
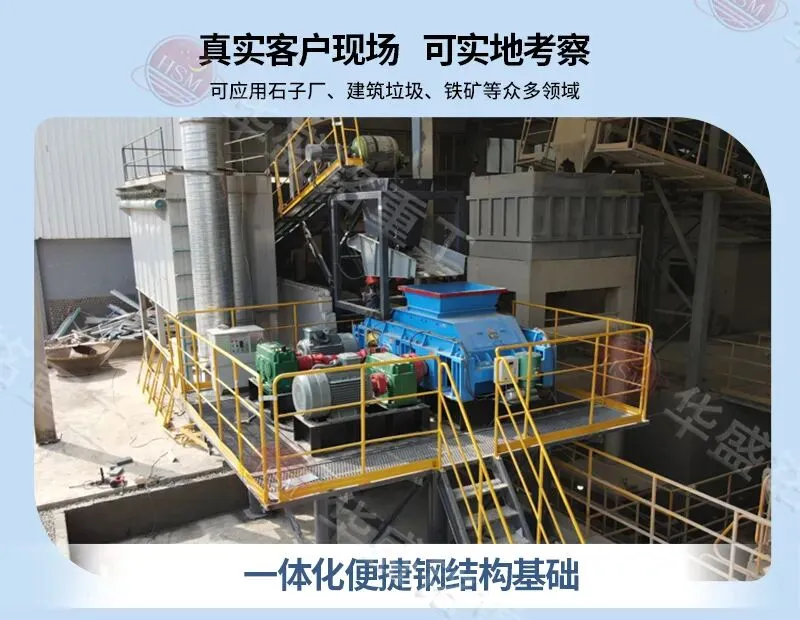
在煤矸石提取硫精砂的完整工艺链条中,破碎环节起着承上启下的关键作用。一条成熟且运行稳定的提硫生产线,通常包括原料预处理、粗碎、中细碎、分选提纯以及脱水干燥等阶段。
在这其中,液压对辊破碎机通常被部署在粗碎之后的细碎阶段,它的表现直接决定了进入分选设备的物料质量,进而影响整个项目的最终经济效益。因此,将其称为煤矸石选硫生产线的“核心细碎设备”,绝非虚言。

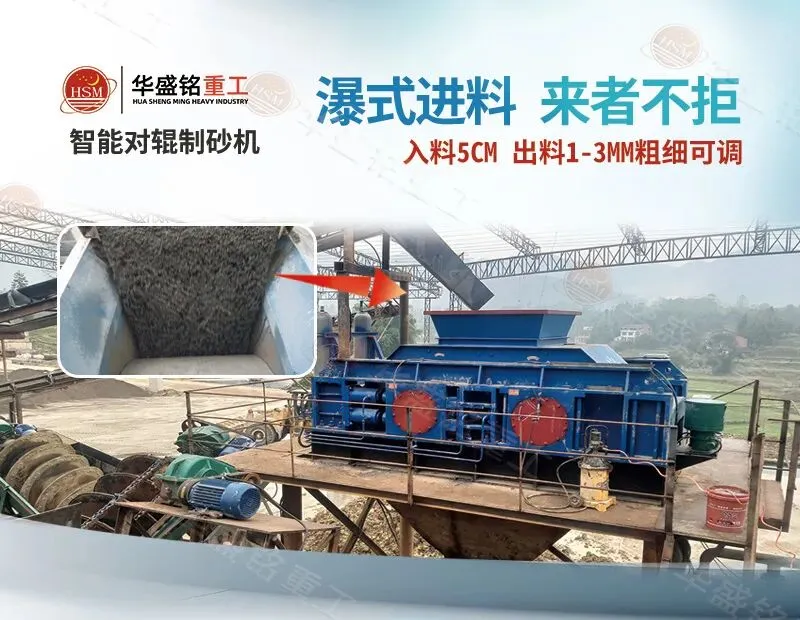
一套典型的煤矸石选硫精砂方案,其工艺流程通常如下:原料首先经过前端的粗破设备(如颚式破碎机)进行初步破碎,随后通过振动筛进行分级。粒度合格的物料(通常在5公分以下)会进入液压对辊破碎机进行中细碎作业,不合格的粗料则返回重新破碎,形成闭路循环以确保颗粒均匀。
经过对辊机细碎至3毫米以下的物料,将直接进入跳汰机或浮选设备进行硫精砂的分选;分选出的精砂再经过螺旋洗砂机清洗除杂,最后通过脱水筛干燥,便成了最终的高品质成品。
在这整套方案中,液压对辊破碎机的核心价值首先体现在对物料粒度的精确把控上。提取硫精砂对入料粒度有严格的要求,通常要求控制在3毫米以下。
液压对辊机配备了先进的液压调节系统,操作人员可以根据煤矸石的硬度变化以及具体的选矿工艺要求,通过液压站集中控制,轻松、无级地调节两辊之间的间隙。这种“按需破碎”的能力,确保了进入分选环节的物料始终处于最佳状态,避免了物料过粗导致解离不充分,或过细导致分选困难的尴尬局面。
其次,它在促进矿物解离方面扮演着不可或缺的角色。煤矸石中的硫铁矿往往与矸石紧密共生,如果破碎方式不当,容易造成“连生体”过多,即硫铁矿和废石粘在一起分不开。

