钣金箱体自动化成型单元
此单元负责将金属卷材或板材加工成合格的电箱箱体,是整个生产线的起点。
核心设备:
- 开卷校平机: 自动上料,将金属卷材展开并校平。
- 伺服送料系统: 高精度伺服电机驱动,确保送料精度。
- 多工位冲压/去角单元: 集成多套模具,同步完成箱体的冲孔、去角、压筋等工序。
- 高精度冷弯成型主机: 通过多组成型轧辊,将板材连续滚压成预设的箱体轮廓。
- 定尺切断与自动折框机: 将成型后的箱体按设定长度切断,并自动折叠成封闭框架。
工艺流程:
金属卷材上料 → 自动校平 → 伺服精准送料 → 多工位同步冲压 → 冷弯连续成型 → 自动折框 → 定尺切断 → 箱体下线设计要点:
- 高度集成: 将传统分散的下料、冲压、折弯工序整合为一条连续生产线,效率提升3-5倍。
- 快速换型: 采用快换模具设计,可在2小时内完成不同规格(如100x100mm至800x600mm)箱体的生产切换,满足多品种小批量的柔性生产需求。
- 精度保证: 全程伺服控制,尺寸公差可控制在±0.5mm以内,确保后续装配的便利性。
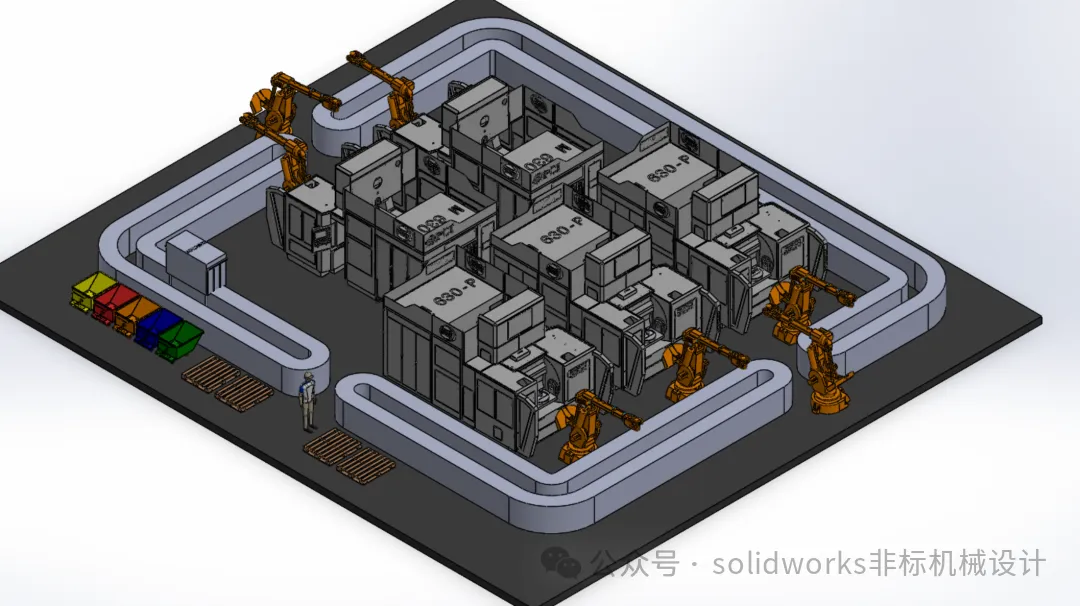
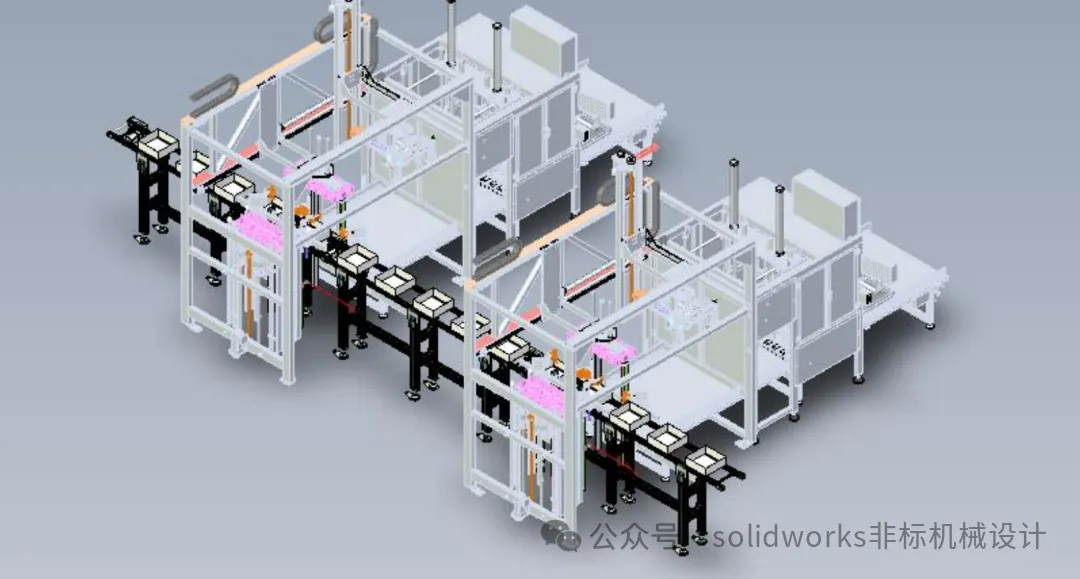
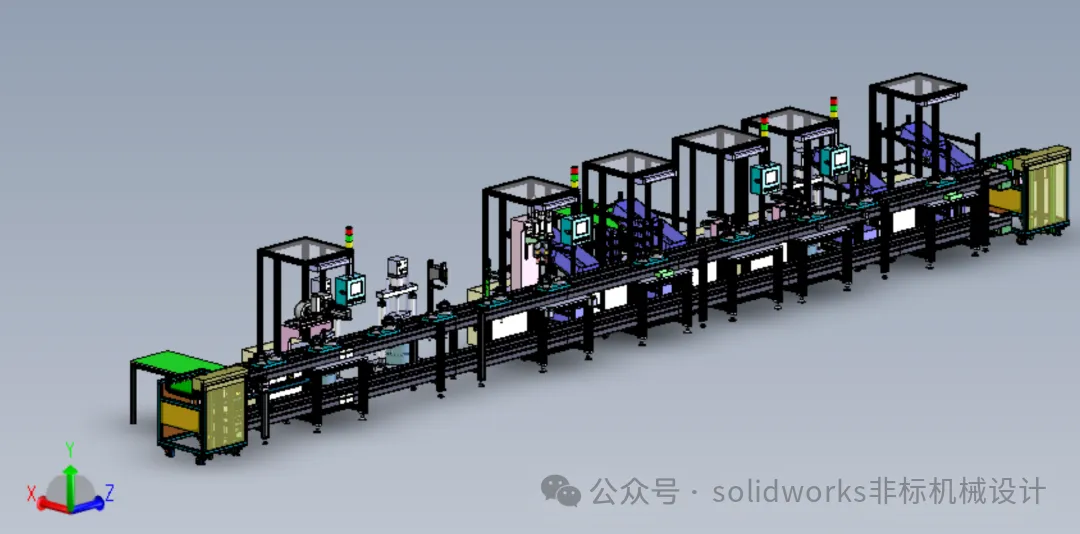
机器人柔性装配单元
此单元是自动化程度最高的部分,负责将断路器、接触器、铜排、线束等电气元件装配到箱体中。
核心设备:
- AGV/AMR物流系统: 采用激光SLAM导航的AGV小车,根据MES指令,将成型好的箱体从钣金单元自动搬运至装配线入口,并在各工位间流转。
