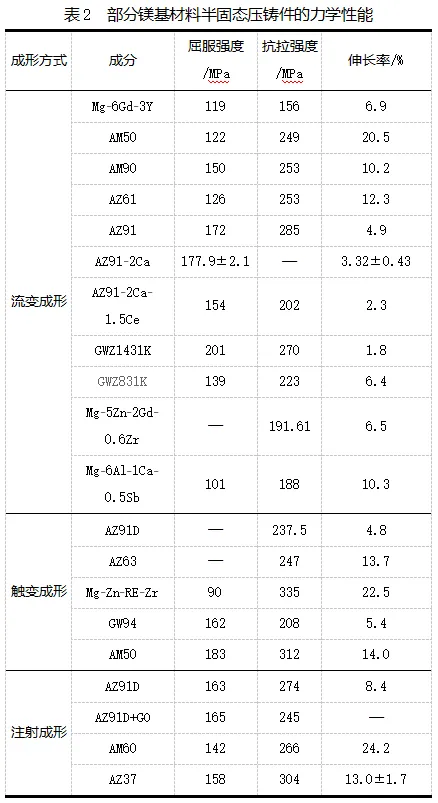
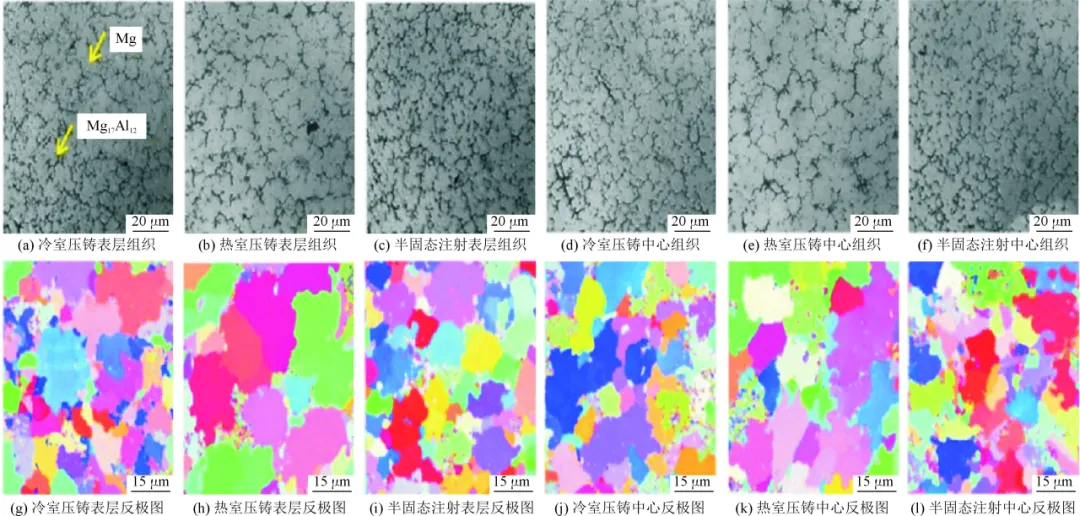
图8 不同铸造工艺AZ91镁合金显微组织和反极图
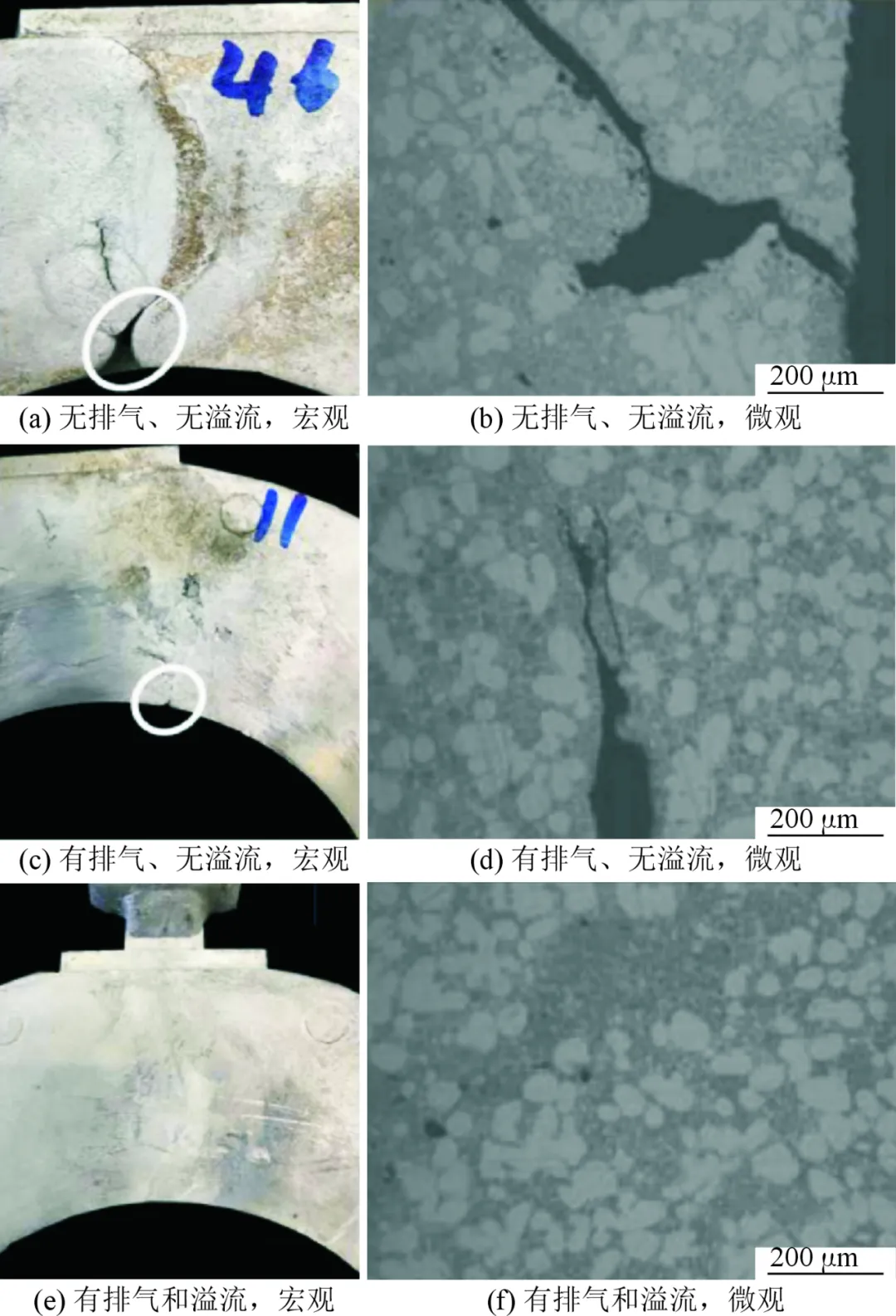
图9 溢流和排气对焊合形貌的影响
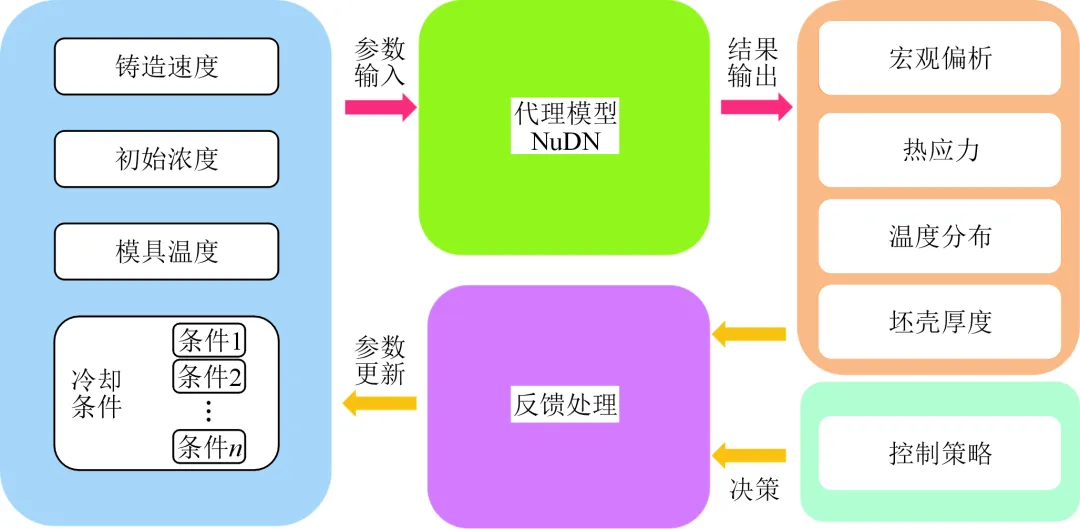
图10 机器学习在铸造工艺中的应用
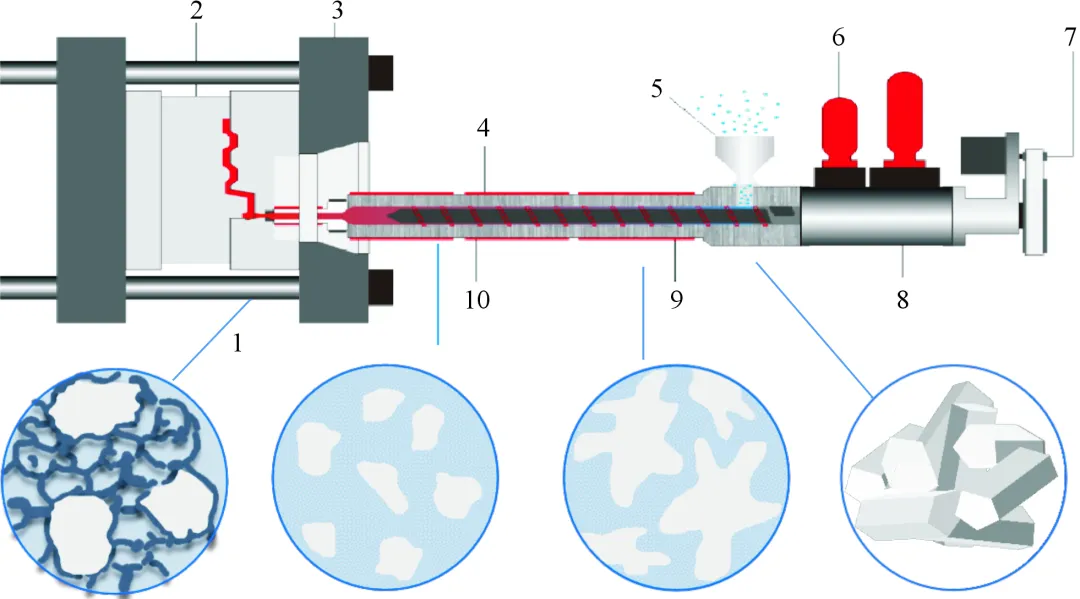
图11 半固态注射成形工艺原理图
