
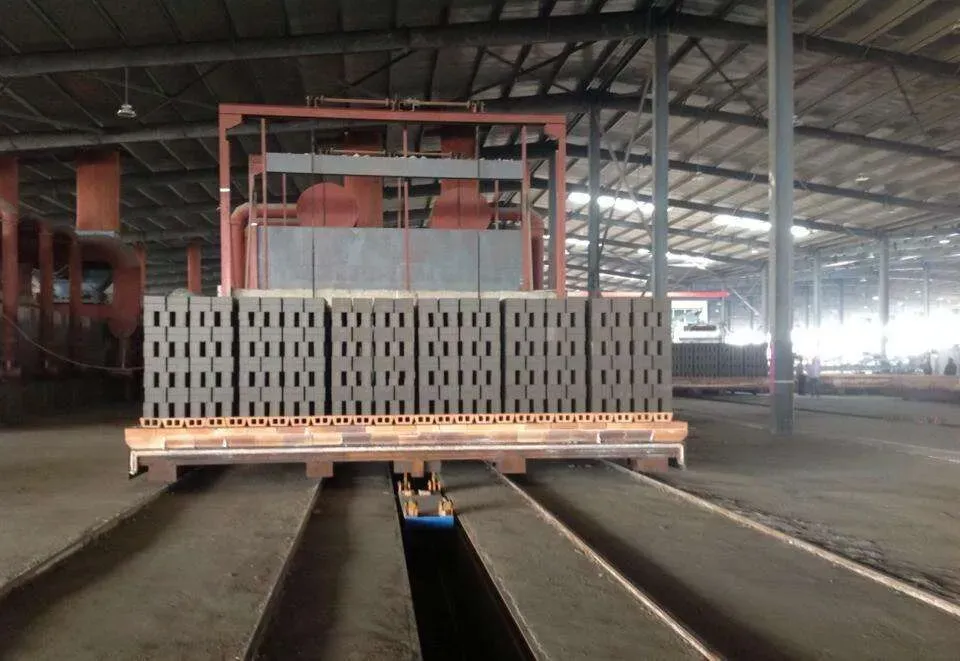
现在的隧道窑有直烘直烧,一烘一烧,一烘二烧,一烘三烧,两烘一烧叠砖架烘干等等,许多人会问,到底哪种最好?这取决于原料,要因制品无异,因气候而异,原料是塑性指数较好的页岩、全煤矸石,又是生产实心砖,那么直烘直烧也不错,宽3.6 m,长110 m,120 m的窑,每天也出过近20万块。但是,遇到干燥过敏的原料,千万不要做直烘直烧窑,如果做了肯定是短板,也是不可修补的短板。
那么一烘,或两烘一烧就很好吗?也不一定。在新疆奎屯,由于空气干燥,生产砖时,在切条机上砖坯就裂,空气太干,老板带我去看已建的一烘一烧窑炉,废品率太高,那么怎样解决小范围的空气湿度,保证砖坯不裂砖呢,我们降低机房高度和储坯篷的高度,篷的四周用帘子围起来,增加空气湿度,采用1.5次码坯方成功。那么,轨道和窑车数量就是原来的1.5倍。在越南,让砖坯在太阳下自然干燥几天,再码到窑车上,进烘干房,也是一种好方式。在孟加拉国用叠砖架单层烘干,也是比较理智的选择。
烘干的方法也有许多,燃烧烟气烘干、余热烘干、燃烧烟气加余热烘干等等,各有优缺点,要分析对待。如果原料中硫等有害物质含量高,用烟气或烟气加余热的方法会二次污染烧制品,加重排污成本。如果是低硫低污染烟气,则用烟气加余热的方法远比单一用烟气和单一用余热的干燥效果好,更省电,更省燃料,成本更低、效果更好。
排潮的方式有:集中排潮、分散排潮、分段集中排潮、负压排潮、正压排潮等,那种好?集中排潮肯定是错误的,排潮效果差,电机功率大,耗能高,过氧量易超标。分散排潮加集中排潮,正压为主,负压为辅的排潮方法是最好的,不倒坯,温度低,电耗小。笔者发现不少砖厂烘干室设计方面有短板,有些烘干室设计的短板是不可修复的,特别是许多旋转隧道窑的烘干设计存在着更多的问题,有些排潮风机电容量是隧道窑的3—4倍,这不是短板吗?
独家合作会员单位
点击下方【图片】跳转厂家资料
窑炉公司

点击下方【图片】跳转厂家资料
运转设备
点击下方【图片】跳转厂家资料
打包带和设备
点击下方【图片】跳转厂家资料
砖机设备
点击下方【图片】跳转厂家资料
点击下方【图片】跳转厂家资料

点击下方【图片】跳转厂家资料

点击下方【图片】跳转厂家资料

点击下方【图片】跳转厂家资料

点击下方【图片】跳转厂家资料
点击下方【图片】跳转厂家资料
点击下方【图片】跳转厂家资料
化验仪器
点击下方【图片】跳转厂家资料
泵
点击下方【图片】跳转厂家资料
点击下方【图片】跳转厂家资料

点击下方【图片】跳转厂家资料

- END -
出品:砖瓦平台APP
服务:招聘求职|技术求助|采购买卖|二手买卖|行业知识
砖瓦行业相关知识
如果您需要宣传推广、品牌投放
请联系客服
砖瓦平台APP官方抖音号:HC597P
微信:ZWHY082
致电:400-6415-123或:0537-8726655