液压对辊机利用双辊挤压和研磨的复合力,能够温和地将矿石“剥开”,使硫铁矿单体充分暴露。这种均匀的颗粒分布和单体解离度,能让后续的跳汰机或浮选机发挥出大的分选效能,从而切实提升硫精砂的整体品位和回收率。
再者,液压对辊破碎机提升了整条生产线的自动化程度与安全性。全液压机型不仅能实现辊缝的快速调节,还能实时监测系统压力。当遇到不可破碎的异物或负荷过大时,系统会自动卸压退让,保护设备不受损坏。这种智能化的保护机制,大大降低了操作工人的劳动强度,也减少了因设备故障导致的停机检修时间。

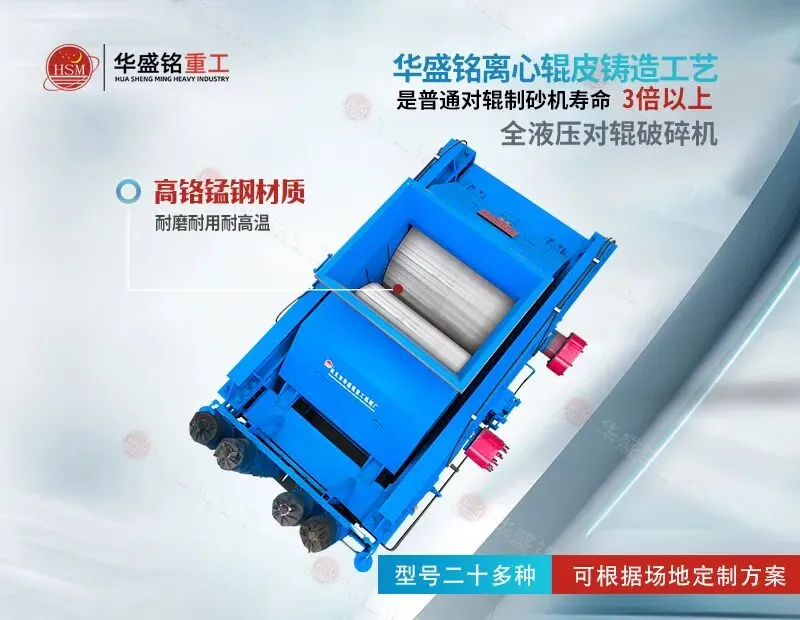
从运营成本角度看,相比同等产能的冲击式破碎设备,对辊机的电机功率配置更合理,能耗相对较低,辊皮采用高耐磨合金材料,使用寿命长。长期运行下来,液压对辊破碎机能为企业节省可观的电费和维护成本,是煤矸石选硫生产线上当之无愧的核心功臣。