1.喷嘴 2.模具 3.模锁系统 4.料筒 5.料斗 6.蓄能器
7.储料系统 8.高速射出装置 9.加热器 10.螺杆
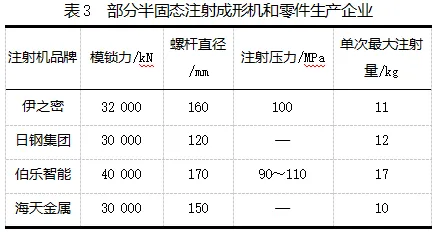
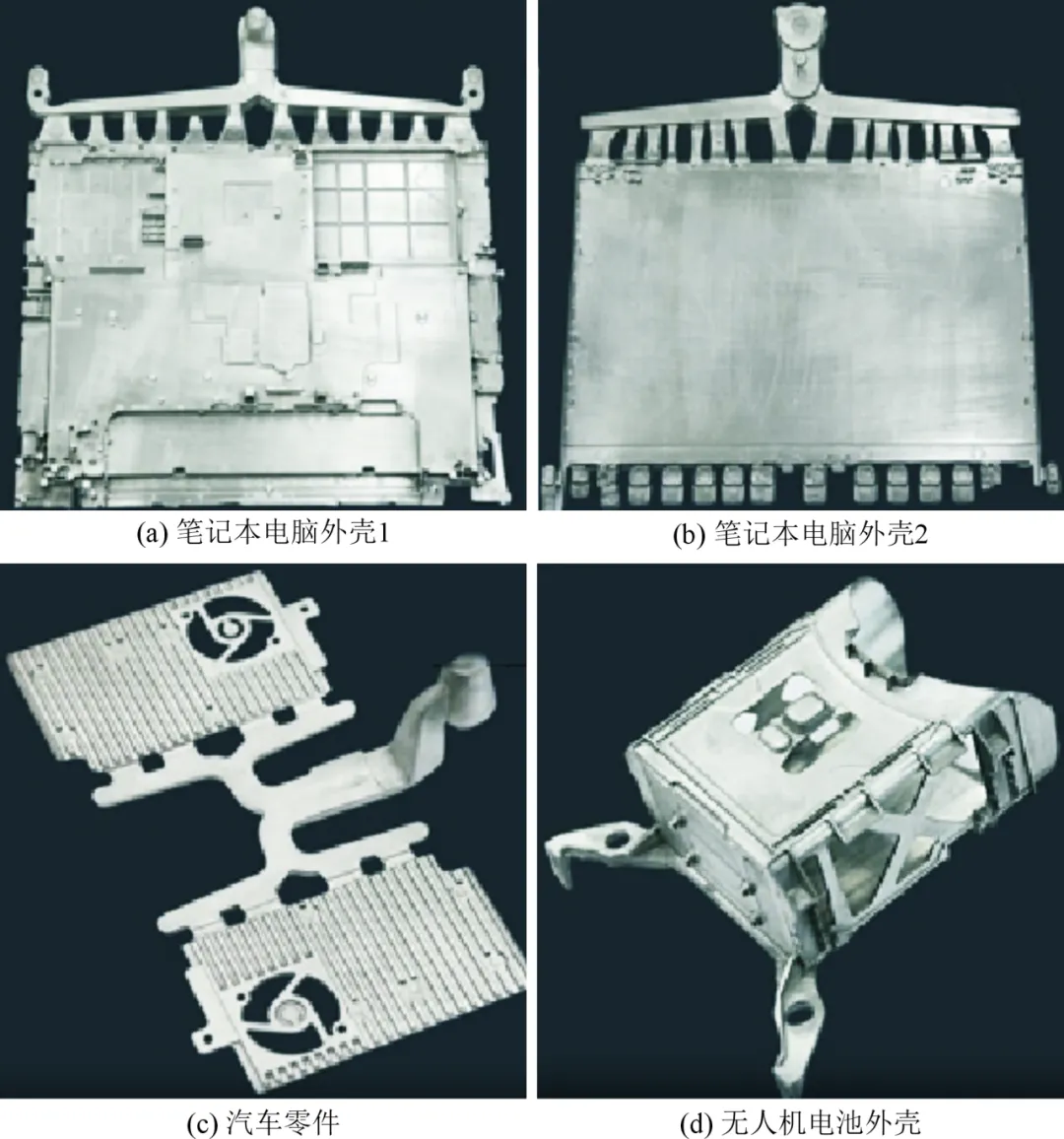
图12 注射成形镁合金零件
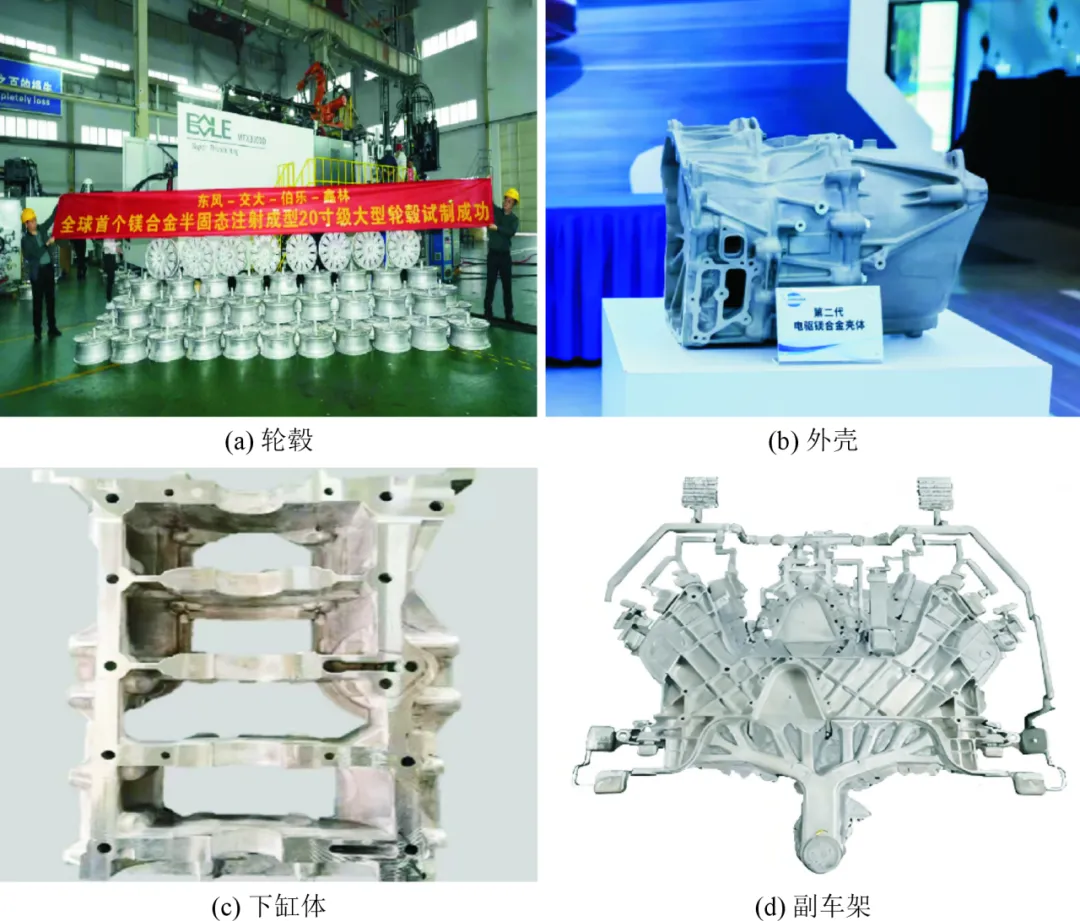
图13 注射成形大型镁合金结构件
缺陷与工业化:从问题诊断到应用落地