- 六轴协作机器人: 配备快换夹爪和力觉传感器,负责抓取和安装各类电气元件。
- 智能供料系统: 包含振动盘、物料塔、自动线束供给装置等,确保机器人能持续、准确地获取物料。
- 自动拧紧/接线工具: 集成在机器人末端,可自动完成螺丝的拧紧和端子的压接,扭矩和位置数据实时上传。
工艺流程:
AGV运送箱体至装配工位 → 视觉系统定位箱体 → 机器人A抓取断路器并安装 → 机器人B安装端子排 → 机器人C进行铜排布线与固定 → 机器人D进行线束插接 → 自动拧紧工具完成所有紧固作业设计要点:
- 人机协作: 在复杂装配环节(如异形线束整理)可设置人机协作工位,由人工辅助,机器人完成重复性高的操作。
- 视觉引导: 在每个装配工位部署高分辨率视觉传感器,引导机器人进行精确定位,补偿箱体和元件的制造公差。
- 柔性化: 机器人程序与MES系统联动,可根据不同产品型号的BOM(物料清单)自动切换装配程序。
智能物流与检测单元
此单元贯穿整个生产流程,负责物料流转、过程监控和最终品质把关。
来料检测 (IQC):
- 在钣金单元入口和装配单元入口设置检测工位。
- 钣金来料: 使用机器视觉检测板材表面是否有划伤、锈蚀,并用激光测距仪抽检厚度和尺寸。
- 电气元件来料: 通过扫码枪或视觉系统核对物料型号、批次,并与MES工单进行比对,防止错料。
流动生产线:
- 采用脉动式生产线设计。AGV将箱体从一个工位运送到下一个工位,在每个工位停留固定节拍时间进行作业,然后自动流转。这种方式兼顾了流水线的效率和柔性线的灵活性。
成品检测 (FQC/OQC):
- 外观检测: 机器视觉系统对成品进行360度扫描,检查是否有装配遗漏、螺丝未拧紧、标签错误等问题。
