
生产线上要用好双手作业法,重点要放在它到底是什么、具体怎么做、为什么有效、以及如何在不同生产线类型中落地,这才是真正的务实。感谢各位的观看与关注本公众号。
一、双手作业法在生产线中的定义
双手作业法(Two-Handed Work Method)是一种以操作者为中心的动作分析与设计技术,通过科学规划左、右手(有时也包括眼、脚)的动作时序、路线、起止点与相互配合关系,消除动作浪费,实现:
双手同步(同时开始,同时结束)
双手对称(路径、负荷、节奏相同)
双手连续无等待
它典型适用于流水线中的人工工位,如:装配、焊接、锁螺丝、插端子、贴标、目检、包装等。
二、生产线上为什么要强调“双手”?
在流水线节拍强制驱动的背景下,常见问题不是“员工偷懒”,而是:

→ 双手作业法的本质是把人当作“对称高效的执行单元”,而不是一台“半侧身体闲置的机器”。
三、双手作业法的核心方法
1. 绘制双手操作程序图
这是最基础的工具,符号体系如下:

画图规则:
左右手并行纵向排列
用时间刻尺对齐动作
强制标出所有等待与持住
2. 应用动作经济原则

3. 动作改善顺序(ECRS)
Eliminate(取消):等待、持住、空手返回
Combine(合并):双手分别做不同但耗时相近的事
Rearrange(重排):将交替动作改为同步动作
Simplify(简化):设计镜像工装、零件对称放置
4. 设计“双手对称工位”
典型设计:
零件盒左右镜像布置
工具左右对称悬挂
左右手动作路径对称、距离相等
工作台高度允许前臂平行地面
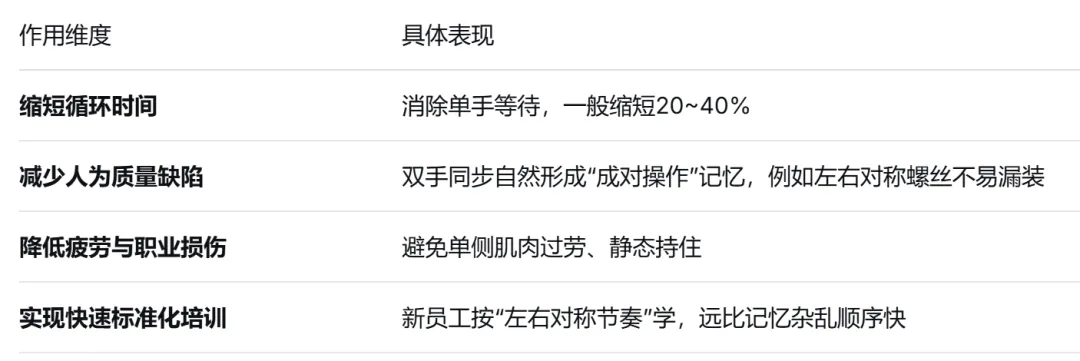
四、双手作业法的作用
五、如何通过双手法真正提高效率?(落地技术细节)
✅ 1. 消除“等待”的三级方案
一级:给等待的手分配新任务(如取下一个零件)
二级:改变供料方式(振动盘、滑槽、旋转料架)
三级:重新拆分工序,合并左右手负荷更均衡
✅ 2. 用“时间差指标”管理
测量左右手最后一次动作结束的时间差
目标:≤0.2秒
若左手快0.5秒 → 增加左手一小项辅助任务
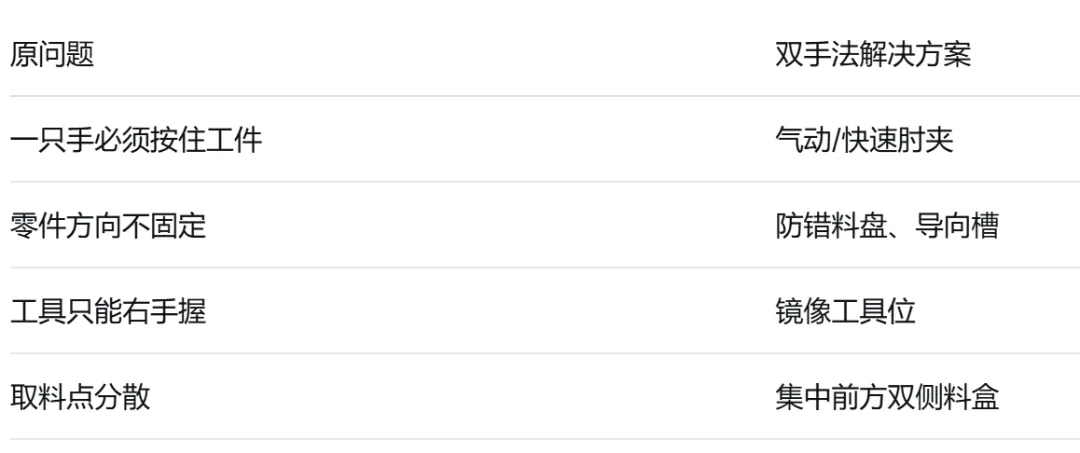
✅ 3. 改造工装以适配双手
而不是让人去适应不良工装:
✅ 4. 将“交替动作”改为“同步动作”
交替:
左手取A → 右手取B → 左手装A → 右手装B
(总时间:4个单位)
同步:
双手同时取A和B → 双手同时装配
(总时间:2个单位)
前提:零件、工位、夹具支持对称操作。
✅ 5. 生产线节拍再平衡
双手法缩短了某一工位的单件时间后,必须:
重新测时
调整线平衡(减少该工位人数,或合并/拆分工序)
六、典型生产线案例对比(清晰说明“提效”逻辑)
案例:小马达转子组装线
改善前
左手:握持转子不动(全程持住)
右手:取磁片 → 装第一片 → 转转子 → 装第二片 → 转转子 → 检查
问题
左手大量无效持住
右手动作多且不连续
改善措施
设计V型弹性夹具,转子放入即自动对中固定
左右手分别取磁片
左右手同时装入对称两槽
结果
循环时间:11秒 → 6.5秒(-41%)
左手不再静态持住,疲劳显著下降
错装率归零(对称工装防错)
七、不同生产线类型的适用侧重

八、常见失败原因与避坑建议

双手作业法不是“两手都要动”,而是“两手都做有意义的事,且同时完成”。
最终形态是:
左右手像镜子的两侧一样,时间相等、路径对称、节奏同步、没有等待。