综述系统归纳了孔隙、冷隔、偏析等常见缺陷的形成机理与控制策略,如降低压铸速度可减少气孔、设置排气口可改善焊合质量等。在工业化应用层面,伊之密、力劲、伯乐智能等企业已推出超大型注射成形装备,全球首例半固态注射成形镁合金汽车车轮的成功试制,标志着大型结构件生产取得关键突破。
5
主要结论
半固态压铸成形,特别是注射成形技术,是镁基材料实现高效、优质、规模化生产的关键路径。半固态浆料的固-液共存特性赋予其充型平稳、缺陷少、组织均匀等优势,而注射成形通过简化流程、提升安全性,正推动镁合金在新能源汽车、3C电子等领域的产业化应用。当前,该技术正处于从“小规模研究探索”到“大规模产业应用”的关键转型期,未来需在材料体系拓展、工艺参数精准调控、大型结构件一体化成形等方面持续攻关,以满足日益增长的轻量化制造需求。
6
本文引用格式
中文:吴贝,熊京鹏,谷立东,等. 镁基材料半固态压铸成形研究进展与展望[J]. 特种铸造及有色合金,2026,46(4):496-507.
英文:WU B, XIONG J P, GU L D, et al. Research progress and prospects of semi-solid die-casting forming of Mg-based materials[J]. Special Casting & Nonferrous Alloys, 2026, 46(4): 496-507.
扩展阅读:欢迎登陆www.special-cast.com,阅读、下载、引用《特种铸造及有色合金》期刊上发表的论文。
“我是#特种铸造及有色合金 的AI小铸手,您有任何问题都可以问我哦”
编辑/排版I 江姗
校对I 刘晨辉
审核I 张正贺
商务合作I?商务合作联系方式
点击关键词 进入相关合集



















公众号投稿、转载、推广
联系方式:18064036940(微信同号)
投稿邮箱:tzzzjs@special-cast.com
请注明投稿或合作哦!