- 电气性能测试: 自动对接测试台,进行绝缘电阻测试、耐压测试、接地连续性测试和基本功能调试。测试数据自动上传至MES系统,与产品序列号绑定,实现“一箱一档”的质量追溯。
- 自动化下料与包装: 检测合格的成品由AGV自动运送到包装区,进行自动套袋、封箱、捆扎和贴标。
中央控制系统 (MES + SCADA)
这是整个生产线的“大脑”,负责调度、监控和数据分析。
- MES (制造执行系统):
- 工单管理: 接收ERP订单,自动排产,并下发生产指令和工艺参数到各设备。
- 物料追溯: 记录所有来料、在制品和成品的流向和信息,实现全流程追溯。
- 质量管理: 收集所有检测数据,生成SPC(统计过程控制)图表,对异常趋势进行预警。
- SCADA (数据采集与监控系统):
- 实时监控: 在中央控制室的大屏上,实时显示产线布局、设备运行状态(运行、停机、故障)、生产节拍、产量等信息。
- 异常报警: 当设备出现故障或工艺参数超差时,系统自动触发声光报警,并推送信息到相关责任人。
方案预期效益
| 指标 | 预期效果 |
|---|---|
| 生产效率 | 相比传统人工模式,整体效率提升3-5倍,单班产能可达1000-1200台标准箱。 |
| 人力成本 | 整条生产线仅需1-3人进行巡检和异常处理,替代传统10-15人的班组配置。 |
| 产品质量 | 尺寸公差和产品一致性大幅提高,不良率降低至2%以内,实现100%质量追溯。 |
| 生产柔性 | 支持10种以上产品混线生产,换型时间缩短至1-2小时。 |
| 数据驱动 | 实现设备、工艺、质量数据的实时采集与分析,为持续优化提供决策依据。 |